You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Guidelines For Writing Expediting Report 15.03.01 SOP-01 R01 21-06-2019...Document13 pagesGuidelines For Writing Expediting Report 15.03.01 SOP-01 R01 21-06-2019...jeswin80% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Hauer-King HouseDocument18 pagesHauer-King Housepattyleo182No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
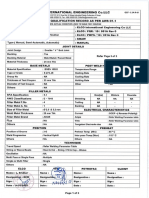
- PQR-3G SMAW SampleDocument16 pagesPQR-3G SMAW Samplejeswin0% (1)
- WPS 2014-002 002 - 1G & 2G S 275 JRDocument2 pagesWPS 2014-002 002 - 1G & 2G S 275 JRjeswin50% (2)
- PQR-3G FCAW SampleDocument14 pagesPQR-3G FCAW Samplejeswin100% (2)
- Debenhams Risk Assessment Matrix For Chemical Testing. V4Document6 pagesDebenhams Risk Assessment Matrix For Chemical Testing. V4Ashok Lakshmanan100% (1)
- TML ProcedureDocument19 pagesTML Procedurejeswin100% (1)
- Asme B 31.9Document5 pagesAsme B 31.9jeswin0% (1)
- 17-7 PH Data SheetDocument2 pages17-7 PH Data SheetsksiddiqueNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Schedule Q (Quality Requirements)Document86 pagesSchedule Q (Quality Requirements)jeswinNo ratings yet
- MDR FA 200 Welding ProcessDocument2 pagesMDR FA 200 Welding ProcessjeswinNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables - API Tanks SAIC-W-2081 17-Mar-16 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables - API Tanks SAIC-W-2081 17-Mar-16 WeldjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Ethylene GlycolDocument8 pagesEthylene GlycoljeswinNo ratings yet
- Radiography CalculationsDocument2 pagesRadiography Calculationsshahgardez100% (2)
- Specification For PipingDocument34 pagesSpecification For PipingjeswinNo ratings yet
- Crystal Report Viewer 2Document4 pagesCrystal Report Viewer 2jeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inline Hydro TestDocument7 pagesInline Hydro TestjeswinNo ratings yet
- Legend: Project Name: LPIC EPC1 SCUDocument1 pageLegend: Project Name: LPIC EPC1 SCUjeswinNo ratings yet
- Aramco Piping LayupDocument2 pagesAramco Piping LayupjeswinNo ratings yet
- Perar ProcedureDocument21 pagesPerar ProcedurejeswinNo ratings yet
- Barch Catalogue2016 NewDocument22 pagesBarch Catalogue2016 NewjeswinNo ratings yet
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocument23 pagesAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- 13875Document3 pages13875Dalibor RiosNo ratings yet
- ASME PCC 1 HugoJulien Eng ModDocument2 pagesASME PCC 1 HugoJulien Eng ModTarunNo ratings yet
- Machine Design EDocument5 pagesMachine Design Eveerendra0% (1)
- Lsro 171Document2 pagesLsro 171mir942No ratings yet
- 120kl OhsrDocument21 pages120kl OhsrSrinivasa_DRao_6174100% (1)
- QP SPC L002 Rev 2 ReferenceDocument1 pageQP SPC L002 Rev 2 ReferencekannanNo ratings yet
- Catalogo de PegamentosDocument47 pagesCatalogo de PegamentosJorge Calderon RojasNo ratings yet
- Copper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodDocument70 pagesCopper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodchocohmxNo ratings yet
- Corrosion Failure Analysis and Corrosion Prevention ServicesDocument3 pagesCorrosion Failure Analysis and Corrosion Prevention ServicesSukendi TanNo ratings yet
- SR No Industry Segment Sub Segment (Mining / Processing / Manufacturing)Document4 pagesSR No Industry Segment Sub Segment (Mining / Processing / Manufacturing)Vivek SengarNo ratings yet
- Hsslive XII Chemistry Practical Salt - Analysis - EngDocument3 pagesHsslive XII Chemistry Practical Salt - Analysis - EngNandaj Manu100% (3)
- Applications of ElectrochemistryDocument15 pagesApplications of Electrochemistryphuongch100% (1)
- Iffi' RR R: Equipment Data Equipment TypelconfigurationDocument2 pagesIffi' RR R: Equipment Data Equipment TypelconfigurationJanakiraman Malliga0% (1)
- Unit 2Document50 pagesUnit 2Ravichandran GNo ratings yet
- Steel, Sheet, Carbon, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument28 pagesSteel, Sheet, Carbon, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForEfrain Israel Arroyo AlaniaNo ratings yet
- All About CleanerDocument22 pagesAll About CleanerMarlon GlodoNo ratings yet
- Electrolyte Chart March 2006 Ver 6Document1 pageElectrolyte Chart March 2006 Ver 6yorkshirewizardNo ratings yet
- Chemistry Investigetory ProjetDocument15 pagesChemistry Investigetory ProjetKaran DhillonNo ratings yet
- 2.5.5. Peroxide ValueDocument4 pages2.5.5. Peroxide ValuejjtedyNo ratings yet
- Chemistry Manufactured Substances in IndustryDocument81 pagesChemistry Manufactured Substances in Industrynabiellahuda88% (8)
- HW U5-18Document4 pagesHW U5-18api-368121935No ratings yet
- MSE QuesDocument12 pagesMSE QuesAshish Kushwaha100% (1)
- Metu-Mete-Phd Theses Since 1971 PDFDocument5 pagesMetu-Mete-Phd Theses Since 1971 PDFsiaeatoomNo ratings yet
- Electrode Position of PT PMR v32 I4 188 197Document10 pagesElectrode Position of PT PMR v32 I4 188 197bissonaNo ratings yet
- Er70s 6Document2 pagesEr70s 6Cesar ZarateNo ratings yet
- Instapdf - in 118 Elements List 216Document5 pagesInstapdf - in 118 Elements List 216HARISH UNo ratings yet
- NHQ459 B 146347 Sev1Document1 pageNHQ459 B 146347 Sev1Sir MarketNo ratings yet