Allowable
Contact Stresses in
Jacking Gear Units
Used in the
Offshore Industry
A. N. Montestruc
(Printed with permission of the copyright holder, the American Gear Manufacturers
Association, 500 Montgomery Street, Suite 350, Alexandria, Virginia 22314-1560.
Statements presented in this paper are those of the author(s) and may not represent the
position or opinion of the American Gear Manufacturers Association.)
at commercial systems on the market, he will wonder how
on earth his competition can have gears so much smaller,
Management Summary cheaper and lighter than those he creates using those stan-
dard design methods. This paper is intended to address that
An offshore jack-up drilling rig is a barge upon
which a drilling platform is placed. The barge has legs issue and to aid the designer as to how this is done, and to
that can be lowered to the sea floor to support the rig. show what allowable contact stresses have been used and
Then the barge can be “jacked up” out of the water, seem to work in this industry for these applications. The
providing a stable work platform from which to drill designer is cautioned against using these values for other
for oil and gas. Jack-up drilling rigs were first intro- applications—especially at relatively high mesh speeds, or
duced in the late 1950s. Rack-and- pinion-type jack-up larger numbers of cycles than discussed in this paper—with-
units were introduced soon after that and have domi- out careful consideration and experienced engineering judg-
nated the industry ever since. The rack-and-pinion ment. Note also that in consideration of other applications,
systems used to raise and lower the rig are enormous the mesh speeds of jacking systems are quite low: 500 mm
in terms of gear pitch, or module, by gear industry per minute for jacking pinions engaged with racks is now the
standards. Quarter-pitch (101.6 module) pinions are industry standard.
common, with both larger and smaller teeth used. The
Historical Overview
lifetime number of cycles for these units is—by gear
The offshore oil and natural gas industry began in the
industry standards—tiny in that rack teeth typically
have 25-year lifetime cycles measured in the low hun- period following World War II with the introduction of what
dreds. That is off the charts for AGMA (and ISO or are now commonly called lay barges or swamp barges. They
DIN) design rules, which draw a straight line to zero were in fact converted cargo barges with a land-type drill-
cycles for contact stress cycles less than 10,000. Use ing rig placed on it that were moved to a spot in the swamp
of any standards was abandoned from the start in the or in other waters shallow enough that the top deck of the
offshore industry for jacking applications. The author barge would be above the water when the barge was sunk.
presents methods via experience in that industry and And that is exactly what was done; the barge was sunk in
suggested allowable contact stresses in such applica- a controlled manner such that it grounded on the mud and
tions. provided a secure, stable platform from which to drill for oil
or natural gas.
Introduction Prior to that time, it was held by many geologists that
The new and inexperienced designer of rack-and-pinion little or no oil or gas was offshore. But the success of these
jacking systems with no experienced mentor will often ventures, and the fact that “slant” drilling from such rigs
initially turn to AGMA, ISO or DIN rules for the design showed that oil and gas indeed existed in deeper waters,
of gears. Once he gets started and has had a chance to look continued
www.geartechnology.com May 2010 GEARTECHNOLOGY 53
eventually resulted in the first jack-up-type rigs being intro- shore, and so opened up enormous areas of the sea to oil and
duced by the Bethlehem Steel Company in the mid-1950s. gas exploration.
The jack-up-type drilling rig is a barge much as the previous The Bethlehem rigs were not of the rack-and-pinion type,
lay barges, but with the introduction of structural legs that but rather had a hydraulic cylinder pin-and-yoke system.
could be lowered to the sea floor. With that, the rig could While this system worked well enough, and was reasonably
then be jacked up onto these legs to provide a fixed, stable safe, it was slow and labor intensive to operate. The success
platform from which to drill. (A stable platform with respect of these first rigs caused a boom in offshore oil rig construc-
to the earth is critical to drilling operations.) These legs tion, and in the late 1950s, LeTourneau introduced the first
allowed jack-up rigs to be used in waters many miles from true rack-and-pinion-type jacking system rig.
Since that time, in waters up to about 400 feet deep, rack-
and-pinion-type jack-up drilling rigs have been the dominant
type of offshore oil and natural gas drilling rig. Jack-up rigs
were also used for maintenance and to meet many other
needs in the oil and gas industry. And just recently, jack-up-
type rigs have started to be employed in the offshore wind
energy business as installation and maintenance vessels.
The author was introduced to this industry and to jacking
systems through work as an engineer for a firm that—rather
than designing jack-up rigs or jacking systems—was primar-
ily concerned with making spare parts for jacking systems
of offshore oil rigs, including orphaned rigs whose original
manufacturers had gone out of business, especially during
the oil bust of the 1980s.
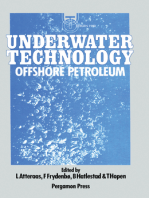
Figure 1—Used 8-tooth, 2/3-pitch pinion, rejected for Thus, the author was presented with machinery that obvi-
further service, yet having been pulled in this condition ously worked, and had been working, in many cases over 30
from a working jacking system (courtesy ESI, Inc.).
years at the time the author started in this business. But the
machinery did not at all conform to AGMA or other stan-
dardized contact or even bending stresses. In fact, it grossly
exceeded them, despite the absence of original design data.
As regulatory bodies required that non-OEM spare parts
be properly certified, this required the author to generate
appropriate design drawings, calculations and engineering
studies to prove that these non-OEM spare parts would work
and be safe—even when mixed and matched with OEM
parts. Starting from this position, the author was required
Figure 2—New 8-tooth, 2/3-pitch pinion (cour- to reverse engineer the bending and contact stresses of the
tesy ESI, Inc.). gears of known geometry, material specification (which was
difficult but not impossible to obtain by appropriate hardness
and chemical analysis) and known jacking loads.
As can be seen in Figure 1, at times the wear and Brinell
flow of gears can become significant. All of the below pho-
tographic figures are of gears new or used for a 1968- vin-
tage National Oil well 400-type jacking system commonly
used on older Friede & Goldman, Ltd. L-780 class rigs.
Figures 1 and 2 are photographs of both a used and new
8-tooth, 2/3-pitch 25-degree pressure angle pinion that in
service is designed to drive a 40-tooth bull gear, which, in
turn, drives a 7-tooth, 10.00" circular rack pitch pinion that
lifts the rig.
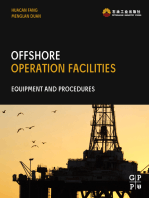
Figures 3–5 are of a used and new 54-tooth, 25-degree
pressure angle 1.5-pitch gear that is mounted on the shaft of
the abovementioned 8-tooth pinion. As you can see, signifi-
Figure 3—Used 54-tooth, 1.5-pitch gear rejected for further cant deformations of the used gears are seen. Similar damage
service, yet also having been pulled in this condition from a has at times been seen on all high-torque, low-speed gears in
working jacking system (courtesy ESI, Inc.). the jacking gear train.
54 GEARTECHNOLOGY May 2010 www.geartechnology.com
This is not how the gears look in normal wear, however.
σBR = π F 2
It is indicative of the kind of loading they are seeing, and the D (1)
way jacking gears are designed. 4 i
Jacking gear units are and should be generally designed to Note that Di is characteristic of a specific Brinell hard-
have higher ductility and through hardness, rather than case ness, and is listed in standard Brinell testing tables. Linear
hardening, as a fracture failure is not acceptable. A fracture interpolation between data points listed in the tables is gen-
failure can lead to more serious failures. The damage seen in erally accepted. For the 227 HBN rack, that stress is 2,325
the accompanying photos will allow the system to continue MPa, which is determined by the Di characteristic of 227
working, if perhaps at much higher friction. Even when the HBN. This “Brinell stress” is representative of the stress at
jacking system is jammed by such deformation, this is a more which Brinell flow of steel starts. This is a specialized case
desirable outcome than a fracture failure that can domino into that has the following limitations:
continued
a failure that can risk lives and/or sink the rig.
For the rig operator, having to replace deformed gears
that have prevented the rig from falling in an occasional
storm is an acceptable cost of doing business. A much more
costly carburized part that will not fail until it gets to much
higher load but does not absorb much energy in purely elas-
tic deformation—and when it fails fractures and may cause
much more expensive damage to the rig—is less acceptable.
It is possible to make the jacking unit strong enough that
it is safe using carburized gears, and in fact this has been
done by some manufacturers. However, these are also very
expensive and nearly all energy absorption under storm load-
ing is done by racks, which are harder to repair than replace-
able, ductile components of a jacking system. Figure 4—New 54-tooth, 1.5-pitch gear
(courtesy ESI, Inc.).
Fundamental Formulations
How high is “high” in terms of stress? Looking at a jack-
ing pinion against a leg rack, consider the old F&G standard
L-780 rig that had what is still the common leg rack material
(ASTM A514 D) and has a Brinell hardness of a 227. If you
calculate an allowable per AGMA 2001-C95—and ignore all
negative factors such as facewidth, alignment and the like,
and consider only positive factors like setting the reliability
at 50% and the number of cycles at the minimum that ANSI/
AGMA 2001-C95 considers—you get an allowable of 1,647
MPa.
The lowest normal contact stress the rack is subjected to
under normal rotational operations, and again ignoring minor
details like alignment and so on, is 2,202 MPa, or 33.8% Figure 5—New 54 tooth, 1.5-pitch gear
over the 50% failure value. with close-up of teeth (courtesy ESI,
The theoretical contact stress on the pitch line will go as Inc.).
high as 3,320 MPa under maximum, non-rotational load con-
ditions, but it falls short as the rack will deform in a Brinell Applied
process when that happens. This sort of deformation of the Force F
rack surface is in fact seen—essentially a shallow indenta- Indenter
tion of the rack surface corresponding roughly to the pinion Diameter D D
curvature.
If you look at the equations for a Brinell tester relating the
Di Indentation
load on the test ball and the diameter of the indentation on the Diameter Di
test piece, you can derive an exact relationship between the
Brinell hardness number, and from that a pressure normal to the BHN = F
surface hardness measured (Fig. 6). πD D−
2
√ D2 − D2i
Then what I shall call the Brinell stress (σBr) Figure 6—The relationship between Brinell hardness and
defined as follows: test ball diameter.
www.geartechnology.com May 2010 GEARTECHNOLOGY 55
1. The radius of curvature of the gear tooth surface and material loss from the part. That phenomenon is also
considered must be large with respect to the charac- commonly seen at much lower stresses, and is characterized
teristic dimension Di, or the equivalent width of by motion of one surface with respect to the other along the
line contact between gear and pinion. plane of the surface. Sometimes this is caused by frettage,
2. The thickness of material under the surface consid- sometimes by other sorts of repetitive motion that causes
ered (typically a gear tooth) must be large wear.
with respect to the characteristic dimension Di, or As an example from the above photographs, please re-
the equivalent width of line contact between gear examine Figure 1. Note the radial striations in the gear tooth
and pinion. that get deeper as you get close to the tooth tip, and fade to
3. We are only considering through hardened materials nothing as you approach the pitch circle of the gear, while
in this paper; case hardened materials will have all along the surface where the opposing gear engages, you
significant issues regarding case crushing and a can see Brinell flow with flashing on the outer rim where the
characteristic case depth. This is not so with a through opposing gear tooth engages.
hardened material, as the hardness of the through The striations are an example of abrasion that might
hardened material varies much less with depth under also be called false Brinelling. This abrasion was caused by
the surface. The sort of failure that can be expected motion of the opposing gear tooth in a direction generally
under this kind of extreme loading (high enough to radial to the surface of the depicted gear tooth. However,
Brinell the layer of material under the case) in case this motion is approximately zero near the pitch line, where
hardened gears is cracking of the gear tooth. we only see rolling motion without sliding of one gear tooth
4. This Brinell stress is caused by direct, compressive stress across the other. At that location these radial striations are
in one load event where the material gives way at a not seen in Figure 1, but the indentation and flashing around
stress characteristic of a given material hardness, and no the edges are. That last is true Brinelling and is not seen at
motion between parts other than one part deforming in all at contact stresses below the Brinell stress.
a direction normal to the surface being compressed. Note that case hardened gears will generally never see
Brinelling is plastic deformation of the metal in which true Brinell failure of the surface, as you will see cracks in
no mass is lost from the part with Brinell damage. This phe- case hardened gears before that happens under extreme load-
nomenon is discussed at length by Tabor (Ref. 2) in which ing.
he comes to the conclusion that the projected area method With jacking gears, in the author’s experience, both wear
used here to calculate the Brinell stress is a “more satisfac- and Brinell/plastic flow are commonly seen, especially in
tory and fundamental concept in the measurement of hard- extreme loading conditions. As to the number of cycles, a
ness.” jack-up drilling rig is designed on the assumption of the rig
A phenomenon sometimes mistaken for Brinelling— moving (and so having to jack down, move, then jack up
commonly called “false Brinelling”—is caused by abrasion again) four or five times a year for 20 to 25 years. In fact,
Table 1—Results of the ratio of contact stresses of the pinion in normal jacking to its
Brinell stress, and ratio of contact to theoretical AGMA failure stress.
Pinion Gear
Calculated Pinion Gear AGMA AGMA
Mesh Pressure
angle, Module Pinion, Gear, Tan
load,
Face-
width, design HBN HBN Brinell Brinell 50% 50%
# degrees Z1 Z2 kN m contact--P, pinion gear stress, stress, allowable, allowable,
MPa MPa MPa MPa MPa
1 25 80.85 7 infinite 1957 0.127 2203 263 227 2677 2325 1829 1647
2 25 38.10 8 40 727 0.130 2030 365 349 3677 3520 2345 2264
3 25 16.93 12 54 242 0.114 1542 280 312 2844 3157 1915 2077
4 25 8.47 17 76 77 0.076 1262 260 250 2648 2550 1814 1763
Table 2—Ratio of calculated, actual pressure during normal jacking to Brinell stresses,
and AGMA reliability stresses for pinions, gears and estimated 40-year lifetime cycles.
Pinion ratio Gear ratio Pinion ratio Gear ratio
Pinion lifetime Gear lifetime
Mesh # actual/Brinell actual/Brinell actual/all actual/all
jacking cycles jacking cycles
stress stress stress stress
1 0.823 0.948 1.205 1.338 4114 400
2 0.552 0.577 0.865 0.896 20,571 4114
3 0.542 0.488 0.805 0.742 92,571 20,571
4 0.476 0.495 0.696 0.716 413,849 92,571.43
56 GEARTECHNOLOGY May 2010 www.geartechnology.com
40-year-old F&G rigs are not uncommon. So a reasonable due to the lack of any well-documented experimental data.
number of cycles that rack teeth are subjected to at this load- The user is cautioned that employing this relation in
ing are not more than about 400 cycles. That would be once steels with low ductility (less than ~ 14% elongation) is not
up, once down, five times a year—for 40 years. advised, as significant plastic deformation of the gear tooth
The jacking system discussed had, as mentioned, a con- surface takes place that will result in work hardening of the
tact stress between rack and pinion under normal jacking of surface. This is acceptable in this application if the material
2,202 MPa, while having a Brinell stress of 2,325 MPa. That was ductile enough at the outset. If not, very rapid wear is
gives a ratio of actual to Brinell stress of 94.75%. On the likely.
other hand, a few jack rigs have been built that use higher Conclusions
contact stresses with ratios as high as 104% of Brinell stress. • In the design of gears for very slow-speed applications,
These higher-contact stress jacking systems do work, but where the number of cycles is also far below what is con-
with significantly more wear seen on both rack and pinion, sidered normal for gear system design, it is possible to build
to the point that it has become something of an issue. gear systems that will work satisfactorily at contact stresses
On the other hand, the pinion on that jacking system will far above those published by AGMA when using relatively
see about 4,000 jacking revolutions in that forty year life soft, through- hardened steel for gears for hundreds to tens of
span, and is considerably harder. The ratio of contact stress thousands of cycles.
of the pinion in normal jacking to it’s Brinell stress is only • The Brinell/plastic deformation stress, and the proposed
82.3%, while its ratio of contact to theoretical AGMA 50% allowable stress discussed in this paper, is a useful guide to
failure stress at 10,000 cycles is 120.4%. The results of this indicate which contact stresses to stay below in rolling load
are shown in Table 1. cases for jacking systems and like applications.
The calculated design contact pressure was calculated • Experimental work is needed for development of a
ignoring adjustments for misalignment, tooth width, over- better, more reliable guide to the limits of contact stresses—
load factors, dynamic factors, size factors and surface condi- especially regarding through-hardened steels.
tion factors. Likewise, the AGMA 50% reliability allowable
was calculated without such considerations and with the Acknowledgement
number of cycles set at 10,000 (the minimum considered). This paper would not have been possible without the
Brinell stresses were calculated as shown above. cooperation and active assistance of the management and
Table 2 shows the ratio of calculated actual pressure dur- employees of Energy Services International, Inc., of 1644
ing normal jacking to Brinell stresses and to AGMA 50% Coteau Road, Houma, LA, 70364.
reliability stresses for both pinions and gears, as well as for
estimated 40-year lifetime cycles. References:
Proposed Allowable Stress 1. ANSI/AGMA 2001-C95, “Fundamental Rating Factors
for Like Applications and Calculation Methods for Involute Spur and Helical Gear
Knowing as we do that in this application normal jack- Teeth.”
ing contact stresses quite closely to, and at times over, the 2. Tabor, D. The Hardness of Metals, 1951, Oxford
Brinell stress of the rack material provide satisfactory results University Press Inc., New York.
at ~ 400 lifetime cycles, the author proposed the following
as an allowable contact stress for similar, low-speed, low-
cycle gear design applications when using through hardened Alfred N. Montestruc III, P.E., currently works as an engi-
steel gears of significant ductility. neer and jacking systems project manager for Friede &
Goldman Ltd., a marine engineering and naval architecture
σA = 1.40 (σBr) (N –0.056) (2) firm. He has worked in the offshore industry since 1994 upon
leaving graduate school and has become known as an author-
ity on rack-and-pinion jacking system design. He co-owned
where: an independent naval architecture and marine engineering
σA is the allowable contact stress in firm—Liebkemann & Montestruc Engineering Company—
normal jacking or normal operations; from 1996–1999. Two jack-up rigs designed by that firm
σBr is the Brinell stress defined above; are now in operation in the Persian Gulf. He also worked
as chief engineer for ESI Incorporated, which supplies and
N is the number of cycles a typical gear repairs jacking systems, and for some five years, worked at
tooth will see. That value should be in ABS (a non-profit offshore regulatory body) as design review
the range 400 to 100,000 at most. engineer, mostly of jacking systems. He now sits on the steer-
For larger numbers of cycles, the allowable contact stresses ing committee for ABS’s Rules Committee regarding MODU
are well established by others. The exponent is taken from (Mobil Offshore Drilling Unit) rules. He holds a Bachelor
of Science Mechanical Engineering and a Master of Science
Figure 17 of AGMA 2001-C95, which shows the formula for Mechanical Engineering, respectively, from the University of
“ZN”—the pitting resistance stress cycle factor. The factor of New Orleans and Louisiana State University.
1.40 falls out such that σA will equal σBr at N = 400. This is used
www.geartechnology.com May 2010 GEARTECHNOLOGY 57
You might also like
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Mechanics of Offshore Pipelines: Volume I: Buckling and CollapseFrom EverandMechanics of Offshore Pipelines: Volume I: Buckling and CollapseNo ratings yet
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Decommissioning BrochureDocument17 pagesDecommissioning BrochureQingming MaNo ratings yet
- Life Cycle Cost of Subsea Production SystemDocument59 pagesLife Cycle Cost of Subsea Production SystemmaxNo ratings yet
- Underwater Technology: Offshore PetroleumFrom EverandUnderwater Technology: Offshore PetroleumL. AtteraasNo ratings yet
- UCS Dredge SystemDocument2 pagesUCS Dredge SystemJean David ChanNo ratings yet
- Byco SPM InformationDocument83 pagesByco SPM InformationMohamed HuseinNo ratings yet
- PRS - Diverless Connection System - HorizontalDocument2 pagesPRS - Diverless Connection System - HorizontalPedro DutraNo ratings yet
- Cosl Boss: Keppel Fels "Mod V B Class" Jack-UpDocument2 pagesCosl Boss: Keppel Fels "Mod V B Class" Jack-UpNABIL FIKRIENo ratings yet
- Our Innovative Breakthrough Vessel:: Strength and DepthDocument20 pagesOur Innovative Breakthrough Vessel:: Strength and DepthKenneth TanNo ratings yet
- Experience Based Data For FPSO's Structural Design: Abs Technical Papers 2003Document8 pagesExperience Based Data For FPSO's Structural Design: Abs Technical Papers 2003jworderNo ratings yet
- Deep7 - Electrically Traced Pipes PDFDocument16 pagesDeep7 - Electrically Traced Pipes PDFNicolasNo ratings yet
- Conceptual, FEED ND Detailed Design Definitions PDFDocument4 pagesConceptual, FEED ND Detailed Design Definitions PDFAhmed AnsariNo ratings yet
- 9607 BRO 0008 03 Flexible Riser Brochure SCREENDocument4 pages9607 BRO 0008 03 Flexible Riser Brochure SCREENsiswoutNo ratings yet
- Offshore Operation Facilities: Equipment and ProceduresFrom EverandOffshore Operation Facilities: Equipment and ProceduresRating: 3 out of 5 stars3/5 (2)
- Hwang, J.K., Et Al. - 2009 - Detailed Design and Construction of The Hull of An FPSODocument8 pagesHwang, J.K., Et Al. - 2009 - Detailed Design and Construction of The Hull of An FPSOVeeraiah AnbuNo ratings yet
- Procedures For USARI FADocument27 pagesProcedures For USARI FAKenaia Adeleye100% (2)
- Turret MooringsDocument3 pagesTurret Mooringsjo0% (1)
- Harsh-Environment Semi-Submersible: General Description Storage CapacitiesDocument2 pagesHarsh-Environment Semi-Submersible: General Description Storage CapacitiesMuh. Saeful MHNo ratings yet
- Deepwater DevelopmentDocument53 pagesDeepwater Developmenthengki wibowoNo ratings yet
- Design of Marine Risers with Functionally Graded MaterialsFrom EverandDesign of Marine Risers with Functionally Graded MaterialsNo ratings yet
- 1503off SubseaposterDIG PDFDocument1 page1503off SubseaposterDIG PDFHWANG INBUMNo ratings yet
- Coastal Ocean Observing SystemsFrom EverandCoastal Ocean Observing SystemsYonggang LiuNo ratings yet
- Baker Hughes Caisson ESP (2010)Document2 pagesBaker Hughes Caisson ESP (2010)hermit44535No ratings yet
- Barge and Vessel Principle DimensionsDocument2 pagesBarge and Vessel Principle DimensionsAnggara HermawanNo ratings yet
- TechnicalPaper FloatingoffshoreplatformdesignDocument18 pagesTechnicalPaper FloatingoffshoreplatformdesignAriecandra MahesaNo ratings yet
- Design Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathDocument28 pagesDesign Considerations For Subsea Metrology Measurements - Patrick Bruce and Chris BathAlberto darianNo ratings yet
- Report Lifting Frame CKX GeneratorDocument3 pagesReport Lifting Frame CKX GeneratorJoe FizzoNo ratings yet
- How To Increase Recovery of Hydrocarbons Utilizing Subsea Processing TechnologyDocument14 pagesHow To Increase Recovery of Hydrocarbons Utilizing Subsea Processing TechnologySara AguilarNo ratings yet
- Orca Flex BrochureDocument2 pagesOrca Flex BrochurejesusgameboyNo ratings yet
- Integrity of Subsea Control UmbilicalDocument11 pagesIntegrity of Subsea Control Umbilicalxinlin.cppNo ratings yet
- Bentley AECOsim Building Designer V8i (SELECTseries 4) 08.11.09Document8 pagesBentley AECOsim Building Designer V8i (SELECTseries 4) 08.11.09smartcad60No ratings yet
- DNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)Document54 pagesDNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)mpk8588No ratings yet
- Saipem at A Glance PDFDocument9 pagesSaipem at A Glance PDFjordyprabowo21No ratings yet
- Platformless DC Collection and Transmission For Offshore Wind FarmsDocument6 pagesPlatformless DC Collection and Transmission For Offshore Wind FarmsLesleyAnne RowandNo ratings yet
- Wet Tree Vs Dry TreeDocument12 pagesWet Tree Vs Dry TreeAndirama PutraNo ratings yet
- Design, Engineering and Construction of SCRDocument14 pagesDesign, Engineering and Construction of SCRJuan LopezNo ratings yet
- Otc 10711 MSDocument12 pagesOtc 10711 MSAnonymous pNgdUM2x8No ratings yet
- HW 1 SolutionDocument5 pagesHW 1 SolutionNisargPatelNo ratings yet
- 1 - PL - FEED Lvl2Document89 pages1 - PL - FEED Lvl2Gladys WilliamNo ratings yet
- Cac Da C A PTSC M CDocument15 pagesCac Da C A PTSC M CtaddeoNo ratings yet
- OFF - 12 Adriatic LNGDocument2 pagesOFF - 12 Adriatic LNGtpushkar9208No ratings yet
- Chapter1 - Drilling Rig and SystemsDocument166 pagesChapter1 - Drilling Rig and Systemsm.kooshan20100% (1)
- 00013976-Through Bore Subsea XTDocument15 pages00013976-Through Bore Subsea XTMartinus LuckyantoNo ratings yet
- Sevan Stabilized PlatformDocument34 pagesSevan Stabilized PlatformIzatul NadiaNo ratings yet
- Submarine PipelineDocument10 pagesSubmarine Pipelinepiping stressNo ratings yet
- OTC13999 Development For A Deep Sea FPSO Suitable For The GoMDocument8 pagesOTC13999 Development For A Deep Sea FPSO Suitable For The GoMAnil ChananaNo ratings yet
- Subsea EngineeringDocument2 pagesSubsea Engineeringgupta_hemanshu1986252100% (1)
- Design Installation and Operation of Onshore N Offshore PipelinesDocument3 pagesDesign Installation and Operation of Onshore N Offshore Pipelineseke23No ratings yet
- Collet Connector SystemsDocument3 pagesCollet Connector SystemsalphadingNo ratings yet
- Oil and Gas Offshore ProductionDocument9 pagesOil and Gas Offshore ProductionLao ZhuNo ratings yet
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet
- DNV-OS-F101 2000 Submarine Pipeline System PDFDocument168 pagesDNV-OS-F101 2000 Submarine Pipeline System PDFMichael MooreNo ratings yet
- 2019-03-29 Tor Ole OlsenDocument118 pages2019-03-29 Tor Ole Olsenfle92No ratings yet
- Applicability of Concrete-Steel Composite Piles FoDocument16 pagesApplicability of Concrete-Steel Composite Piles Fofle92No ratings yet
- Mooreast Annual Report 2022Document104 pagesMooreast Annual Report 2022fle92No ratings yet
- Maritime Progress BookDocument64 pagesMaritime Progress Bookfle92No ratings yet
- Effect of Dissipation On The Moonpool-Javelin Wave Energy ConverterDocument24 pagesEffect of Dissipation On The Moonpool-Javelin Wave Energy Converterfle92No ratings yet
- Real-Time Estimation of A Ships AttitudeDocument7 pagesReal-Time Estimation of A Ships Attitudefle92No ratings yet
- Guidelines For The Sizing of Chain Lockers RevaDocument9 pagesGuidelines For The Sizing of Chain Lockers Revafle92No ratings yet
- LB 200Document2 pagesLB 200fle92100% (1)
- SPI10 Specification For Weather Forecast and Window Clearance-0024922-2.0Document10 pagesSPI10 Specification For Weather Forecast and Window Clearance-0024922-2.0fle92No ratings yet
- OMAE2018-78037: Validation of A Deterministic Wave and Ship Motion Prediction SystemDocument8 pagesOMAE2018-78037: Validation of A Deterministic Wave and Ship Motion Prediction Systemfle92No ratings yet
- Major Projects NigeriaDocument16 pagesMajor Projects Nigeriafle92100% (1)
- Representing Rotation: Mechanics of ManipulationDocument24 pagesRepresenting Rotation: Mechanics of Manipulationfle92No ratings yet
- US Jones Act Compliant Offshore Wind StudyDocument86 pagesUS Jones Act Compliant Offshore Wind Studyfle92No ratings yet
- Failure Analysis of A Pinion of The Jacking System of A Jack-Up PlatformDocument12 pagesFailure Analysis of A Pinion of The Jacking System of A Jack-Up Platformfle92No ratings yet
- 1.5 Passivity and Localised CorrosionDocument15 pages1.5 Passivity and Localised Corrosionfle92No ratings yet
- (Curtis H., Allan P.) A Finite Element Study of Boulder Interaction With SpudcansDocument6 pages(Curtis H., Allan P.) A Finite Element Study of Boulder Interaction With Spudcansfle92No ratings yet
- Statistical Modeling of ExtremesDocument221 pagesStatistical Modeling of Extremesfle92No ratings yet
- MODEC, Inc. 2019 Half-Year Financial Results Analysts PresentationDocument16 pagesMODEC, Inc. 2019 Half-Year Financial Results Analysts Presentationfle92No ratings yet
- TOFD Dead Zone CalculatorDocument4 pagesTOFD Dead Zone CalculatorWill SmithNo ratings yet
- Mod 4 Revision Guide 1 Reaction Kinetics AQA A2 ChemistryDocument5 pagesMod 4 Revision Guide 1 Reaction Kinetics AQA A2 Chemistryviyas07No ratings yet
- Mathematical TricksDocument4 pagesMathematical Tricksapi-440622270No ratings yet
- Pearson Product-Moment Correlation Coefficient Table of Critical ValuesDocument2 pagesPearson Product-Moment Correlation Coefficient Table of Critical ValuesOdy AjjaNo ratings yet
- Fluid Mech. 2Document32 pagesFluid Mech. 2Leslie Owusu MensahNo ratings yet
- Code of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Document11 pagesCode of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Sarbendu PaulNo ratings yet
- Sample Paper III (Science) - Question PaperDocument21 pagesSample Paper III (Science) - Question Paperfathima MiranNo ratings yet
- Change LogDocument3 pagesChange Logyoga hendriyantoNo ratings yet
- OODBMSDocument19 pagesOODBMSashimsarkar2006No ratings yet
- DS1103 Datasheet PDFDocument6 pagesDS1103 Datasheet PDFRosario RiveraNo ratings yet
- Caterpillar Product Line 13Document7 pagesCaterpillar Product Line 13GenneraalNo ratings yet
- Backup Olt CodigoDocument5 pagesBackup Olt CodigoCarlos GomezNo ratings yet
- SpiralDocument47 pagesSpiralEr. Vicky MakawanaNo ratings yet
- Practical - Magnetic - Design (Fill Factor) PDFDocument20 pagesPractical - Magnetic - Design (Fill Factor) PDFAhtasham ChaudhryNo ratings yet
- 0606 Additional Mathematics: MARK SCHEME For The May/June 2015 SeriesDocument9 pages0606 Additional Mathematics: MARK SCHEME For The May/June 2015 Serieswai yanNo ratings yet
- Script Track IP TermuxDocument5 pagesScript Track IP TermuxAsepNo ratings yet
- Ace Om 230Document3 pagesAce Om 230michaelliu123456No ratings yet
- Jazz Piano VoicingsDocument19 pagesJazz Piano Voicingskeybiank86% (58)
- Lecture - 11 Analysis and Design of Two-Way Slab Systems (Two-Way Slab With Beams & Two Way Joist Slabs) PDFDocument64 pagesLecture - 11 Analysis and Design of Two-Way Slab Systems (Two-Way Slab With Beams & Two Way Joist Slabs) PDFNafees KhanNo ratings yet
- Partea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetDocument4 pagesPartea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetaaddniaNo ratings yet
- Excel Formulas and Functions 2021-The Intermediate Level Step byDocument122 pagesExcel Formulas and Functions 2021-The Intermediate Level Step bymaolegu100% (3)
- Form in MusicDocument8 pagesForm in MusicAndri KurniawanNo ratings yet
- Rekonfigurasi Jaringan Distribusi Radial Untuk Mengurangi Rugi Daya Pada Penyulang Jatirejo Rayon Mojoagung Menggunakan Metode BinaryDocument4 pagesRekonfigurasi Jaringan Distribusi Radial Untuk Mengurangi Rugi Daya Pada Penyulang Jatirejo Rayon Mojoagung Menggunakan Metode BinaryNurindra CahyantaNo ratings yet
- FST 3000Document4 pagesFST 3000ariksyaiful82No ratings yet
- A334 Carino, Patricia Andrea Assignment On ForecastingDocument3 pagesA334 Carino, Patricia Andrea Assignment On ForecastingPatricia Andrea CariñoNo ratings yet
- Naca 4412Document3 pagesNaca 4412Selva KumarNo ratings yet
- Technical Description: T610 Radio On The Tranceiver Board: ContentsDocument16 pagesTechnical Description: T610 Radio On The Tranceiver Board: ContentsHeru AndikaNo ratings yet
- Tlsiw - Class X - Project Details - 2023-24Document2 pagesTlsiw - Class X - Project Details - 2023-24how toNo ratings yet
- Estimating QuotientsDocument7 pagesEstimating Quotientssheila mae neri100% (1)
- G3412 - 450 KW Performance DataDocument3 pagesG3412 - 450 KW Performance DataJacob De CasillasNo ratings yet