You might also like
- TemJournalFebruary2016 76 79Document5 pagesTemJournalFebruary2016 76 79Bea J. FlorentinoNo ratings yet
- Plasma Arc WeldingDocument2 pagesPlasma Arc WeldingSaiful AmreeNo ratings yet
- MDPN242: Casting, Forming and Welding GmawDocument6 pagesMDPN242: Casting, Forming and Welding GmawEl LordNo ratings yet
- 2015l - Influência de Procedimentos e Modos de Transferência Na Soldagem Mag Na Redução de Deformações em Painéis de Estrutura MarítimaDocument10 pages2015l - Influência de Procedimentos e Modos de Transferência Na Soldagem Mag Na Redução de Deformações em Painéis de Estrutura MarítimaIgor Alexsander Barbosa MagnoNo ratings yet
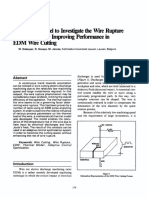
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Assignment 1 WeldingDocument6 pagesAssignment 1 WeldingHazim Hamdan100% (1)
- Exp 9Document8 pagesExp 9ManavNo ratings yet
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocument8 pagesEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobNo ratings yet
- Protection of MotorsDocument7 pagesProtection of MotorsSudrshan B BarveNo ratings yet
- 77 (Migmag) - Metal TransferDocument1 page77 (Migmag) - Metal Transferjose alberto gamiñoNo ratings yet
- Development of A New Optical Monitoring System ForDocument7 pagesDevelopment of A New Optical Monitoring System ForNia KurniaNo ratings yet
- Study of Wedm For Surface Roughness While Machining High Strength MaterialsDocument9 pagesStudy of Wedm For Surface Roughness While Machining High Strength MaterialsNiranjan HugarNo ratings yet
- Particularities of The Short-Circuit Operation and Failure Modes of SiC-MOSFETsDocument10 pagesParticularities of The Short-Circuit Operation and Failure Modes of SiC-MOSFETs刘锦成No ratings yet
- 10 Introduction To Welding ProcessesDocument13 pages10 Introduction To Welding ProcessesKARTHICKNo ratings yet
- Gate Turnoff Thyristor (GTO) Book Sec 3Document46 pagesGate Turnoff Thyristor (GTO) Book Sec 3Shuvodip DasNo ratings yet
- Vincotech TP 2018 05 The Challenges of Using SiC MOSFET-based Power Modules For Solar Inverters Tauer MatthiasDocument5 pagesVincotech TP 2018 05 The Challenges of Using SiC MOSFET-based Power Modules For Solar Inverters Tauer MatthiasCan IlicaNo ratings yet
- GMAW 2007 Welding JournalDocument33 pagesGMAW 2007 Welding JournaledyNo ratings yet
- Welding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CDocument4 pagesWelding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CClifford HermoNo ratings yet
- 43 Jan 2558 PDFDocument6 pages43 Jan 2558 PDFMuzammil ShaikhNo ratings yet
- Developments in Tig WeldingDocument8 pagesDevelopments in Tig WeldingSenthil KumarNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Analysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsDocument7 pagesAnalysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsAdit YudaNo ratings yet
- Lectura 3 M PDFDocument12 pagesLectura 3 M PDFFlakita S MelcOchitaNo ratings yet
- Parametric Optimization of Mig WeldingDocument8 pagesParametric Optimization of Mig WeldingMihaela NastaseNo ratings yet
- Pipe WeldingDocument6 pagesPipe Weldingyohanes_pamungkas_2No ratings yet
- Iw&tt GmawDocument50 pagesIw&tt GmawHimanshu MishraNo ratings yet
- Thermal Power Dissipation SG - VishayDocument8 pagesThermal Power Dissipation SG - Vishaypietro zugnoniNo ratings yet
- Optimization of Welding Parameters of Submerged Arc Welding Process: A ReviewDocument6 pagesOptimization of Welding Parameters of Submerged Arc Welding Process: A ReviewsettaNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- Ijirt157448 PaperDocument6 pagesIjirt157448 PaperesteveranchezcabahugjrNo ratings yet
- Triac Sereies HV Switching Circuit PDFDocument12 pagesTriac Sereies HV Switching Circuit PDFJubari FikriNo ratings yet
- A Novel TFET StructureDocument23 pagesA Novel TFET StructureRohith ChowdaryNo ratings yet
- Micro Plasma Arc WeldingDocument5 pagesMicro Plasma Arc WeldingJigar ChaudharyNo ratings yet
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 pagesLow Energy Arc Joining Process For Materials Sensitive To Heatbizo88No ratings yet
- Malvika2022 Article AReviewOnANegativeCapacitanceFDocument15 pagesMalvika2022 Article AReviewOnANegativeCapacitanceFMD Salim EqubalNo ratings yet
- MOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConverterDocument7 pagesMOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConvertermikeNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- Irjet V3i7474 PDFDocument4 pagesIrjet V3i7474 PDFSergiu HălăucăNo ratings yet
- Effect of GTAW-SMAW Hybrid Welding Process Parameters On Hardness of WeldDocument5 pagesEffect of GTAW-SMAW Hybrid Welding Process Parameters On Hardness of WeldKorimaNo ratings yet
- aspublishedonIEEEXplore TIE2349876Document10 pagesaspublishedonIEEEXplore TIE2349876josmelNo ratings yet
- Review of Resistance Spot Welding of SteelDocument31 pagesReview of Resistance Spot Welding of SteelLívia RodriguesNo ratings yet
- Gan-Based Lateral and Vertical Devices: Physical Mechanisms Limiting Stability and ReliabilityDocument3 pagesGan-Based Lateral and Vertical Devices: Physical Mechanisms Limiting Stability and Reliability張碩仁No ratings yet
- Surface Tension Transfer (STT) Pipe WeldingDocument3 pagesSurface Tension Transfer (STT) Pipe WeldingahmedNo ratings yet
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 pagesLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809No ratings yet
- Welding ProcessesDocument12 pagesWelding ProcessesMadhurimaMitraNo ratings yet
- Demagnetization of Modular Surface Mounted Permanent Magnet MachinesDocument7 pagesDemagnetization of Modular Surface Mounted Permanent Magnet MachinesMartin FurlanNo ratings yet
- RC 160 PaperDocument7 pagesRC 160 PaperSatyabrata MahapatraNo ratings yet
- Study of High-Speed GMAW Assisted by Compound External Magnetic FieldDocument17 pagesStudy of High-Speed GMAW Assisted by Compound External Magnetic Fieldjyoti singhNo ratings yet
- Relation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumDocument52 pagesRelation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumuttonNo ratings yet
- A Review Paper On A-Tig Welding ProcessDocument4 pagesA Review Paper On A-Tig Welding ProcessIJSTENo ratings yet
- Effect of Double Pulse MIG Welding On Porosity Formation On Aluminium 5083 Fillet JointDocument6 pagesEffect of Double Pulse MIG Welding On Porosity Formation On Aluminium 5083 Fillet JointdietersimaNo ratings yet
- 10 1109icece 2016 7853874Document5 pages10 1109icece 2016 7853874riya pc02No ratings yet
- art3A10.10072Fs00170 012 4513 5Document21 pagesart3A10.10072Fs00170 012 4513 5Wael MansourNo ratings yet
- Trends in IC TechnologyDocument26 pagesTrends in IC Technologyhale_209031335No ratings yet
- Section Design of Welded ConnectionsDocument5 pagesSection Design of Welded ConnectionsLương TrườngNo ratings yet
- Partial Discharge Assessment in HVCTDocument4 pagesPartial Discharge Assessment in HVCTHoang PhapNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocument5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuNo ratings yet
- Schedule LevelsDocument7 pagesSchedule LevelsbkprodhNo ratings yet
- FE410WWA - Equivalent Steel Grades QualitiesDocument6 pagesFE410WWA - Equivalent Steel Grades QualitiesbkprodhNo ratings yet
- J 32Document2 pagesJ 32bkprodhNo ratings yet
- J 33Document2 pagesJ 33bkprodhNo ratings yet
- J 31Document2 pagesJ 31bkprodhNo ratings yet
- Soporte UboltDocument2 pagesSoporte UboltJames HansonNo ratings yet
- Cong Truc Hai Dam PDFDocument3 pagesCong Truc Hai Dam PDFbkprodhNo ratings yet
- Mobile Crane 250T - Liebherr LTM - 1250Document12 pagesMobile Crane 250T - Liebherr LTM - 1250bkprodhNo ratings yet
- Piping-Progress-Measurement - (In Dia and in Meter)Document6 pagesPiping-Progress-Measurement - (In Dia and in Meter)bhardwaj_rahul7937100% (2)
- BNBM Rock Wool PDFDocument4 pagesBNBM Rock Wool PDFbkprodhNo ratings yet
- X GR Grating Fastening System Product Data 330924Document14 pagesX GR Grating Fastening System Product Data 330924bkprodhNo ratings yet
- DP StraightDocument22 pagesDP StraightbkprodhNo ratings yet
- VesselsDocument4 pagesVesselsAri KurniawanNo ratings yet
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- TecfiSpA SWE01 ETA120253Document23 pagesTecfiSpA SWE01 ETA120253bkprodhNo ratings yet
- Steel StructuralsDocument10 pagesSteel Structuralsdchz_62No ratings yet
- STT Lincoln Electric PDFDocument30 pagesSTT Lincoln Electric PDFbkprodhNo ratings yet
- TongHeer Brouchure)Document10 pagesTongHeer Brouchure)bkprodhNo ratings yet
- Manhole D430: Fitting DetailsDocument1 pageManhole D430: Fitting DetailsbkprodhNo ratings yet
- X GR Grating Fastening System Product Data 330924Document14 pagesX GR Grating Fastening System Product Data 330924bkprodhNo ratings yet
- 1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLDocument15 pages1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLsenthilkumarsk88% (8)
- TL-250M 2 PDFDocument12 pagesTL-250M 2 PDFbkprodhNo ratings yet
- TecfiSpA SWE01 ETA120253Document23 pagesTecfiSpA SWE01 ETA120253bkprodhNo ratings yet
- PTQ q4 2016 Designing Storage TanksDocument4 pagesPTQ q4 2016 Designing Storage TanksJonathan RangelNo ratings yet
- Tadano TL 300 Truck CraneDocument1 pageTadano TL 300 Truck CranebkprodhNo ratings yet
- Ks FP M6-F9: Compact FiltersDocument1 pageKs FP M6-F9: Compact FiltersbkprodhNo ratings yet
- Air Filters and Filtration Equipment WebDocument100 pagesAir Filters and Filtration Equipment WebbkprodhNo ratings yet
- Weight Breaking Load PDFDocument1 pageWeight Breaking Load PDFbkprodhNo ratings yet
- ANZ Anchoring CatWEBDocument92 pagesANZ Anchoring CatWEBbkprodhNo ratings yet
- AirROC D35Document25 pagesAirROC D35Ronal Quispe Huaman100% (1)
- ISNE 09 BookletDocument54 pagesISNE 09 BookletSaed DababnehNo ratings yet
- Nghi SơnDocument33 pagesNghi Sơnminh nguyenNo ratings yet
- Igu 2021 World LNGDocument73 pagesIgu 2021 World LNGMaximNo ratings yet
- Vert Heater TreaterDocument2 pagesVert Heater TreaterJaveed KhanNo ratings yet
- Task 1: Elements, Compounds and MixturesDocument4 pagesTask 1: Elements, Compounds and MixturesDesiree BuhongNo ratings yet
- The Role of Critical Minerals in Clean Energy TransitionsDocument287 pagesThe Role of Critical Minerals in Clean Energy TransitionsCristian Villamayor100% (1)
- Drilling Assignment 2 - Group 3Document49 pagesDrilling Assignment 2 - Group 3zainNo ratings yet
- 6th Class General Science Full Book Objective Type Questions AnswersDocument7 pages6th Class General Science Full Book Objective Type Questions AnswersNuman KhanNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- IWCF Formula Sheet - APIDocument4 pagesIWCF Formula Sheet - APIAwani Kester100% (1)
- Project Review Report: Norochcholai Coal Power Plant ProjectDocument10 pagesProject Review Report: Norochcholai Coal Power Plant ProjectPraneeth HettiarachchiNo ratings yet
- CMP E1FX Flameproof ATEX Cable Glands For Galvanised Steel Wire Braided Cables (GSWB)Document1 pageCMP E1FX Flameproof ATEX Cable Glands For Galvanised Steel Wire Braided Cables (GSWB)rocketvtNo ratings yet
- Science: Quarter 4 - Module 2Document24 pagesScience: Quarter 4 - Module 2Ser Oca Dumlao LptNo ratings yet
- Kanook - Tlingit NationDocument5 pagesKanook - Tlingit NationJames BradleyNo ratings yet
- Stag 300 Plus Stag 300 Isa2 Stag PDFDocument1 pageStag 300 Plus Stag 300 Isa2 Stag PDFCristian MaierNo ratings yet
- Unit-1 Some Basic Concepts of ChemistryDocument4 pagesUnit-1 Some Basic Concepts of ChemistryJleodennis RajNo ratings yet
- Properties of Water: MeniscusDocument3 pagesProperties of Water: MeniscusJerico VillanuevaNo ratings yet
- Hydrogen Usage in Cement Production: Opportunities & ChallengesDocument18 pagesHydrogen Usage in Cement Production: Opportunities & Challengeshoang nguyenNo ratings yet
- Guidance On LNG - Bog MonitoringDocument6 pagesGuidance On LNG - Bog MonitoringsalemNo ratings yet
- A Project On "Solar Air Conditioning": Presented byDocument26 pagesA Project On "Solar Air Conditioning": Presented byShakti NathNo ratings yet
- Important InformationDocument108 pagesImportant InformationRonald Velásquez LeónNo ratings yet
- Pak Iran Gas Pipe LineDocument83 pagesPak Iran Gas Pipe LineProcess Control Solutions100% (1)
- TMC - AP-04 ApiDocument3 pagesTMC - AP-04 ApiAnas SakrNo ratings yet
- Coal and Ash Handling Systems: Course ContentsDocument36 pagesCoal and Ash Handling Systems: Course ContentsSheh NazNo ratings yet
- Assessment of Renewable Energy Sources &Document11 pagesAssessment of Renewable Energy Sources &NotGoooatNo ratings yet
- Anderson Greenwood Series 60 andDocument48 pagesAnderson Greenwood Series 60 andjairo moralesNo ratings yet
- Drilling OperationsDocument14 pagesDrilling Operationsahmed haithamNo ratings yet
- Pipeline Pig Launchers Recievers Design CodesDocument2 pagesPipeline Pig Launchers Recievers Design Codesankur2061No ratings yet
- CH 02Document27 pagesCH 02João Paulo Moreira Santos BarbosaNo ratings yet