Professional Documents
Culture Documents
Livro CNC Part9
Uploaded by
Gustavo Henrique Barroso0 ratings0% found this document useful (0 votes)
248 views20 pagescnc
Original Title
Livro Cnc Part9
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentcnc
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
248 views20 pagesLivro CNC Part9
Uploaded by
Gustavo Henrique Barrosocnc
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 20
ff
|
Enderegos:
Z__| Coordenada do comprimento final da rosca
F_| Passo da rosea
Z
é
7 s
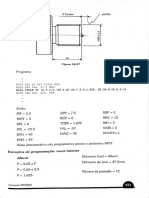
Figura 14.22 - Rosca métrica externa M20 x 1.5.
Diametro da rosca = 20mm
Passo da rosca = 1.5mm.
Comprimento = 32.5mm
H - altura do filete (em diametro) X (diametro final)
H = 0.65 x Passo x 2 X = diametro inicial - altura do filete
H=0.65x15x2 X= 20-1.95
H=1.95 X = 18.05
Rosca com 4 passadas
GO ¥19.15 25. MB (primeira passada de 0.85mm);
) G33 2-32.59 K1.5; |
{
|
iH
{I
tl
i
GO 25
GO 18.05 (Quarta passada 0.1mm);
G33 2-32.57
GO X25.7
Comando FANUC Q
Observacao!|
Nao ha necessidade de repetir 0 valor do passo nos blocos posteriores de G33.
Deve-se programar rotacao fixa em operacées de roscamentos.
14.6.2 - G76 - Ciclo de roscamento automatico
Com esse ciclo podemos executar varios tipos de roscamento com a
programaco em apenas dois blocos de informacées. O comando faz os calculos
necessarios em relagao ao niimero de passadas, mantendo sempre © mesmo volume de
cavaco retirado no primeiro passe. Entao:
= G76 P (m, r, a) Q r (primeiro bloco);
Enderegos:
Parametro para introdugao de dados (m, r, a)
(m) - Numero de repetigdes do tiltimo passe
(7) - comprimento da saida angular da rosca
{a) - angulo da ferramenta
Q_| Minima profundidade de corte (em raio/milésimos de milimetro)
R_| Profundidade do ultimo passe (em raio/milésimos de milimetro)
Os enderecos desse primeiro bloco precisam ser considerados, mesmo que sejam
iguais a zero, As fungdes Q e R tém definigées diferentes nos blocos.
G76 XZRPQF
Enderecos:
X_| Diametro final do roscamento (absoluto)
Z_| Posicionamento final do roscamento
Conicidade incremental no eixo X (em raio)
R posilivo/rosca Intema R negativo/rosca externa
P| Allura do filete da rosca (raio/milésimos de milimetro)
Q_| Valor do primeiro passe (raio/milésimos de milimetro)
F | Passo da rosca
Formulas
A altura do filete @ determinada pela letra P, entao:
P = 0.65 x passo (rosca métrica)
P = 0.866 x passo (rosca NPT)
Q CNC - Programacao de Comandos Numi »s Computadorizados - Torneamento
A altura do filete @ definida em raio faz parte do enderecamento, portanto s6
efetuaremos a multiplicago por 2 quando for necessério determinar o diémetro final,
como segue:
Diametro final = diametro inicial - (altura do filete x 2)
Numero de passadas (Q)
Q = profundidade da primeira passada em raio e milésimo de milimetro
Q P
ntimero de passadas
Exemplo
Rosca com passo de 2mm com 12 passadas.
Calcular altura do filete (H)
P=0.65xP
P=0.65x2
P = 1.3 (em raio)
= Calcular Q
P
= “Timmere de passadas
metro devem ser multiplicados por mil (1000).
(Os enderecos dados em milésimos de mili
Exemplo: 0.375 x 1000
Q=375
‘Comando FANUC Q
Ferramentas
Figura 14.23 - Porta-ferramentas SER/L. Figura 14.24 - Barra de mandrilar SIR/L.
Exemplos de programagdo: rosca externa
3 X passo pastilha
|
2
a
aud oa %
¢
=
30
Figura 14.25
Altura Didmetro final
P=0.65xF Diametro final = diametro inicial - (P x 2)
P=065x2.5 Diametro final = 40 - 3.25
P= 1.625 (vezes 1000) Diametro final = 36.75
P= 1625
Numero de passadas = 12
P
Q=.
vi2
Q = 0.469 x 1000
1.625
pomenacied = 469
3.46 2
Q=0.469
de Comandos Numéricos Computadorizados
Programa
NO70 T0101;
NOGO M06;
NO70 M12;
NO80 G97;
NO90 $1500 MO.
N100 GOO x45. 27.5 mos;
N110 G76 P010060 Q00 ROO;
N120 G76 X36.75 Z-29.5 P1625 Q469 F2.5;
N130 GOO X50, 210. M09;
P 01 00 60, em que:
01 - repetir uma vez a ultima passada
00 - saida angular
60 - angulo da ferramenta
Nota
Se estas op¢des nao forem utilizadas, programar zero.
Exemplo: P 00 00 00
Exemplos de programacdo: rosca interna
3 X passo
Figura 14.26
Comando FANUC
Altura
P=0.65xF
P=0.65x2.5
P = 1.625 (vezes 1000)
P= 1625
Diametro final = 40mm
Numero de passadas = 12
Q=0.469 x 1000
1.625 Q=469
3.46
Q=0.469
Programa
NO70 T0101;
NO60 M06;
NO70 M12;
NO80 G97;
NO30 $1500 M03;
N100 GOO X34. 27.5 MOB;
N110 G76 PO10060 Q00 ROO;
N120 G76 X40. Z-31.5 P1625 Q469 F2.5;
N130 GOO 210. M09;
14.6.3 - Roscas cénicas
Nesse comando o endereco que define a comicidade da rosca é R. Temos R
negativo para roscas externas e R positivo para roscas intemnas, prevalecendo os
mesmos sistemas de calculos, um pouco mais simplificados, e esse valor @ determinado
em raio.
Relagao de formulas:
P = (0.866 x Passo) x 2 (vezes 1000)
R_ = Incremento no eixo "X" por passo
R = (tg. ang. x Passo) x 2
CNC - Programacao de Comandos Ni
{ Preposicionamento
Figura 14.27 - Rosca cénica externa: NPT 11.5 fios por polegada.
Inclinagao de 1 grau e 47 minutos.
Céleulos:
Passo Altura do filete
F=25.4:115 P = (0.866 x 2.209)
F = 2.209 P = 1.912 x 1000
Converséo de grau em valor decimal:
1 grau 47 min = 1.78 graus
Didmetro inicial
Diametro Inicial = 33.4
Diametro final
Diametro final = Diametro inicial - (P x 2)
Diametro final = 33.4 - 3.826
Diametro final = 29.574
C4lculo da conicidade R
cateto oposto
tg, ang, = ASO CPOSO_ x
Sang. = Tateto adjacente K | yi
R
tg. 1.78 = t
ig. 26 26
R = 0.807 Figura 14.28
Comando FANUC a
Numero de passadas = 15 Resumo: rosca cénica externa
F = 2.209
P = 1912
Diametro inicial = 33.4
= is Diametro final = 29.584
Sn1? R = -0.807 (valor negativo)
Q=0.493 x (1000) Q=493
Programa
no70 70303;
NO60 MO6;
NO70 M12;
NO8O G97;
N090 $1200 M03;
N100 GOO x38. 26. MOB;
N110 G76 P010000 Q00 ROO;
N120 G76 X29,584 2-20. F2.209 P1912 R-0.807 Q493;
N130 GOO Z10. M09;
posicionamento
ZZ.
panera
Figura 14.29 - Rosca cénica interna: NPT 16 fios por polegada.
Inclinagao de 1 grau e 47 minutos.
Calculos:
Passo Altura do filete
F= 25.4: 16. P = 0.866 x 1.5875
F = 1.587 P = 1.374
dos - Tomeamento
Observacao |
Para efeito de célculo, 0.866 é uma constante em roscas NPT.
Conversdo de grau em valor decimal:
1 grau 47 min = 1.78 graus
Calculo da conicidade R
. cateto oposto
tg. Ang. = ———_
3 OMG: = eto adjacente x
tg. 1.78 R a
1 38 38
R = 1.180 (valor em raio) Figura 14.30
Para efetuar o calculo do triangulo, deve-se considerar 0 comprimento total a
partir do posicionamento inicial em Z.
Didmetro final Diametro inicial
Diametro final = Diametro inicial + (P x 2)
Diametro Inicial = 15
Diametro final = 15 + 2.748
Diametro final = 17.748
Numero de passadas = 15
Q = 0.485 (vezes 1000)
Q=485
Programa
No70 T0404;
NO60 M06;
NO70 M12;
NO80 G97;
NO90 $1200 M03;
N100 GOO X13. 28. M08;
N110 G76 P010000 Q00 ROO;
N120 G76 X17.748 Z-30, F1.157 P1374 R1180 9484;
N120 GOO 210. M09;
Comando FANUC @Q
Resumo: rosca cénica interna
F = 1.587
P = 1374 (raio)
Diametro inicial = 15.
Diametro final = 17.748
R = 1180 (valor positivo)
Q=485
14.6.4 - G78 - Ciclo de roscamento semiautomatico
Para esse ciclo de roscamento é preciso programar as coordenadas de pene-
tragdo da ferramenta uma a uma apés 0 ciclo ser ativado. Pode-se usinar também
qualquer tipo de rosca e os valores de cada passada sao determinados pelo pro-
gramador.
G78 XZRF;
Enderecos:
X_[Posicionamento da primeira passada (absoluto)
Z_ | Posicionamento final do roscamento
R_| Conicidade no eixo X (para roscas conicas)
F_| Passo da rosca
Rosca com varias entradas
Utilizaremos a fun¢éo G78 para exemplificar 0 roscamento com milltiplas entradas,
lembrando que o processo pode ser executado em qualquer um dos ciclos que ja vimos.
Exemplo
a)
Figura 14.31
Torneamento
CNC - Programacio de Comandos Numéricos Computadorizado:
CAlculos: rosca 2 entradas M40 x 2
F = passo nominal x nimero de entradas
F=2x2
Fe4 '
Altura (P)
P=0.65xP |
P=0.65x2. |
P=13 |
Diametro final
Diametro final = diametro inicial - (P x 2)
Diametro final = 40 - 2.6
Diametro final = 37.4
A execugao da rosca serd feita em quatro passadas, entéo:
= Primeira passada = 1.0
= Segunda passada = 0.8
= Terceira passada = 0.6
=~ Quarta passada = 0.2
As penetragées devem ser programadas de modo que nao haja muito esforgo na
retirada de cavaco por parte da ferramenta. Sendo assim, podem ser programadas
quantas passadas forem necessarias.
Programa
070 102027
N060 M067 1
O70 M12;
080 G97;
W090 $1500 MO3s
1100 GOO ¥45, 28. MOS (primeira entrada);
N110 G78 » 2-49.5 47
N120 x38.
N130 X37.
N140 x37.
N100 GOO
N110 G78
120 X38.
N130 X37.
Comando FANUC @ |
. (segunda entrada) ;
+ 249.5 FA;
Nota
O deslocamento entre as entradas da rosca é exatamente o valor do Passo nominal que
Fao caso exemplificado ¢ 2mm.
14.6.5 - G84 - Ciclo de roscamento com macho
Esse ciclo permite a execugao de roscas com machos.
G84 ZF
G80 (cancelar o ciclo)
Enderegos
Z_| Posicionamento final da rosca
F | Passo da rosca
Exemplo de programagao
Figura 1492
M130 G84 r-15 FI 5
mi40 Gao
Descricao do processo: A rosca seri executada até 0 comprimento ae
minado, havendo urna reversio automstica da rotacdo assim que se atinja o final do
Percurso e © retomo se faz até 0 ponto inicial de posicionamento. No bloco seguinte
'
se cancelar © ciclo com a funcéo G80.
»s Numéricos Computadorizados - Toreamento
Comando MITSUBISHI
15.1 - G74 - Ciclo de torneamento e furagao com
descarga de cavacos
15.1.1 - Furagao com descarga de cavacos
A partir de um posicionamento inicial podemos executar a furagéo com quebra-
-cavaco. Como 0 processo funciona de modo incremental, o inicio do ciclo é no
posicionamento.
G74ZKF
Enderecos:
Z_| Posigio final (comprimento do furo)
K _|Incremento por penetracao
F_[Avanco
Exemplo
oa
Figura 15.1
Comando MITSUBISHI @
Considerar o Incremento de 12mm,
Programa
NOLO GOO XO_25, MOB? (posiclonamento)
NO20 G74 2-69, K12, B.17
Descrigio do processo: A furagéo sera executada até o comprimento de
69mm, com Incremento de 12mm(K). A cada penetragao em K havera um recuo
automatico ao posicionamento inicial (Z5.) e em seguida uma nova aproximacao até
2mm antes da tiltima penetragéo. Ao término do ciclo, a ferramenta se posiciona nas
coordenadas iniclais, ou seja, (XO e 25).
15.1.2 - Torneamento (desbaste de perfis simples)
No que se diz respeito ao torneamento, a execugao é igual aos outros comandos.
Entao:
G74 XZIKDF
Enderegos:
X_ | Diametro final
Z | Comprimento final
1_ | Profundidade de corte
K | Comprimento do corte a partir do posicionamento em Z
D_|Afastamento no retomo
F | Avango
Notas
Posicionar no diametro da primeira passada, descontando o primeiro incremento.
‘Apés cada passada, a ferramenta relorna ao ponto ponto inicial Z. O recuo em X seré
de acordo com 0 valor determinado em D.
100
Figura 15.2 - Exemplo de desbaste externo.
Programa
NOi0 GOO x95. 22. M08;
NO20 G74 X50. 15. K47. D1. F.25;
Observagao
Ao término do ciclo, a ferramenta se posiciona em Z inicial e em X 0 posicionamento
sera o Ultimo diametro usinado mais o valor de D.
Je #0 _,
Figura 15.3 - Desbaste interno.
Comando MITSUBISHI @Q
Programa
moet
0, 15, a2. D1. F.254
NO10 GOO x25,
NO20 G74 X40, Z-!
Descrigao do processo: O ciclo ser executado a partir do primeiro posicio-
namento em modo incremental no eixo X, de acordo com o valor de cada passada ())
até o didmetro X final, havendo recuo angular ao final de cada percurso (D).
15.2 - G75 - Ciclo de faceamento e canais
15.2.1 - Faceamento
G75 XZIK DF;
Enderecos:
Diametro final do faceamento
Comprimento final
Incremento total de corte em X (em raio)
Incremento por passada no eixo Z
Afastamento no eixo longitudinal
alolal—|s}x<
Avango
f Nota
| sera a diferenga entre o posicionamento e o diametro final
ido por 2 para resultar 0 raio.
A coordenada do ende:
programado no ciclo, di
Posicionar no comprimento da primeira passada, descontando o primeiro incremento.
A fung3o D faz com que a ferramenta recue no eixo Z apés cada penetragao.
@ CNC - Programacao de Comandos Numéricos Computadorizados - Torneamento
Exemplo
i
Figura 15.4 - Faceamento externo.
Programa
NO10 GOO x62. 2-2. MOS;
NO20 G75 X25. Z-15. 118.5 K2. D2. F.25;
Figura 15.5 - Faceamento interno.
Comando MITSUBISHI @
Programa
NO10 GOO x16.
N020 Goo x18. 2:
NO30 G75 x50. Z:
NO40 GOO 210;
» M087
+ 116, K2, D2, P.25;
Descrigéo do processo: O ciclo seri execulado 4 partir do primcing price,
namento em modo incremental no elxo Z, de acordo com 9 valor de cada paras
até o comprimento Z final, havendo o recuo dos elzos 20 final de cada pasvada.
15.2.2 - Canais
G75 XZPQF |
Enderegos:
X_[Diametro final do canal
Z_| Coordenada final (dhtimo canal)
T_|Incremento total de col y |
K_| Distancia entre os canais (incremental)
F | Avango
Nota
Os canais devem ser equidistantes,
Posicionar no comprimento do primeiro canal.
A coordenada I é a diferenca entre 0 posicionamento inicial ¢ o fundo do canal dividido
por 2, 0 que resulta o raio.
P = (diametro posicionado - fundo do canal) : 2
p=(52-40):2
p=12:2
P=6
Figura 15.7 - Canal externo GHDL/R pag.A14.
Programa
NO10 GOO X52. 2-20. M08;
020 G75 X40. 2-65. I6. K9. F.12#
‘Ao término do proceso, a ferramenta se posiciona em X52. e 2-65.
Descri¢do do processo: O ciclo sera executado a partir do posicionamento do
primeiro canal e em modo incremental quantos forem necessérios até o comprimento
final determinado em Z.
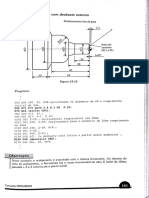
15.3 - G71 - Ciclo automatico de desbaste
longitudinal
Nesse comando podemos executar desbastes complet:
contornos descendentes para usinagem externa ou ascendentes para usinagem interna
por meio de fungées especiais (G88 ¢ G89), o que possibilita o desbaste de alivios
dentro do proprio ciclo de desbaste de acordo com © processo de acabamento. O perfil
de acabamento é definido no programa principal pelo numero do bloco (N), no inicio e
no final do perfil.
G71PQIKDFE;
jos de perfis, mesmo com
Nota ]
T necessidade de desbastar contomos ascendentes ou descendentes, deve-se
Se houve:
Programar da seguinte forma:
G88 (ativar desbaste para contomo descendente ou ascendente);
G71 PQIK DFE (ciclo de desbaste);
G89 (desativa a fungao G88).
Comando MITSUBISHI QB
ee
= ==
Para fazer esse tipo de usinagem, é preciso observar as dimensSes e a geomenia da
ferramenta a ser utilizada para evitar quebras desnecessérias.
Enderecos:
Nimero do bloco que define inicio do contomo
Numero do bloco que define final do contomo
‘Sobremeial para acabamento em X
Sobremetal para acabamento em Z
Profundidade de corte por passada
Avanco
Avanco de contomo descendente
m/nlolR|—lo}0
Ferramentas:
Figura 15.10 - Esquema para desbaste externo.
Q CNC - Programagao de Comandos Numéricos Computadorizados - Tomeamento
You might also like
- Arduino Aula 01 Introducao PDFDocument22 pagesArduino Aula 01 Introducao PDFGustavo Henrique Barroso100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Arduino Projeto 07 DesafiosDocument5 pagesArduino Projeto 07 DesafiosGustavo Henrique BarrosoNo ratings yet
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Arduino Projeto 04 DesafiosDocument6 pagesArduino Projeto 04 DesafiosGustavo Henrique BarrosoNo ratings yet
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part12 PDFDocument20 pagesLivro CNC Part12 PDFGustavo Henrique BarrosoNo ratings yet
- Bacic PDFDocument20 pagesBacic PDFGustavo Henrique BarrosoNo ratings yet
- TCCDocument22 pagesTCCGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part11Document20 pagesLivro CNC Part11Gustavo Henrique BarrosoNo ratings yet
- Caminhão BetoneiraDocument38 pagesCaminhão Betoneiraracini454100% (1)
- Mecanica Semana 06Document2 pagesMecanica Semana 06Gustavo Henrique BarrosoNo ratings yet
- 3.1. Automação de Sistema e RobóticaDocument2 pages3.1. Automação de Sistema e RobóticaGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part10Document20 pagesLivro CNC Part10Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part7Document20 pagesLivro CNC Part7Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part8Document20 pagesLivro CNC Part8Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part2Document20 pagesLivro CNC Part2Gustavo Henrique BarrosoNo ratings yet
- O Exército Brasileiro após a Guerra das MalvinasDocument184 pagesO Exército Brasileiro após a Guerra das MalvinasGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part6Document20 pagesLivro CNC Part6Gustavo Henrique BarrosoNo ratings yet
- Atividade - Economia - Semana 4Document5 pagesAtividade - Economia - Semana 4Gustavo Henrique BarrosoNo ratings yet
- CLP Prova Edu-Brasil - 2017Document1 pageCLP Prova Edu-Brasil - 2017Gustavo Henrique BarrosoNo ratings yet
- Quimica 4Document2 pagesQuimica 4Gustavo Henrique BarrosoNo ratings yet
- Analise de Circuitos Prova - 2017Document2 pagesAnalise de Circuitos Prova - 2017Gustavo Henrique BarrosoNo ratings yet
- MMN001 Métodos Numéricos Semana 3Document5 pagesMMN001 Métodos Numéricos Semana 3Gustavo Henrique BarrosoNo ratings yet
- Com3101 Usb2.0Document150 pagesCom3101 Usb2.0Gustavo Henrique BarrosoNo ratings yet
- Descritivo Dos ExemplosDocument1 pageDescritivo Dos ExemplosGustavo Henrique BarrosoNo ratings yet
- Criar Um LoaderDocument13 pagesCriar Um LoaderAirton Gomes de LimaNo ratings yet
- Programacao AssemblerDocument28 pagesProgramacao AssemblerAlisson AraujoNo ratings yet
- 03 Asm CDocument19 pages03 Asm CMarcos Maciel GodinhoNo ratings yet