Professional Documents
Culture Documents
Livro CNC Part11
Uploaded by
Gustavo Henrique Barroso0 ratings0% found this document useful (0 votes)
20 views20 pagescnc
Original Title
Livro Cnc Part11
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentcnc
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
20 views20 pagesLivro CNC Part11
Uploaded by
Gustavo Henrique Barrosocnc
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 20
GY em
Co
Figura 16.2 - Canal externo GHDR/L - C. Figura 16.3 - Canal interno TGIR/L - C.
25
Jor
080
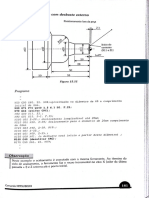
Figura 16.4 - Exemplo de programagao: canal externo.
Programa
;CICLO DE CANAL EXTERNO
i010 GOO G53 #200. 2150 DO; ponto de partida ou troca de ferramenta
020 G54
030 T1 D1 M4 G95 $800;chamada da ferramenta
049 GOO X90. 22. M0B;aproximacao
050 G01 F.12;avango de usinagem
Noco cyCLE 93 (80.-60., 25., 10., 0, 10., 15., 2., 3., 2., -3.,
wl, 4., 2, 5) 7
070 GOO x110. 25. MOD
‘Comando SIEMENS Q
NOSO ads NID, SISO, DO
Now M0
. © exomplo mostra unr tipo de canal muito comum em Ltermos: de_usinagem ¢
foram preenchidos todos os enderegos do ciclo para a exccugdo dele, O parametro
VARL om relagdio ao esquema visto na prigina anterior, corresponde d posigdo némero
.
5.
Observagdo
‘ara determinar © endorege ot partimetro VARI, analise a figura sempre pelo lado de
na da Tinha de centro, processo que jd tsames para uma programagie comum,
Vamos ver como fica a situagdo em um canal interno,
Exemplo de programagéo: canal interno
120.0
Figura 16.5
Programa
MAL INTERNO
00. 2152 DO;ponte de partida ou troca de Eerramenta
S800; chamada da ferramenta
+ MOSsaproximagao
avango de usinagem
NC - Prog Tomeament?
NO6O CYCLE 93 (60. -60., 25., 10., 0, 10., 15., 2., 3 5
“1, 4., 2, 7) cu oat
O70 GOO Z10. MO9;saida sé no eixo Z
nog0 G53 X200. 2150. DO RAIO
N090 M30
Em que: CHANFRO
SPD=60. ANG2=15. FAL1=.5
SPL=- 60. RCO1=2. FAL2=.1
WIDG=25. RCO2=3. IDEP=4.
DIAG=10. RCI=2. DTB=1
STA1=0 RC2=. VARI=7
ANG1=10.
Como se observa, os canais tem dimensées iguais, mas se encontram em situa-
¢6es diferentes. No primeiro usamos VARI 5 (canal externo) e no segundo exemplo
VARI 7 (canal interno). Devemos levar em consideragao que esse parametro também
define 0 inicio do canal, lembrando que os preposicionamentos e os afastamentos sao
muito importantes em cada uma das situa¢6es.
Exemplo de programacdo: varios canais com subprograma
Figura 16.6
S40 varios canais simples ¢ vamos utilizar dois programas que ja conhecemos
como programa principal e subprograma, Vale lembrar que subprograma em
CNC significa criatividade, e neste caso vamos usar 0S modos incremental e absoluto.
Comando SIEMENS A
Programa principal
#VARIOS CANAIS COM SUBPROGRAMA
NO10 G00 G53 x200. 2150 DO;ponto de partida ou troca de ferramenta
NO20 G54
NO30 Tl D1 M4 G97 $1000;chamada da ferramenta
NO40 GOO X55, 2-11. M08;posicionamento inicial (2 = 20 - Sm 11y
NO50 L1003 P6;chamada do subprograma e ntimero de repeticées
NO70 GOO X60. 210. M09;saida s6 no eixo Z
NO8O G53 X200. 2150. DO
NO90 M30
Nota
L- nimero do subprograma
P - numero de repeticdes
Subprograma
7 SUB PROGRAMA
N10 G91 Z-9.;movimento em modo incremental, distancia entre os canais
N20 G90 G01 X40. F.1;movimento em modo absoluto, fundo do canal
N30 G04 S2;tempo de espera em segundos
N40 G00 X52. ;afastamento
N50 M17;final de subprograma
16.2 - CYCLE 95 - Ciclo de desbaste
Nesse ciclo é importante informar os valores dos enderecos na ordem correta de
Pprogramac&o, usando os mesmos procedimentos do ciclo anterior e com as mesmas
regras de programacao.
CYCLE 95
(NPP, MID, FALZ,FALX,FAL,FF1,FF2,FF3,VARI,DT,DAM,VRT)
Enderecgos:
NPP _| Nome do subprograma que contém as definigées do contomo
MID _|Profundidade de corte
FALZ_| Sobremetal no eixo longitudinal Z
FALX_| Sobremetal no eixo transversal X
FAL __| Sobremetal ao longo do contorno
FF1__ | Avanco de desbaste
@ CNC - Programacdo de Comandos Numéricos Computadorizados - Tomeament©
FF2_| Avanco de desbaste para situagbes de mergulho em X/Z
FF3__| Avanco de acabamento
VARI_| Tipos de usinagem faixa de valores de 1 a 12
DT__| Tempo de permanencia para quebra do cavaco durante a usinagem
DAM _| Distancia em que o corte é interrompido para quebra de cavaco
VRT_ | Valor incremental de recuo do ciclo
= VARI (tipos de usinagem)
Valor | Longitudinal | Externo | Desbaste/Acabamento/
Transversal | Interno | _Usinagem completa
1 Longitudinal_|Externo _ | Desbaste
2 Transversal__[Externo _| Desbaste
3 Longitudinal | Interno _ [Desbaste
4 Transversal_|Interno _| Desbaste
5 Longitudinal_|Extemo | Acabamento
6 Transversal__|Externo _ | Acabamento
7 Longitudinal | Interno _ | Acabamento
8 Transversal_[Interno__ | Acabamento
9 Longitudinal _|Extemo | Usinagem completa
10 | Transversal _[Extemo | Usinagem completa
11 [Longitudinal [interno [Usinagem completa
12 [Transversal Interno _ | Usinagem completa
Quando um enderego nao for utilizado,
acordo com a ordem especificada no ciclo.
x
|
z
Varlévels -1/5/9
Longitudinal
colocam-se as virgulas de separacao de
z
Varidveis - 3/7/11
Longitudinal
Figura 16.70 - Esquema para programagao das varidvels (VARI).
Comando SIEMENS @
zi
Variéveis - 2/6/10
transversal
Figura 16.7b
Observagao
Quando a usinagem for executada no sentido longitudinal, as penetragSes sé0 no
sentido transversal e quando a execucéo for no sentido transversal, as penetracées
acontecem no sentido longitudinal. Na usinagem interna o processo é executado na
direc&o positiva do eixo X, como indicam as setas nas figuras anteriores.
= Ferramentas
PCLNRTL
nee S-PCLNAA,
ScLCRA. sscicen.
ACR =
# iseor jisear
Figura 16.8 - Desbaste externo PCLNR/L. _ Figura 16.9 - Desbaste interno S-PCLNR/L.
16.2.1 - Desbaste longitudinal, exemplos de programacao
4
nN
MID = 2.5mm (raio)
25
Figura 16.10 - Esquema para desbaste externo,
@ CNC - Programacao de Comandos Numéricos Computadorizados - Tomeamento
Exemplo de programagao com desbaste externo
Posicionamento fora da peca
final 7
Inicio do
‘contomo,
(X11 eZ1)
1x45°
20
Figura 16.11
Programa principal
;CICLO DE DESBASTE LONGITUDINAL;
N50 GOO X60. 22. MOB;
N60 CYCLE 95 (EXTERNO,5.,.2,.5,0,.2,0,0,1,0,0,0)
N70 GOO X60. 25. M09;
Subprograma
jEXTERNO
No9O0 415. 21. 7
N100 2-20. F.4;
N110 %20. 2-28.;
N120 G03 X40. 2-38. CR=10.7
N130 © 2-50.7
N140 %60. 2-55.7
N1S0 %61, ; 0 desbaste teré inicio a partir deste diametro
N160 Ml7 ; final de subprograma
{ Nota
exemplo de usinagem completa.
Comando SIEMENS [207%
Esse subprograma s6 seré ulilizado para a operacao de desbaste. E preciso repetir o
perfil completo de acabamento dentro do programa principal, como veremos no
MID = 2.5mm (em raio)
broca o25mm,
Figura 16.12 - Esquema para desbaste interno.
Exemplo de programagdo com desbaste interno
ee
I de perfil
nk
(X66 e Z1)
Ponto de partida
2xd5°
Figura 16.13
Programa principal
;CICLO DE DESBASTE LONGITUDINAL;
NSO GOO X25. 22. MOB;
N60 CYCLE 95 (INTERNO,5.,.2,.5,0,.2,0,0,3,0,0,0)
N70 G00 25. MO9;afastar somente em Z
Torneament?
CNC - Programagéo de Comandos Numéricos Computadorizados
Subprograma
INTERNO
NO90 X60. 21. ;
N100 2-15. F.47
W110 X52. 2-22.;
W120 _2-29.;
W120. GO3_ X30. 2-40. CR=21.;
N130 © _2-62.;
N1SO X25.
Ni60 M17 ; final de subprograma
“Nota |
NNP = INTERNO = nome do programa
MID = 3. = profundidade de corte
FALZ = -1 = sobremetal nas faces
FALX = .5 = sobremetal nos diametros
FAL = 0 = sobremetal ao longo do contorno, observando que mesmo nao
sendo utilizado 0 seu espaco, foi considerado na programagéo (com
valor zero)
FF1 = .2 = avanco de desbaste
FF2 = 0 = avanco de acabamento
FF3 = 0 = 0 comando assume avanco do subprograma
VARI = 3 = usinagem longitudinal intema
DT = 0 = tempo de espera para quebra de cavaco
DAM = 0 = distancia de percurso em que 0 desbaste sera interrompido
VRT = 0 = valor incremental de recuo do ciclo
Descric¢éo do processo: Esse ciclo seré executado a partir de informacées
contidas em um perfil de acabamento externo ou interno. Se houver eros de
programacao, o ciclo de desbaste nao @ executado.
No processo de acabamento o perfil é programado novamente com uma outra
ferramenta ou com a mesma, conforme a necessidade.
16.2.2 - Desbaste transversal
mesma, apenas com uma mudanga no parémetro que
A funcao a ser utilizada é a
tado, ou seja, a varidvel (VARI), entao teremos os
indica 0 tipo de usinagem a ser execu!
mesmos enderecos.
| JObservacao |
Nese cielo a programacao do peril deve ser definida da esquerda para a direita, como
nos exemplos em seguida.
Comando SIEMENS A
a
MID = 3mn/passo
Figura 16.14 - Esquema para faceamento externo.
Exemplo de programacéo com faceamento externo
XG4 ¢ 2-42
Infclo do perfil
Final
40,
Figura 16.15
Programa principal
FCICLO DE DESBASTE TRANSVERSAL;
N50 GOO X60. 72. mov,
NGO CYCLE 95 (EXTERNO,3.,.1,.5,0,.2,0,0,2,0,0,0)
N70 GOO 25, M09;
neament?
nandos Numérlcos Computadorizados - Torn
Subprograma
}EXTERNO
N100 X60. 2-20.
N110 X38;
N120 G03 X28. 2-15. CR=5.;
N130 2-10.
N140 X18. 2-5.7
N50 21.7
N160 M17
_Nota
Para inserir chanfros (CHF) ou raios (RND), precisamos ter um movimento posterior.
MID = 3mm
Figura 16.16 - Esquema para faceamento interno,
Exemplo de programagéo com faceamento interno
Final do perfil
(X66.e 21)
060
Figura 16.17
Programa principal
;CICLO DE DESBASTE TRANSVERSAL;
NSO GOO X14, 22. M08;aproximagao
N60 CYCLE 95 (INTERNO,3.,.1,.5,0,.2,0,0,4,0,0,0)
N70 GOO 25. MO9;afastar somente em Z
Subprograma
;INTERNO
NO9O G1 X15. Z-20.F.15;
N100 G1 x40.;
N110 G1 Z-11.;
N120 Gl X42. 2-10.;
N130 G1 X54.7
N140 G2 X60. Z-7. CR=3.;
N150 G1 Z-2.;
N160 Gl X66. 21,;
N170 M17.
{Nota |
Os raios e chanfros de pequenas proporgdes nio precisam ser programados no
subprograma para efeito de clesbaste, mas devem ser lembrados no acabamento final
que sera executado no programa principal juntamente com a compensagao de ralo.
Descrigao do processo: Esse ciclo seré executado a partir de informagées
contidas em um perfil de acabamento externo ou interno, no sentido transversal, ou
seja, em relacdo ao eixo X.
16.3 - Exemplo completo de programa¢gao
Figura 16.18
Processo: programa com situagao de mergulho (contorno descendente)
Nesse comando também existe a possibilidade de desbastar perfis descendentes,
ou ascendentes, dentro do proprio ciclo.
70101 - Pré-facear e desbastar (avango 0.3mm/rot)
T0202 - Acabamento (avango 0.15mm/rot)
Programa principal niimero 9
;EIXO LISO
f010 GOO G53 X200. 2200. DO ; ponto de partida definido pelo
preparador
NO20 G54; definigdo de ponto zero
NO30 TOL Dl G96 $200 M04; Pré-facear e desbastar
‘Comando SIEMENS 2
No4o
NOSO
NO60
NO70
Noso
N090
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
280
N290
N300
N310
LIMS=2500
G00 x64. 2.1 mos
GOl x-2. F.3
GOO x65. 22.
;CHAMADA DO CICLO
CYCLE 95 (EIXO,3.,.1,.5,0,.2,0,0,2,0,0,0)
G00 x70. 25. MO!
GOO x150. 2200.
T02D2 G96 S200 M03; acabamento do perfil
LIMS=2800;
GOO X42. 20 M08;aproximagao com pega ja desbastada
GOl X-2. F.15;facear
GOO x35. 22.;
G01 G42 X34. 21.;inicio de acabamento
GOl X40. 2-2. F.15;
G01 2-15.;
G01 X35. 2-17.5;
GOl 2-37.5;
GOl x40, 2-40.;
G01 2-55.03;
GO1 x50.;
GOl x52. 2-56.;
GO1 2-10.;
G01 x56.;
GOl x62. 2-73;
G00 G40 X70. 25. M09;
G53 X200. 2150. DO (ponto de troca);
M30 ou M02 (final de programa);
Figura 16.19 - T0101 - desbastar externo PDJNR/L.
‘SVINAZL
MVJNF/L
SVICR/L
SVACR
Figura 16.20 - T0202 - acabar externo SVJNR/L.
Subprograma
sEIXO
N10 x40.22;.
N20 2-15, F.3;
N30 X35, 2-17.5;
N40 2-
37.53
Programacao de Comandos Numéricos Computadorizados - Torneamento
N50 X40. 2-40
N60 2-55.;
N70 GO1 X50.;
N80 X52. 2-56.;
N90 2-70.;
N100 x62.;
N110 M17; Final do sub programa
do processo de mergulho, devem ser observadas as geometrias das
Figura 16.21
16.4 - CYCLE 83 - Ciclo de furacao profunda
Com esse ciclo podemos executar furacdes longas e com as mesmas finalidades
existentes nos outros comandos, descrito em um sistema diferente de linguagem, como
ja vimos nos dois ciclos anteriores, mas também com os mesmos objetivos.
CYCLE 83
(RTP,RFP, SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS.FRF,VARI)
Enderegos:
RTP _ | Plano de retracdo de ferramenta em modo absoluto (recuo)
RFP | Plano de referencia em modo absohuto
SDIS_ | Distancia de seguranca
DP | Profundidade final do furo
DPR” | Profundidade final do furo em relagéo ao plano de referencia
FDEP | Primeira profundidade do furo (absoluto)
TDBR | Primeiraprofundidade do Turo em relagSo a0 plano de referencia
DAM _| Incremento de penetracao
STB | Tempo de permanéncla na profundidade final do furo
BTS] Tempo de permanéneia para remogio de cavaco durante a usinagery
ERR [Avanco da primeira profundidade do furo (de 0.001 a 0
Tipo de usinagem com parametros 0 e 1, em que:
VARI | 9 © quebradecavaco___1= remogo de cavaco
‘Comando SIEMENS é a
Figura 16.22
Programa
7CICLO DE FURACAO
NO10 GOO G53 X200. 2150 DO; ponto de partida ou troca de ferramenta
NO20 G54
NO30 Tl D1 G97 S800 M4; chamada da ferramenta
NO40 GOO XO. Z5. M08;aproximagao
NO6O CYCLE 83 (5.,0.,2.,-70.,0,15.,0,10.,0,0,1,1)
NO70 GOO 210. MO
NOgO G53 X200. 2150. DO
090 30
Em que:
RTP=5. FDPR= 0
RFP= 0. DAM=10.
SDIS=2. DTB=0
DP=-70. DTS=0
DPR= 0 FRF= 1
FDEP=15. VARI= 1
No exemplo, podemos observar que dois dos parametros nao estao sendo utiliza-
dos, portanto seus espacos esto em branco, que sao 0s parametros DPR (profundidede
do furo em relagao ao plano de referéncia) e FDPR (primeira profundidade do furo em
relagao ao plano de referéncia).
@ CNC - Programagéo de Comandos Numéricos Computadorizados - Torneamen
a!
16.5 - Ciclos fixos de roscamentos
16.5.1 - G33 - Ciclo de roscamento sentenca por senten¢a
G33 ZK
Enderegos:
Z| Coordenada do comprimento final da rosca
Passo da rosca
Exemplo: rosca métrica externa M20 x 1.5
FINAL
M20x1.5
Ls |
Figura 16.23
Diametro da rosca = 20mm
Passo da rosca = 1.5mm
Comprimento = 32.5mm
H - altura do filete (em diametro)
H =0.65 x Passo x 2
H=0.65x15x%2
H= 1.95
X (diametro final)
X = diametro inicial - altura do filete
X= 20-1.95
X= 18.05
Comando SIEMENS ae
Rosca com 4 passadas
GO X19.15 25. M8 (primeira passada de 0.85mm)7
G33 2-32.5 K1.5;
GO x22.
GO 25
GO X18.55 (segunda passada de 0.6mm);
G33 2-32.5 K1.5;
GO x22.
GO 25
GO X18.15 (terceira passada 0.4mm);
G33 2-32.5 K1.5;
GO x22.
GO 25
GO xX18.05 (quarta passada 0.1mm);
G33 2-32.5 K1.5;
GO X25.;
Nota
Deve-se programar rotacao fixa em operagées de roscamentos.
Porta-Ferramentas SER/L. “A Barra de Mandrilar SIF/L
SER/L SIR/L,
SER/L-D 3 MGsiR/L,
licsar| leear|
Figura 16.24 - Externa SER/L. Figura 16.25 - Interna SIR/L.
16.6 - CYCLE 97 - Ciclo de roscamento
Com esse ciclo podemos executar usinagem de roscas com as mesmas finalidades
existentes nos outros comandos.
CYCLE 97
(PIT,MPIT,SPL,FPL,DM1,DM2,APP,ROP, TDEP,FAL,IANG,NSP,NRC,NID,
VARI,MUMTH)
Enderecos:
PIT Valor do passo da rosca
MPIT _| Valor do passo da rosca como tamanho (sempre zero)
SPL Coordenada inicial da rosca no eixo longitudinal
PL Coordenada final da rosca no eixo longitudinal
@ CNC - Programagao de Comandos Num icos Computadorizados - Torneament
DM1__ | Diametro da rosca no ponto inicial
DM2__| Diametro da rosca no ponto final
APP _| Distancia de aproximagao (trés vezes o passo, quando possivel)
ROP Distancia de saida
TDEP _| Altura do filete
FAL _ | Sobremetal para acabamento
IANG _ | Angulo de penetracao (metade do angulo do inserto)
NSP Ponto de inicio radial da rosca
NRC __| Numero de passadas de desbaste
NID Numero de passadas no vazio
VARI __| Tipo de usinagem da rosca (faixa de valores de 1 a 4)
NUMTH | Numeros de entradas |
Tipos de usinagem para roscamento (VARI)
Figura 16.26
Valor | Externa ou interna | Profundidade constante ou area de corte constante
1 Externa Profundidade constante
2 Interna Profundidade constante
3 Externa Area de corte constante
4 Interna Area de corte constante
Como vimos nos ciclos anteriores,
6 preciso tomar alguns cuidados para nao
esquecer nenhum dos parametros que compéem o processo, € mesmo os que nso
forem utilizados devem prevalecer com seus espa¢os mantidos.
Comando SIEMENS é >.
Formulas (revisdo)
A altura do filete é determinada pelo parametro TDEP, entao:
TDEP = 0.65 x passo (rosca métrica)
TDEP = 0.866 x passo (rosca NPT)
Observacao ||
A altura do filete também é definida em raio e faz parte do enderecamento (TDEP),
portanto s6 efetuaremos a multiplicagao por 2 quando for preciso determinar o diametro
final, como segue:
Diametro final = diametro inicial - (altura do filete x 2)
Numero de passadas (NRC)
Exemplo: rosca com passo de 2mm com 12 passadas
Calcular altura do filete (K)
TDEP = 0.65 xP
TDEP = 0.65 x 2
TDEP = 1.3 (em raio)
Exemplos de programagao: rosca externa
Usinar em 12 passadas.
Altura
TDEP= 0.65 x F
TDEP = 0.65 x 2.5
TDEP = 1.625
Diametro final
Diametro final = diametro inicial - (P x 2)
Diametro final = 40 - 3.25
Diametro final = 36.75
@ CNC - Programa¢ao de Comandos Numéricos Computadorizados Torneament
You might also like
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Arduino Projeto 04 DesafiosDocument6 pagesArduino Projeto 04 DesafiosGustavo Henrique BarrosoNo ratings yet
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoNo ratings yet
- Arduino Aula 01 Introducao PDFDocument22 pagesArduino Aula 01 Introducao PDFGustavo Henrique Barroso100% (1)
- Caminhão BetoneiraDocument38 pagesCaminhão Betoneiraracini454100% (1)
- Arduino Projeto 07 DesafiosDocument5 pagesArduino Projeto 07 DesafiosGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part9Document20 pagesLivro CNC Part9Gustavo Henrique BarrosoNo ratings yet
- 3.1. Automação de Sistema e RobóticaDocument2 pages3.1. Automação de Sistema e RobóticaGustavo Henrique BarrosoNo ratings yet
- TCCDocument22 pagesTCCGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part12 PDFDocument20 pagesLivro CNC Part12 PDFGustavo Henrique BarrosoNo ratings yet
- Mecanica Semana 06Document2 pagesMecanica Semana 06Gustavo Henrique BarrosoNo ratings yet
- Descritivo Dos ExemplosDocument1 pageDescritivo Dos ExemplosGustavo Henrique BarrosoNo ratings yet
- Bacic PDFDocument20 pagesBacic PDFGustavo Henrique BarrosoNo ratings yet
- Livro CNC Part10Document20 pagesLivro CNC Part10Gustavo Henrique BarrosoNo ratings yet
- Atividade - Economia - Semana 4Document5 pagesAtividade - Economia - Semana 4Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part8Document20 pagesLivro CNC Part8Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part6Document20 pagesLivro CNC Part6Gustavo Henrique BarrosoNo ratings yet
- CLP Prova Edu-Brasil - 2017Document1 pageCLP Prova Edu-Brasil - 2017Gustavo Henrique BarrosoNo ratings yet
- Quimica 4Document2 pagesQuimica 4Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part2Document20 pagesLivro CNC Part2Gustavo Henrique BarrosoNo ratings yet
- Com3101 Usb2.0Document150 pagesCom3101 Usb2.0Gustavo Henrique BarrosoNo ratings yet
- Criar Um LoaderDocument13 pagesCriar Um LoaderAirton Gomes de LimaNo ratings yet
- Atividade - Métodos Numéricos - Semana 3Document5 pagesAtividade - Métodos Numéricos - Semana 3Gustavo Henrique BarrosoNo ratings yet
- Livro CNC Part7Document20 pagesLivro CNC Part7Gustavo Henrique BarrosoNo ratings yet
- Analise de Circuitos Prova - 2017Document2 pagesAnalise de Circuitos Prova - 2017Gustavo Henrique BarrosoNo ratings yet
- Tese Paulo R Loyolla Kuhlmann PDFDocument184 pagesTese Paulo R Loyolla Kuhlmann PDFGustavo Henrique BarrosoNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 03 Asm CDocument19 pages03 Asm CMarcos Maciel GodinhoNo ratings yet
- Programacao AssemblerDocument28 pagesProgramacao AssemblerAlisson AraujoNo ratings yet