Professional Documents
Culture Documents
Livro CNC Part2
Uploaded by
Gustavo Henrique Barroso0 ratings0% found this document useful (0 votes)
12 views20 pagesCNC
Original Title
Livro Cnc Part2
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCNC
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
12 views20 pagesLivro CNC Part2
Uploaded by
Gustavo Henrique BarrosoCNC
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 20
aa
X (eixo transversal) - é relacionado no torno CNC com as coordenadas de
diametros e ja tem um ponto de referéncia definido que coincide com a linha de Centro
do eixo arvore principal da maquina que se denomina XO.
Z (eixo longitudinal) - é relacionado no tomo CNC com as coordenadas de
comprimento e tem um ponto de referéncia que pode ser estabelecido em qualquer
‘ugar de acordo com o programador dentro da area de trabalho da maquina, Deve-se
Procurar sempre um ponto de referéncia em que a programacao seja facil, rapida ¢
objetiva, a que daremos o nome de ponto zero peca.
Eixo arvore principal - nele sao estabelecidas rotacdes e também a fixacao das
Peces @ serem usinadas por meio de placas com duas, trés ou quatro castanhas, pineas
ou dispositivos especiais.
Eixo Grvore
Exo arvore acionado
f0 de polias e
fa poli-V de alta
Gama de velocidades
variaveis,
continuamente.
Figura 3.2
Placas de fixagao
smw?
FAUTOBLOK
Figura 3.3
Castanhas de fixacao
af
Figura 3.4a - Castanha mole. Figura 3.4b - Castanha dura.
A principio, vamos trabalhar com duas definicées de ponto zero da pega, como
no exemplo seguint
a) No encosto das castanhas b) Na face da pega
age at)
Ins > A+) aff
ORIGEM (X0.20)
(0,20)
Figura 3.5
0 CNC ¢ possivel utilizar dois tipos diferentes de
ria da pega. Temos, entio:
No sisterna de programa
nallerar a qeon
coordenadas
© — Coordenadas absolutas
= Coordenadas inerementals
3.1 - Coordenadas absolutas
Sao as que se relacionam sempre com um ponto de referéncia (ponto zero peca)
fixo no desenho. Podem ser chamadas também de medidas de referéncia ou medidas
reais
Exemplos com definigées de ponto zero peca
oO] 2] m]o]o] a] >
@
&
S
50.
Figura 3.6 - Ponto zero na frente (face da peca).
xX [|Z
A | 0 | 50
B_[ 15 | 50
c | 15 | 40
D | 36 | 40
E | 40 [| 38 :
F [40 | 28
G | 60 | 28
Figura 3.7 - Ponto zero atrés (encosto das castanhas).
Lembrando sempre que X corresponde ao diametro e Z ao comprimento.
CNC - Programagéo de Comandos Numéricos Computadorizados - Torearett?
Nota-se nos exemplos anteriores que, independente de onde o ponto zero esteja
definido, os valores dos diametros nao se alteram, enquanto os deslocamentos em Z
mudam completamente, ou seja, com o ponto zero na frente as coordenadas sao todas
negativas ¢ a tendéncia é o afastamento dele. J& com 0 ponto zero atras as coordenadas
so positivas e se aproximam do ponto zero.
3.2 - Coordenadas incrementais
Com esse sistema cada medida introduzida refere-se sempre a um posiciona-
mento anterior, entao temos sempre medidas de distancia entre dois pontos proximos.
Nesse processo deve-se levar em consideragio somente o movimento a ser exe-
cutado.
O sistema incremental nao é muito comum de ser usado, mas é possivel aplica-lo
em pequenas operacées dentro de um programa.
Exemplo
22
50
>|
Figura 3.8 - Incremental.
Sistema de Coordenadas a
Valores em Valores em raio
diametro
Xx |Z Males
A [of] 0 Ae |e.
B [is [0 B [75 | 0
c [0 | -i0 c {0 | -10
D [21 [0 D [105| 0
E 2 E|2|2
F [0 |-10 F_|_0 | -10
G [2] 0 G [10 [0
Observagao
As coordenadas em X sao definidas em diametro, aplicando a diferenca entre eles, ou
seja, 0 proximo deslocamento menos o anterior, ou entao em raio, isto é, a diferenca
dividida por dois.
CNC - Programaca
merece’ de Comanidos Numéricos Computadorizados - Tornearent2
Capitulo
Este capitulo apresenta todas as funges preparatérias e auxiliares do sistema ISO
(International System Organization) de programagio CNC e também o sistema
HEIDENHAIN utilizado pela MCS. Mostra ainda os tipos de comando mais utilizados no
mercado, com exemplos de programa¢&o que, certamente, serao uteis tanto para o
aprendizado como para uma simples consulta.
Os comandos da linguagem ISO e usuarios a serem tratados sao os seguintes:
= Comandos
— FANUC
= MITSUBISHI
- MACH
= SIEMENS
- MCS
= ~~ Usuarios
Ergomat, Index, Traub, Romi e varios outros fabricantes de maquinas CNC.
4.1 - Sistema ISO de programagao, linguagem G
Quando falamos de ISO, lembramos algo padronizado e dentro de normas
especificas, e cada segmento lem as suas regras.
A Iinquagem G foi adotada pelo sistema como um padrao a ser usado pelos
fabricantes de comandos, com algumas normas rigidas, dando a eles liberdade para a
proprios, mantendo as fungées basicas e universais, fungdes que nao
maneiras diferentes e que tenham a mesma finalidade em todos
bilidade de serem diferentes dentro de um mesmo sistema
dos fabricantes. Desta forma, alguns comandos oferecem mais
criago de recursos
podem ser definidas de
os comandos. A possi
aumentou a criatividade
recursos que outros.
Introdugéo & Programagao GQ
reparatorias de acordo COM OS Comandos
e MCS, analisar algumas diferengas entre
m e o processo de montagem dos
hora de programar.
es PI
A seguir, vamos estudar as fun¢o
FANUC, MITSUBISHI, MACH, SIEMENS jee
eles, os recursos que podem ser usados por cade ®
programas para cada caso com dicas important
Nota
Lembre-se de que um bom prograt
em consideracao a ordem de opera
programador.
ma depende de um bom processo, levando sempre
coes e de ferramental e, € claro, a criatividade do
4.2 - Estrutura de linguagem
O programa CN é uma maneira que o homem criou para se comunicar com a
maquina por meio de cédigos, a transformacao de um desenho ou pe¢a em niimeros e
letras e que ndo so nada mais nada menos que pura matematica.
Esse programa caracteriza-se por uma sequéncia de sentengas memorizadas pelo
comando e executadas na usinagem, uma apés a outra.
Vamos conhecer a estrutura do programa:
= Bloco de dados ou sentengas: constituido de caracteres, ou seja, letras
de enderecamento e algarismos, palavras que juntas tém o objetivo de
informar ao comando as operacdes que devem ser executadas.
Caracteres: ntimero, letra, espaco, ponto ou qualquer outro simbolo que
signifique algo para o comando.
Exemplo: A, T, Z, - etc.
Letras de enderecamentos: sao instrugdes alfabéticas passadas para ©
comando que podem executar um movime
uma nova funcao.
Exemplo: G, X, O, B, I, K etc.
= Palavra:
Dependerx
nto ou, simplesmente, assumir
é constituida de uma letra seguida por um valor numeric:
do da letra, o valor numérico deve ser especifico.
Exemplo: G00, G01, G66, 255, X20, K.5 etc,
A principio, vamos listar as funcées preparatérias e auxiliares de todos os
comandos citados neste livro, para entao defini-las uma a uma e verificar as diferengas
com exemplos aplicativos.
As funcées auxiliares consideradas basicas tem a mesma definigéo para todos os
comandos. Sao essenciais para o funcionamento do programa.
Os fabricantes de maquinas CNC podem usar fungées auxiliares opcionais para
ativar e desativar dispositivos ou acess6rios implantados nas maquinas.
Ao programarmos uma fungao auxiliar em um bloco junto com uma funcdo
preparatéria que defina algum tipo de movimento, o comando CNC executa primeiro a
funcao auxiliar.
Em alguns comandos ¢ possivel programar até trés funcées auxiliares em uma
unica sentenca.
As listagens t@m a seguinte ordem:
5.1 - Comando MACH
5.2 - Comando FANUC
5.3 - Comando MITSUBISHI
5.4 - Comando SIEMENS
5.5 - Comando MCS
5.1 - Comando MACH
G00 - Avango rapido
G01 - Interpolagao linear
G02 - Interpolagao circular no sentido horario
G03 - Interpolacao circular no sentido anti-horario
Fungées Preparatérias a
G04 - Tempo de permanéncia
G20 - Programacao em didmetro
G21 - Programagao em raio
G33 - Ciclo de roscamento sentenga por sentenga
G37 - Ciclo de roscamento automatico
G40 - Cancela compensagio de raio
G41 - Ativa compensacao de raio a esquerda
G42 - Ativa compensagao de raio 4 direita
G54 - Primeira referéncia para coordenada de trabalho
G55 - Segunda referéncia para coordenada de trabalho
G66 - Ciclo automatico de desbaste longitudinal
G67 - Ciclo automatico de desbaste transversal
G68 - Ciclo automatico de desbaste paralelo 20 perfil
G70 - Programacao em polegadas
G71 - Programagao em milimetros
G73 - Interpolacao linear ponto a ponto (cantos vivos)
G74 - Ciclo de torneamento e furagao
G75 - Ciclo de faceamento
G76 - Ciclo automatico de roscamento
G80 - Cancela ciclo automatico de furacao
G83 - Ciclo automatico de furagao com quebra de cavacos
G90 - Coordenadas absolutas
G91 - Coordenadas incrementais
G92 - Estabelecem o sistema de coordenadas ¢ o limite de rotagao
G94 - Avanco em polegadas/minuto ou milimetros/minuto
G95 - Avanco em polegadas/rotagao ou milimetros/rotacao (mais usado)
G96 - Velocidade de corte constante
G97 - Rolagao constante
G99 - Reset da meméria
Fungées auxiliares basicas
MOO - Parada do programa
MO1 - Parada opcional do programa
M02 - Fim de programa
M03 - Rotagao no sentido horario
M04 - Rotago no sentido anti-horario
MOS - Parada do fuso .
M08 - Liga refrigerante de corte
M09 - Desliga refrigerante de corte
M30 - Final de programa
Fungées auxiliares MACH
M06 - Troca de ferramenta
M11 - Gama de rotagao baixa
M12 - Gama de rotagao alta
M24 - Abrir placa
M25 - Fechar placa
M26 - Recuar contra ponto
M27 - Avancar contra ponto
M36 - Abrir porta automatica
M37 - Fechar porta automatica
M50 - Ativar leitor de posicao de ferramenta
M51 - Desativar leitor (tool eye)
5.2 - Comando FANUC
G00 - Avanco rapido
G01 - Interpolagao linear
G02 - Interpolagao circular no sentido horario
G03 - Interpolacao circular no sentido anti-horario
G04 - Tempo de permanéncia
G20 - Programacao em polegadas
G21 - Programagao em milimetro
G28 - Deslocamento até o ponto de referéncia
G33 - Ciclo de roscamento passo a passo
G40 - Cancela compensagao de raio de corte
G41 - Ativa compensagio de raio de corte a esquerda
G42 - Aliva compensagio de raio de corte a direita
G53 a G59 - Selecao do sistema de coordenadas
G63 - Zerar ferramentas com leitor de posigao
G70 - Ciclo de acabamento
G71 - Ciclo de desbaste longitudinal
G72 - Ciclo de desbaste transversal
G73 - Ciclo de desbaste paralelo ao perfil
G74 - Ciclo de torneamento e furagao
G75 - Ciclo de faceamento e canais
G76 - Ciclo de roscamento automatico
G77 - Ciclo de torneamento paralelo e cénico
G78 - Ciclo de roscamento semiautomatico
G79 - Ciclo de faceamento paralelo e cénico
G80 - Cancela ciclo de furagao
G83 - Ciclo de furagao
G84 - Ciclo de roscamento com macho
G90 - Coordenadas absolutas
G91 - Coordenadas incrementais
G92 - Limite de rotagao
G94 - Estabelece avanco em milimetros por minuto
G95 - Estabelece avanco em milimetros por rotacao
G96 - Velocidade de corte constante
G97 - Rotagao
Fungées auxiliares FANUC
M20 - Aciona alimentador de barras
M21 - Parar alimentador de barras
M24 - Placa travada
M25 - Placa destravada
M38 - Avanga aparador de pecas
M39 - Retrai aparador de pecas
M40 - Ativa modo de fixagao interna da placa
M41 - Ativa modo de fixacao externa da placa
M49 - Troca de barras
”
rea
& CNC - Programacao de Comandos Numéricos Computadorizados one
a
5.3 - Comando MITSUBISHI (TX - 8)
G00 - Avango rapido
G01 - Interpolacdo linear
G02 - Interpolagao circular no sentido horario
G03 - Interpolag4o circular no sentido anti-horério
G04 - Tempo de espera
G09 - Interpolagao linear ponto a ponto (cantos vivos)
G20 - Programagao em polegadas
G21 - Programagao em milimetros
G22 - Chamada de subprograma
G24 - Ponto de troca com deslocamento s6 em X
G25 - Ponto de troca com deslocamento so em Z
G26 - Ponto de troca com deslocamento X e Z
G27 - Ponto de troca com deslocamento Z e X
G28 - Deslocamento até ponto de referéncia
G33 - Corte de rosca senten¢a por sentenga
G40 - Cancela compensacao de raio
G46 - Ativa compensacao de raio completa
G54 a G59 - Deslocamentos do ponto zero peca
G71 - Ciclo de desbaste longitudinal
G72 - Ciclo de desbaste transversal
G73 - Ciclo de desbaste paralelo ao contorno
G74 - Ciclo de desbaste com corte interrompido, longitudinal
G75 - Ciclo de desbaste com corte interrompido, transversal
G76 - Ciclo de pentear roscas longitudinal
G82 - Ciclo para rosquear (macho, cossinete)
G83 - Ciclo de furagao profunda
G88 - Ativar contorno em declive, descendentes ou ascendentes
G89 - Desativa fungao G88
G90 - Coordenadas absolutas
G91 - Coordenadas incrementais
G92 - Limite de rotagao
G94 - Avanco em milimetros por minuto
G95 - Avango em milimetros por rotacao
Funcées Preparatorias a
G96 - Velocidade de corte constante
G97 - Rotagio
Fungées auxiliares MITSUBISHI
M06 - Ferramenta adicional
M10 - Fechar placa ou pinga
M11 - Abrir placa ou pinga
M19 - Posicionar arvore principal
M20 - Ativar medigao
M40 - Engrenamento 1
M41 - Engrenamento 2
M42 - Engrenamento 3
M43 - Engrenamento 4
M92 - Ligar transportador de cavacos
M93 - Desligar transportador de cavacos
5.4 - Comando SIEMENS
G00 - Avango rapido
G01 - Interpolago linear
G02 - Interpolacao circular no sentido horario
G03 - Interpolacao circular no sentido anti-horario
G04 - Tempo de demora
G09 - Paradas precisas
G22 - Coordenadas em raio
G23 - Coordenadas em diametro
G25 - Limite inferior de rotagao
G26 - Limite superior de rolago
G33 - Interpolagéio de roscas com passo constante (passo a passo)
G40 - Desliga corregéio do raio da ferramenta
G41 - Correcao do ralo da ferramenta & esquerda do contorno
G42 - Correcao do ralo da ferramenta a direita do contorno
G54 a G57 - Deslocamentos ajustaveis de ponto zero
G70 - Dimensées em polegada
G71 - Dimensées em milimetro
G90 - Coordenadas absolutas
G91 - Coordenadas incrementais
G94 - Avango em milimetros por minuto ou graus por minuto
G95 - Avanco em milimetros por rotagao ou polegadas por rota¢ao
G96 - Velocidade de corte constante
G97 - Rotagao constante (cancela G96)
Ciclos fixos de usinagem
CYCLE 83 Furagdo profunda
CYCLE 93 | Usinagem de canais
CYCLE 95 Ciclo de desbaste
CYCLE 97 | _Usinagem de roscas
Fungées auxiliares SIEMENS
M10 - Acionar freio
M11 - Desativar freio
M12 - Desativar pino de trava do fuso
M22 - Avancar mangote
M23 - Recuar mangote
M64 - Fechar luneta
M65 - Abrir luneta
M68 - Fechar placa ou pinga
M69 - Abrir placa ou pinga
5.5 - Comando MCS
Nesse comando a linguagem de programagao é bem diferente do que vimos até
usado 0 cédigo G, mas sim fungdes de posicionamentos estudadas em
agora. Nao sera
cartesianas continua sendo o mesmo.
seguida, lembrando que o sistema de coordenadas,
POS - Posicionamento simples, quando 0 deslocamento é em apenas um eixo XouZ
POS L - Posicionamento linear, quando 0 deslocamento @ nos dois eixos X e Z
POL - Coordenadas do centro do arco em Xe Z
POS CH - Coordenadas finais do arco no sentido horario
POS C AH - Coordenadas finais do arco no sentido anti-horario
RND - Comando para inser¢ao de ralo
Fungées Preparatérias a
CHF - Comando para insercao de chanfro
LABEL SET - Inicio de sub-rotina (LBS ST)
LABEL CALL - Chamada de sub-rotina (LBC CL)
LABEL SET 0 - Final de sub-rotina (LBS ST 0)
CICLO 0 - Reset interno (CYC CL 0)
CICLO 1 - Tempo de espera (CYC CL 1)
CICLO 2 - Funcées auxiliares (CYC CL 2)
CICLO 3 - Roscamento passada por passada (CYC CL 3)
CICLO 4 - Mudanca do sistema de coordenadas (CYC CL 4)
CICLO 6 - Salto incondicional (CYC CL 6)
CICLO 33 - Roscamento automatico (CYC CL 33)
Fungées auxiliares HEIDENHAIN (MCS)
M13 - Liga placa sentido horario e fluido de corte
M14 - Liga placa sentido anti-hordrio e fluido de corte
M37 - Gama de rotacao baixa
M38 - Gama de rotacao média
M39 - Gama de rotacdo alta
M40 - Recua contra ponto
M41 - Avanca contra ponto
M46 - Abre placa
M47 - Fecha placa
M58 - Velocidade de corte constante
M59 - Rotacao constante
M90 - Desativa compensacao de raio
M91 - Ativa compensagao de raio a direita
M92 - Ativa compensagao de raio 4 esquerda
M97 - Parada precisa
Observagao
As fungGes que estao realgadas tm as mesmas fin
linguagem ISO. Sao informagées tecnol
mesmo tendo um formato auxiliar
alidades de algumas fungées G 4
logicas importantes no contetido do programa,
yen!
ricos Computadorizados - Tornea
a
5.6 - Funcoes especiais
Numero sequencial de blocos N10, N20, ...
Abrir comentario ou equagées matematicas
Fechar comentarios ou equacées
N|-|-alz
Ignorar blocos ou divisées
Igual
: Fazer comentarios
#_| Final de bloco
Ponto decimal
9 [Inicio do programa
+ | Adicao
~ | Subtracao
+ | Multiplicagao
| Observacao
(Os nimeros de sentencas podem ser colocados da seguinte forma:
N05, N10, N15, N20,.
N10, N20, N30, N40,.
Os numeros sequenciais devem ser colocados de forma que seja possivel fazer
insergdes de sentencas sem repeticbes, como nos exemplos anteriores. Entao, é preciso
evitar a sequéncia sem intervalos, como N1, N2, N3, N4... .
‘A numeracdo é colocada a critério do programador, e em alguns comandos o
processo é automatico. A funco N nao tem nenhum efeito tecnolégico, mas é
importante em termos de organiza¢ao do programa e possiveis chamadas repetitivas.
Exemplos aplicativos
NO10 NO10
NO15 NO20
NO20 NO30
NO25 NO40
NO26 Insergao de duas NO41 ee
NO27 sentengas NO42 anus le tr
NO30 NO43
NO35 NO50
NO40 NO60
Fungées Preparatorias a
a
Em seguida, vamos definir todas as fungdes preparatérias, ea fo} possivey
notar que algumas delas tém o mesmo significado, isto ¢, nao podem ser Mudadas
Porque sao fungées basicas do sistema ISO de programado. Conheceremos também 2
linguagem HEIDENHAIN.
5.7 - Estrutura do torno CNC
De concepcao robusta e projetada para ambientes de alta producao, Oferece
rigidez e estabilidade para usinagem pesada.
Os conjuntos séo apoiados em uma base monobloco concebida para absorver
vibragées.
Mesa e carro transversal, inclinados em 35°, propiciam melhor escoamento de
cavacos, evitando o seu actimulo, garantindo estabilidade térmica ao longo de extensos
Periodos de usinagem. Consequentemente, pecas de maior precisio geométrica so
obtidas.
Base do Galaxy 30 by Romi
Figura 5.1
Figura 5,2
0
CNC - Programagao de Comandos Nui Toman
Definicao das Fungoes
Preparatorias
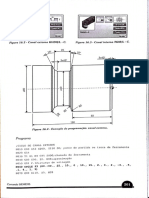
6.1 - GOO - Avanco rapido
Usada normalmente para aproximagées ou recuos das ferramentas, essa funcao
tem avanco proprio, podendo atingir os limites dos eixos da maquina que podem ser
também controlados pelo potenciémetro de avanco do comando. Pode-se dizer que essa
funcao gera movimentos improdutivos dentro do processo de usinagem. Ela é basica,
mas existe algumas particularidades. Observe a Figura 6.1.
Figura 6.1
6.1.1 - Comando MACH
G00 X35. 22. # ———p Final de bloco
L______- Posicionamento em Z (comprimento de 2mm positivos)
Posicionamento em X (diametro de 35mm)
Definicao das Funcdes Preparatorias 2
Observacao
No comando MACH todas as coordenadas devem ser programadas com ponto decimal
™esmo nas medidas inteiras.
Exemplo
X35 - sem 0 ponto decimal 0 comando interpreta como diémetro de 0,035,
podendo haver riscos de colisio. Isso vale para todos os tipos de coordenada no
comando MACH.
X35. - com o ponto decimal o comando considera como diametro real de 35mm,
X350000 - sem o ponto, mas com quatro casas decimais a mais, 0 que
aumentaria o nimero de caracteres por programa.
6.1.2 - Comando FANUC
G00 X35. Z2.; posicionamento rapido #
As definicdes sao iguais, exceto que nao existe a obrigatoriedade do ponto
decimal.
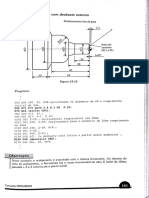
6.1.3 - Comando MITSUBISHI
N10 G00 X/U35. Z/W2. SM;
l__» Dados tecnolégicos conforme a necessidade
S_| Rotacao - Exemplo: $1000
Funcao auxiliar - Exemplo M08 - refrigeracao
As definicses X e Z néo mudam, mas também podemos trabalhar com
coordenadas mistas, isto é, absolutas ¢ incrementais usando os enderecamentos U e W,
ou seja, U em relagéo a X e W em relacao a Z, visto que um substitui o outro na
digitacéo, nao havendo necessidade de ativar a fungao G90 ou G91.
6.1.4 - Comando SIEMENS
G00 X35. 22. M;
Observamos que a funcdo G00 nao muda, e ainda que os comandos sejam™
diferentes, o objetivo também é o mesmo; basta informar as coordenadas de posicio”
namento.
a CNC - Programagao de Comandos Numéricos Computadorizados - Torneament
|
|
{
|
'
i
|
6.1.5 - Comando MCS
POS L X35. Z2. FO ;
ASEHasssttenitanseer“e Determina avanco rapido
Sistema de coordenadas nao muda
Movimento simultaneo dos dois eixos (POS L)
Movimento de apenas um eixo (POS)
Nesse comando, em especial, a letra F define, além dos avangos de usinagem,
também 0 avango rapido, isto é, FO = avanco rapido.
"Observacao
Nunca se deve programar GOO enquanto a ferramenta estiver em contato com o
material, ou seja, em proceso de usinagem.
6.2 - GO1 - Interpolac¢ao linear
Essa funcao, ao contrario da que vimos anteriormente, é usada para execucao de
avangos lentos, isto @, avancos de usinagem programados de acordo com as
necessidades do programador, levando em considera¢do varios outros fatores, como
ferramentas e material a ser usinado. Essa funcao executa movimentos retilineos, ou
seja, linhas retas, angulos e até com a insergao de raios e chanfros.
= Deslocamento simples = Deslocamento com angulo
a
re
052,32
Figura 6.2a Figura 6.2b
| Observacao |
(Os exemplos de programacao em seguida sao relacionados 8 Figura 6.2
Definigo das Fungdes Preparatorias a
You might also like
- Arduino Aula 01 Introducao PDFDocument22 pagesArduino Aula 01 Introducao PDFGustavo Henrique Barroso100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Arduino Projeto 07 DesafiosDocument5 pagesArduino Projeto 07 DesafiosGustavo Henrique BarrosoNo ratings yet
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Arduino Projeto 04 DesafiosDocument6 pagesArduino Projeto 04 DesafiosGustavo Henrique BarrosoNo ratings yet
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part12 PDFDocument20 pagesLivro CNC Part12 PDFGustavo Henrique BarrosoNo ratings yet
- Bacic PDFDocument20 pagesBacic PDFGustavo Henrique BarrosoNo ratings yet
- TCCDocument22 pagesTCCGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part11Document20 pagesLivro CNC Part11Gustavo Henrique BarrosoNo ratings yet
- Caminhão BetoneiraDocument38 pagesCaminhão Betoneiraracini454100% (1)
- Mecanica Semana 06Document2 pagesMecanica Semana 06Gustavo Henrique BarrosoNo ratings yet
- 3.1. Automação de Sistema e RobóticaDocument2 pages3.1. Automação de Sistema e RobóticaGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part10Document20 pagesLivro CNC Part10Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part8Document20 pagesLivro CNC Part8Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part6Document20 pagesLivro CNC Part6Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part7Document20 pagesLivro CNC Part7Gustavo Henrique BarrosoNo ratings yet
- O Exército Brasileiro após a Guerra das MalvinasDocument184 pagesO Exército Brasileiro após a Guerra das MalvinasGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part9Document20 pagesLivro CNC Part9Gustavo Henrique BarrosoNo ratings yet
- Atividade - Economia - Semana 4Document5 pagesAtividade - Economia - Semana 4Gustavo Henrique BarrosoNo ratings yet
- CLP Prova Edu-Brasil - 2017Document1 pageCLP Prova Edu-Brasil - 2017Gustavo Henrique BarrosoNo ratings yet
- Quimica 4Document2 pagesQuimica 4Gustavo Henrique BarrosoNo ratings yet
- Analise de Circuitos Prova - 2017Document2 pagesAnalise de Circuitos Prova - 2017Gustavo Henrique BarrosoNo ratings yet
- MMN001 Métodos Numéricos Semana 3Document5 pagesMMN001 Métodos Numéricos Semana 3Gustavo Henrique BarrosoNo ratings yet
- Com3101 Usb2.0Document150 pagesCom3101 Usb2.0Gustavo Henrique BarrosoNo ratings yet
- Descritivo Dos ExemplosDocument1 pageDescritivo Dos ExemplosGustavo Henrique BarrosoNo ratings yet
- Criar Um LoaderDocument13 pagesCriar Um LoaderAirton Gomes de LimaNo ratings yet
- Programacao AssemblerDocument28 pagesProgramacao AssemblerAlisson AraujoNo ratings yet
- 03 Asm CDocument19 pages03 Asm CMarcos Maciel GodinhoNo ratings yet