You might also like
- How to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionFrom EverandHow to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionNo ratings yet
- Automatic Blackboard Eraser Apparatus PatentDocument8 pagesAutomatic Blackboard Eraser Apparatus PatentTashi BestNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Document27 pagesUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENo ratings yet
- United States Patent (19) : Johnson (45) Apr. 26, 1977Document14 pagesUnited States Patent (19) : Johnson (45) Apr. 26, 1977Jakob OlsenNo ratings yet
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Document9 pagesUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaNo ratings yet
- United States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Document7 pagesUnited States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Roby MirzaNo ratings yet
- United States Patent (191: Kato Et AlDocument17 pagesUnited States Patent (191: Kato Et AlPTR77No ratings yet
- US5305721Rotary Wankel Type EngineDocument10 pagesUS5305721Rotary Wankel Type Engine임학진No ratings yet
- United States Patent (19) : Ninomiya 11 Patent Number: (45) Date of Patent: Jul. 4, 1989Document4 pagesUnited States Patent (19) : Ninomiya 11 Patent Number: (45) Date of Patent: Jul. 4, 1989MugenNo ratings yet
- (12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Document53 pages(12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Cường Nguyễn QuốcNo ratings yet
- Us5627992 PDFDocument34 pagesUs5627992 PDFvandersantiagoNo ratings yet
- Aircraft Windshield Defogging System Uses Square Wave AC PowerDocument8 pagesAircraft Windshield Defogging System Uses Square Wave AC Poweralfarisyi27No ratings yet
- Lung Ventilator Device Provides Proportional Assistance to Patient Breathing EffortDocument23 pagesLung Ventilator Device Provides Proportional Assistance to Patient Breathing EffortDimitrija AngelkovNo ratings yet
- Device Machines Crankshaft Pins In-EngineDocument9 pagesDevice Machines Crankshaft Pins In-EngineMahnooshNo ratings yet
- Compressor Impeller Fastening for High Speed TurboenginesDocument8 pagesCompressor Impeller Fastening for High Speed TurboenginesB Bala Venkata GaneshNo ratings yet
- United States Patent (19) : Ninomiya May 5, 1992Document3 pagesUnited States Patent (19) : Ninomiya May 5, 1992MugenNo ratings yet
- Bale Opener Surface Inclination Sensor ControlDocument10 pagesBale Opener Surface Inclination Sensor Controlgizex2013No ratings yet
- United States Patent: (10) Patent No.: US 8,806,789 B2Document11 pagesUnited States Patent: (10) Patent No.: US 8,806,789 B2Слэйтер Строительная компанияNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- Bomba AutoservcoDocument11 pagesBomba AutoservcoJimmy Rodas CapaNo ratings yet
- US7992581Document17 pagesUS7992581Ragil YogaNo ratings yet
- Us6944575Document49 pagesUs6944575Anonymous KiraNo ratings yet
- Us6230368 PDFDocument9 pagesUs6230368 PDFSantoshNo ratings yet
- United States Patent (10) Patent No.: US 6,578,782 B2Document10 pagesUnited States Patent (10) Patent No.: US 6,578,782 B2gabi chisNo ratings yet
- United States Patent (10) Patent No.: US 6,578,798 B1: Ave., #129, Anaheim, CA (US) 92801 S A 2: RegDocument24 pagesUnited States Patent (10) Patent No.: US 6,578,798 B1: Ave., #129, Anaheim, CA (US) 92801 S A 2: Reg155No ratings yet
- US8973792Document17 pagesUS8973792Trung Hieu NguyenNo ratings yet
- Vodonik Stenli MajerDocument17 pagesVodonik Stenli MajerSinišaNo ratings yet
- Rail Grinding Stone Patent SummaryDocument10 pagesRail Grinding Stone Patent Summarycheikh ahmedNo ratings yet
- Dtic Ada030335Document33 pagesDtic Ada030335rajagouthamNo ratings yet
- United States Patent (19) : Hammersland Et Al. (11) Patent NumberDocument9 pagesUnited States Patent (19) : Hammersland Et Al. (11) Patent Numberاحمد عبدالكريمNo ratings yet
- US6189197Document11 pagesUS6189197Simon VotteroNo ratings yet
- CTP in PhunDocument30 pagesCTP in Phunlong trịnhNo ratings yet
- US8075772 失效Document35 pagesUS8075772 失效Steven CHENNo ratings yet
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Document9 pagesUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainNo ratings yet
- Fig: ' Other Publications: Unlted States Patent (19) (11) Patent Number: 5,219,264Document11 pagesFig: ' Other Publications: Unlted States Patent (19) (11) Patent Number: 5,219,264Angel LagrañaNo ratings yet
- US5740627ADocument28 pagesUS5740627Ateslabooks1No ratings yet
- United States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Document16 pagesUnited States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Rumi Kai RekaNo ratings yet
- 2002 - Us6491115 - Directional Drilling Machine and Method of Directional DrillingDocument42 pages2002 - Us6491115 - Directional Drilling Machine and Method of Directional DrillingCường Nguyễn QuốcNo ratings yet
- Us5955039 PDFDocument8 pagesUs5955039 PDFMayur B NeveNo ratings yet
- US6045195Document30 pagesUS6045195aungkyawzoreNo ratings yet
- Method and Device for Simulating Slip on Vehicle Test BenchesDocument7 pagesMethod and Device for Simulating Slip on Vehicle Test BenchesNamelezz ShadowwNo ratings yet
- Method for Manufacturing Lightweight Turbine Rotor BladesDocument8 pagesMethod for Manufacturing Lightweight Turbine Rotor BladessenthilNo ratings yet
- United States Patent (10) Patent No.: US 7,520,989 B2: Ostergaard (45) Date of Patent: Apr. 21, 2009Document35 pagesUnited States Patent (10) Patent No.: US 7,520,989 B2: Ostergaard (45) Date of Patent: Apr. 21, 2009Cristian GomezNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNo ratings yet
- US6029951, Varco, Control System For DrawworksDocument12 pagesUS6029951, Varco, Control System For DrawworksDhrubajyoti BoraNo ratings yet
- Us 5494229Document18 pagesUs 5494229gabi chisNo ratings yet
- United States Patent (10) Patent No.: US 6,519,855 B1: Marando (45) Date of Patent: Feb. 18, 2003Document8 pagesUnited States Patent (10) Patent No.: US 6,519,855 B1: Marando (45) Date of Patent: Feb. 18, 20034728Vishakha KambleNo ratings yet
- Swept Fan BladeDocument13 pagesSwept Fan BladeLuis C. Sosa ManzoNo ratings yet
- Us6843149 PDFDocument10 pagesUs6843149 PDFDana CucuNo ratings yet
- Pcti Us5287848Document8 pagesPcti Us5287848Gek CagatanNo ratings yet
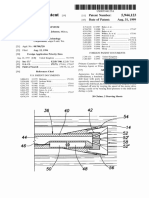
- Ulllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Document8 pagesUlllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Cường Nguyễn QuốcNo ratings yet
- US5098622Document5 pagesUS5098622Anonymous PzLXgCmNo ratings yet
- United States Patent: Ludwig Et Al. Patent No.: Date of Patent: Aug. 5, 2003Document10 pagesUnited States Patent: Ludwig Et Al. Patent No.: Date of Patent: Aug. 5, 2003Meikael DiezNo ratings yet
- Unlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990Document12 pagesUnlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990vadimNo ratings yet
- United States Patent (10) Patent No.: US 7.562,614 B2: Polston (45) Date of Patent: Jul. 21, 2009Document22 pagesUnited States Patent (10) Patent No.: US 7.562,614 B2: Polston (45) Date of Patent: Jul. 21, 2009Слэйтер Строительная компанияNo ratings yet
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDocument5 pagesL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadNo ratings yet
- US5390805Document10 pagesUS5390805Innovation UnlimitedNo ratings yet
- PatentsbDocument20 pagesPatentsbapi-3839740100% (1)
- Us 5228327Document32 pagesUs 5228327Aziz FassisNo ratings yet
- Genetic Algorithm Optimization of Forming Load and Variables in Deep Drawing ProcessDocument10 pagesGenetic Algorithm Optimization of Forming Load and Variables in Deep Drawing ProcessNixon AlviaNo ratings yet
- 10 Battle of Chancellorsville Free Sample PDFDocument8 pages10 Battle of Chancellorsville Free Sample PDFGabriel Vazquez VegaNo ratings yet
- 7 The Incredible Machine Free SampleDocument6 pages7 The Incredible Machine Free SampleDaniela Andries100% (2)
- What Final State Will Maximize The Work Output of A Device?Document1 pageWhat Final State Will Maximize The Work Output of A Device?Nixon AlviaNo ratings yet
- US7270522 Patente1Document9 pagesUS7270522 Patente1Nixon AlviaNo ratings yet
- Morphology PaperDocument11 pagesMorphology PaperAndre Desra IlhamNo ratings yet
- Sepa Credit Transfer Pain 001 001 03 XML File Structure July 2013Document28 pagesSepa Credit Transfer Pain 001 001 03 XML File Structure July 2013Francisco XascasNo ratings yet
- W Products KeysDocument4 pagesW Products KeysAdrian RoigNo ratings yet
- MultiLab 1.6 For NOVA LINK User Guide-Web180912Document94 pagesMultiLab 1.6 For NOVA LINK User Guide-Web180912pvamanNo ratings yet
- Oracle Apps Technical Interview Questions Answers GuideDocument7 pagesOracle Apps Technical Interview Questions Answers GuideJohn StephensNo ratings yet
- IMS DocumentationDocument59 pagesIMS Documentationdeepanbaalan51120% (1)
- INTRODUCTIONDocument35 pagesINTRODUCTIONAmit HNo ratings yet
- Matrices DeterminantsDocument3 pagesMatrices DeterminantsSUDHANSHU PANWARNo ratings yet
- A Jump Start to OpenCL: Another Language for Parallel ComputingDocument74 pagesA Jump Start to OpenCL: Another Language for Parallel ComputingkaoutarNo ratings yet
- Casio Standard/Desktop/Scientific CalculatorsDocument2 pagesCasio Standard/Desktop/Scientific CalculatorsNathaniel Lumpas EvangelistaNo ratings yet
- Creating Interactive OLAP Applications With MySQL Enterprise and MondrianDocument37 pagesCreating Interactive OLAP Applications With MySQL Enterprise and MondrianOleksiy Kovyrin100% (10)
- Proof TheoryDocument309 pagesProof Theoryedutakeo100% (5)
- Clone of A Database On The Same HostDocument6 pagesClone of A Database On The Same HostJaved IqbalNo ratings yet
- The ZFS File System: A New Architecture for Strong Data Integrity, Simple Administration and Immense CapacityDocument13 pagesThe ZFS File System: A New Architecture for Strong Data Integrity, Simple Administration and Immense CapacityRijy LoranceNo ratings yet
- Programming Logic Concepts For TCS NQTDocument39 pagesProgramming Logic Concepts For TCS NQTAjay Kumar Reddy KummethaNo ratings yet
- Auto LispDocument22 pagesAuto LispWin ThanNo ratings yet
- Visual Tracking of Athletes in Beach Volleyball Using A Single CameraDocument9 pagesVisual Tracking of Athletes in Beach Volleyball Using A Single CameraThomas MauthnerNo ratings yet
- INF1511 MemoDocument3 pagesINF1511 Memoclaudz100% (1)
- Basic Computer Organization and Design Lecture OverviewDocument38 pagesBasic Computer Organization and Design Lecture OverviewTaranvir KaurNo ratings yet
- Using Final windows in Smartforms to display total page counts by ship-to-partyDocument6 pagesUsing Final windows in Smartforms to display total page counts by ship-to-partypanirbanonline3426No ratings yet
- IT Problem Management SOPDocument9 pagesIT Problem Management SOPNova SetyaningrumNo ratings yet
- Grasshopper Open ClassesDocument2 pagesGrasshopper Open Classesming3433% (3)
- Linked List: Lab No. 3Document24 pagesLinked List: Lab No. 3Junaid SaleemNo ratings yet
- Application Form Submitted Successfully ConfirmationDocument2 pagesApplication Form Submitted Successfully Confirmationchemistry WorldNo ratings yet
- Assignment 6Document3 pagesAssignment 6api-350594977No ratings yet
- Generic EULA template optimized for SEODocument2 pagesGeneric EULA template optimized for SEONonoyLaurelFernandezNo ratings yet
- Data Extraction From Planning Area To Backup Info CubeDocument10 pagesData Extraction From Planning Area To Backup Info CubeHari KrishnaNo ratings yet
- 2018 Metrobank-MTAP-DepEd Math Challenge National Finals Grade 10 Individual Oral Competition QuestionsDocument5 pages2018 Metrobank-MTAP-DepEd Math Challenge National Finals Grade 10 Individual Oral Competition QuestionsHarris Lee50% (2)
- Absolutely Awesome Book On CSharp and .NET - TOCDocument6 pagesAbsolutely Awesome Book On CSharp and .NET - TOCTrần Anh DũngNo ratings yet
- Spooky2 User's Guide 20170204 PDFDocument228 pagesSpooky2 User's Guide 20170204 PDFAndi OlivierNo ratings yet