You might also like
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- SPE 160895 Water Injection Optimization Using Streamlines From A Finite-Difference Simulator: A Case Study of A Middle East FieldDocument9 pagesSPE 160895 Water Injection Optimization Using Streamlines From A Finite-Difference Simulator: A Case Study of A Middle East FieldchirazNo ratings yet
- SPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSDocument10 pagesSPE168279 - Optimizing Frac Plug Mill Outs in Horizontal Wells Using Coiled Tubing - TTSfkong16688No ratings yet
- Paper Velocity String SPE-30197-PADocument4 pagesPaper Velocity String SPE-30197-PAPablo RaffinNo ratings yet
- Theoretical Uncertainty of Orifice Flow Measurement TechWpaperDocument8 pagesTheoretical Uncertainty of Orifice Flow Measurement TechWpaperFikri AchdanNo ratings yet
- Dinamica de Fluido Sucker Rod PumpDocument26 pagesDinamica de Fluido Sucker Rod PumpyeralhNo ratings yet
- Reliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsDocument13 pagesReliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsGalyna RomanNo ratings yet
- TS of Quad MooseDocument10 pagesTS of Quad MooseShivender PatialNo ratings yet
- Model-Based Method For Testing, Adjusting andDocument31 pagesModel-Based Method For Testing, Adjusting andIntan Luruh LarasatiNo ratings yet
- Flow Meter Proving by E. L. Upp 1970'sDocument6 pagesFlow Meter Proving by E. L. Upp 1970'sSofyan HadiNo ratings yet
- Effects of Flow Conditioning On Gas Measurement: Michael P. Saunders Savant Measurement CorporationDocument7 pagesEffects of Flow Conditioning On Gas Measurement: Michael P. Saunders Savant Measurement CorporationTeamautomationnorth MeasurementNo ratings yet
- 2005 13 ISO 3171 Allocation Sampling For Challenging Tie Ins and Low RVP Production Hydrocarbons Jiskoot Jiskoot LTDDocument11 pages2005 13 ISO 3171 Allocation Sampling For Challenging Tie Ins and Low RVP Production Hydrocarbons Jiskoot Jiskoot LTDGustav MolMedNo ratings yet
- SPE 77454 Application of Injection Tests For Reservoir Appraisals: A Conceptual StudyDocument12 pagesSPE 77454 Application of Injection Tests For Reservoir Appraisals: A Conceptual Studymohammad karimiNo ratings yet
- SPE Mexico Corrosion 06Document9 pagesSPE Mexico Corrosion 06henbauNo ratings yet
- SPE26569 Erosional VelcityDocument12 pagesSPE26569 Erosional VelcityOluwatosinImisioluwaAjiboye100% (1)
- Gas Sampling System PDFDocument8 pagesGas Sampling System PDFtriminhdang_phar6701No ratings yet
- Using A System Cost Analysis ToDocument11 pagesUsing A System Cost Analysis Tosaa6383No ratings yet
- NG Sampling TechniquesDocument5 pagesNG Sampling TechniquesRohmat HidayatNo ratings yet
- Experimental Design and Analysis of Pump As TurbinDocument12 pagesExperimental Design and Analysis of Pump As TurbinSebastián Alexander Flores OroscoNo ratings yet
- SPE 77655 Downhole Fiber-Optic Multiphase Flowmeter: Design, Operating Principle, and TestingDocument7 pagesSPE 77655 Downhole Fiber-Optic Multiphase Flowmeter: Design, Operating Principle, and TestingTheNourEldenNo ratings yet
- IADC/SPE 112687 Automatic Measurement of Drilling Fluid and Drill Cuttings PropertiesDocument17 pagesIADC/SPE 112687 Automatic Measurement of Drilling Fluid and Drill Cuttings PropertiesMorochoMorochoNo ratings yet
- Multi-Criteria Analysis and Optimization of Waterflood Systems in BrownfieldsDocument15 pagesMulti-Criteria Analysis and Optimization of Waterflood Systems in BrownfieldsYerkinNo ratings yet
- 2nd Lab FLUIDSDocument6 pages2nd Lab FLUIDSMuhammadZAmjadNo ratings yet
- Gas SamplingDocument8 pagesGas Samplingmagobo220772100% (1)
- On-Line Water Measurement of Liquid Petroleum Class # 5235Document4 pagesOn-Line Water Measurement of Liquid Petroleum Class # 5235Pedro Pablo Nuñez LeonNo ratings yet
- Techniques For Spot Sampling GasDocument7 pagesTechniques For Spot Sampling GasAhmed Abo FornNo ratings yet
- Spe 59370 TextDocument8 pagesSpe 59370 TextMarielis SifontesNo ratings yet
- Damper Leak Testing ProcedureDocument15 pagesDamper Leak Testing Procedurejayakumar100% (1)
- Theoretical Uncertainty of Orifice Flow Measurement 172KBDocument7 pagesTheoretical Uncertainty of Orifice Flow Measurement 172KBSatya Sai Babu YeletiNo ratings yet
- Verifying Flowmeter AccuracyDocument8 pagesVerifying Flowmeter AccuracynokarajuNo ratings yet
- Zenith2015 PDFDocument11 pagesZenith2015 PDFTheNourEldenNo ratings yet
- X-Ray Imaging Technique Simplifies and Improves Reservoir-Condition Unsteadystate Relative Permeability MeasurementsDocument12 pagesX-Ray Imaging Technique Simplifies and Improves Reservoir-Condition Unsteadystate Relative Permeability Measurementsari_siNo ratings yet
- PurposeDocument13 pagesPurposeRehuelNo ratings yet
- Fan Curve - A Useful ToolDocument1 pageFan Curve - A Useful ToolSanya PhilangamNo ratings yet
- SPE93879Document12 pagesSPE93879sayidNo ratings yet
- Prosper SoftwareDocument6 pagesProsper Softwarebharath35kumar0% (1)
- Efficient Pneumatic ConveyingDocument14 pagesEfficient Pneumatic Conveying설동하100% (2)
- Techniques of Natural Gas Spot SamplingDocument9 pagesTechniques of Natural Gas Spot Samplingfjrank_frankNo ratings yet
- Numerical Analysis of The Differential Flowmeter SDocument19 pagesNumerical Analysis of The Differential Flowmeter Sahmed azizNo ratings yet
- Pumping Tests: Production and Efficiency Determinations: Roscoe Moss Company Technical Memorandum 009-3Document2 pagesPumping Tests: Production and Efficiency Determinations: Roscoe Moss Company Technical Memorandum 009-3Altius ArlenNo ratings yet
- Design of Water Distribution System For SVNIT CampusDocument27 pagesDesign of Water Distribution System For SVNIT CampusAnshuk GargNo ratings yet
- Development of Nodal Analysis For Production OptimizationDocument3 pagesDevelopment of Nodal Analysis For Production OptimizationMbarouk Shaame MbaroukNo ratings yet
- Refurbishment Is Vital To Efficiency (World Pumps June 2014) With CoverDocument3 pagesRefurbishment Is Vital To Efficiency (World Pumps June 2014) With CoverGerman FavelaNo ratings yet
- Total Well Management IIDocument14 pagesTotal Well Management IIEdgar Tellez100% (1)
- Common Header Line For Pump TestingDocument8 pagesCommon Header Line For Pump TestingNovesa NurgirisiaNo ratings yet
- Asme PTC 19.5 With ExplanationDocument4 pagesAsme PTC 19.5 With ExplanationRoi OcoNo ratings yet
- New Designs in Fuel Dispensing System To Reduce Water HammerDocument9 pagesNew Designs in Fuel Dispensing System To Reduce Water HammerDhominick PagulayanNo ratings yet
- Modern Total Well Management PDFDocument14 pagesModern Total Well Management PDFXXXXNo ratings yet
- Hutagalung 2019 J. Phys. Conf. Ser. 1230 012086Document12 pagesHutagalung 2019 J. Phys. Conf. Ser. 1230 012086christian.canaleNo ratings yet
- What Will An Irrigation Audit Tell You?Document5 pagesWhat Will An Irrigation Audit Tell You?Tom McSorleyNo ratings yet
- Spe 111465Document16 pagesSpe 111465HSEQ AZUL ENERGYNo ratings yet
- SPE 56419 Processing and Interpretation of Long-Term Data From Permanent Downhole Pressure GaugesDocument16 pagesSPE 56419 Processing and Interpretation of Long-Term Data From Permanent Downhole Pressure GaugesBanda ClaretNo ratings yet
- Installation and Operation of Densitometers 2205Document4 pagesInstallation and Operation of Densitometers 2205CRT ServicesNo ratings yet
- An Integrated Study of Poor Intake Conditions and Its Effect On A Pumping Station PerformanceDocument11 pagesAn Integrated Study of Poor Intake Conditions and Its Effect On A Pumping Station Performancedalia elgazzarNo ratings yet
- Guidelines Flare Vent MeasurementDocument36 pagesGuidelines Flare Vent MeasurementAngie Paola Sanabria MartinezNo ratings yet
- SPE 105362 The Identification of Condensate Banking With Multiphase Flowmeters-A Case StudyDocument7 pagesSPE 105362 The Identification of Condensate Banking With Multiphase Flowmeters-A Case StudyFrancisco LaguardiaNo ratings yet
- IPTC 18132 MS UnlockedDocument33 pagesIPTC 18132 MS UnlockedMohamed YousryNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- L9 Nominal Taguchi 1Document38 pagesL9 Nominal Taguchi 1ANILNo ratings yet
- ME GATE 2016 Set 22Document33 pagesME GATE 2016 Set 22Devaraj DevuNo ratings yet
- VVNBVNDocument1 pageVVNBVNANILNo ratings yet
- VVNBVNDocument5 pagesVVNBVNANILNo ratings yet
- WordlistDocument1 pageWordlistANILNo ratings yet
- Prototype: Build Review Refine & IterateDocument7 pagesPrototype: Build Review Refine & IterateANILNo ratings yet
- Season Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurDocument2 pagesSeason Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurANILNo ratings yet
- Word ListDocument1 pageWord ListANILNo ratings yet
- MCDocument4 pagesMCViral PatelNo ratings yet
- My Statement of PurposeDocument1 pageMy Statement of PurposeANILNo ratings yet
- Patent Filing ProcedureDocument34 pagesPatent Filing ProcedureANILNo ratings yet
- Body Language For InterviewDocument5 pagesBody Language For InterviewANILNo ratings yet
- OceaneeringDocument1 pageOceaneeringANILNo ratings yet
- Ghalib... (In Hindi)Document36 pagesGhalib... (In Hindi)api-19771339No ratings yet
- BS en 1092Document21 pagesBS en 1092Pranay Kharbe100% (5)
- GRE Essay TipsDocument1 pageGRE Essay TipsANILNo ratings yet
- CarbideDocument1 pageCarbideANILNo ratings yet
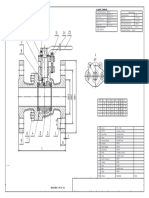
- ASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingDocument1 pageASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingANILNo ratings yet
- Cryogenic RefrigerationDocument7 pagesCryogenic RefrigerationANILNo ratings yet
- 34 NCMCDocument5 pages34 NCMCANILNo ratings yet
- Refrigeration and Airconditioning by S K Mondal T&Q .0001Document133 pagesRefrigeration and Airconditioning by S K Mondal T&Q .0001ANILNo ratings yet
- PV Elite Heat Exchanger CalculationsDocument99 pagesPV Elite Heat Exchanger CalculationscbousmuNo ratings yet
- VW CS 0412 PDFDocument4 pagesVW CS 0412 PDFANILNo ratings yet
- Name: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsDocument2 pagesName: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsANILNo ratings yet
- Courses Welingkaronline Org Newlogin Subjectlist PortionDocument1 pageCourses Welingkaronline Org Newlogin Subjectlist PortionANILNo ratings yet
- Club Mahindra Goa Varca Beach FactSheetDocument2 pagesClub Mahindra Goa Varca Beach FactSheetshrinidhik@gmailcomNo ratings yet
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- str-w6754 Ds enDocument8 pagesstr-w6754 Ds enAdah BumbonNo ratings yet
- Blake Mouton Managerial GridDocument3 pagesBlake Mouton Managerial GridRashwanth Tc100% (1)
- Abnt NBR 16868 1 Alvenaria Estrutural ProjetoDocument77 pagesAbnt NBR 16868 1 Alvenaria Estrutural ProjetoGIOVANNI BRUNO COELHO DE PAULANo ratings yet
- Engineering Management: Class RequirementsDocument30 pagesEngineering Management: Class RequirementsMigaeaNo ratings yet
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocument6 pagesGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísNo ratings yet
- TPDocument10 pagesTPfaisal gaziNo ratings yet
- SAMPLE MCQuestions ByTopicsDocument45 pagesSAMPLE MCQuestions ByTopicsVeeru ManikantaNo ratings yet
- Work Energy Power SlidesDocument36 pagesWork Energy Power Slidessweehian844100% (1)
- RSW - F - 01 " ": Building UtilitiesDocument4 pagesRSW - F - 01 " ": Building Utilities62296bucoNo ratings yet
- Quality Standards For ECCE INDIA PDFDocument41 pagesQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- Installation Instructions INI Luma Gen2Document21 pagesInstallation Instructions INI Luma Gen2John Kim CarandangNo ratings yet
- Pitch DeckDocument21 pagesPitch DeckIANo ratings yet
- Leveriza Heights SubdivisionDocument4 pagesLeveriza Heights SubdivisionTabordan AlmaeNo ratings yet
- OTP User Manual For English) v1,0Document15 pagesOTP User Manual For English) v1,0auyinNo ratings yet
- How To Install Metal LathDocument2 pagesHow To Install Metal LathKfir BenishtiNo ratings yet
- D E S C R I P T I O N: Acknowledgement Receipt For EquipmentDocument2 pagesD E S C R I P T I O N: Acknowledgement Receipt For EquipmentTindusNiobetoNo ratings yet
- Hofstede's Cultural DimensionsDocument35 pagesHofstede's Cultural DimensionsAALIYA NASHATNo ratings yet
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesDocument61 pagesImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnNo ratings yet
- Dog & Kitten: XshaperDocument17 pagesDog & Kitten: XshaperAll PrintNo ratings yet
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaNo ratings yet
- Atmel 46003 SE M90E32AS DatasheetDocument84 pagesAtmel 46003 SE M90E32AS DatasheetNagarajNo ratings yet
- MPI Unit 4Document155 pagesMPI Unit 4Dishant RathiNo ratings yet
- Chapter 11 AssignmentDocument2 pagesChapter 11 AssignmentsainothegamerNo ratings yet
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDocument25 pagesPassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- 5.1 Behaviour of Water in Rocks and SoilsDocument5 pages5.1 Behaviour of Water in Rocks and SoilsHernandez, Mark Jyssie M.No ratings yet
- 2007 ATRA Seminar ManualDocument272 pages2007 ATRA Seminar Manualtroublezaur100% (3)
- Saflex-Dg - 41 Data SheetDocument5 pagesSaflex-Dg - 41 Data SheetrasheedgotzNo ratings yet
- Uniform Motion WorksheetDocument8 pagesUniform Motion Worksheetnikhil patro100% (1)
- Stress Management HandoutsDocument3 pagesStress Management HandoutsUsha SharmaNo ratings yet
- Sheet-Metal Forming Processes: Group 9 PresentationDocument90 pagesSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyNo ratings yet