You might also like
- Rotomoulding Machine FINAL0000000000Document42 pagesRotomoulding Machine FINAL0000000000Nikhil PanchalNo ratings yet
- Hand Molding Demonstration ProcessDocument45 pagesHand Molding Demonstration ProcessqueenofthegypsiesNo ratings yet
- Ceramic Tile Manufacturing ProcesssDocument20 pagesCeramic Tile Manufacturing ProcesssMike Cajes AsiadoNo ratings yet
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtDocument13 pagesFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- MECH 370 - Modeling, Simulation and Control Systems, Final Examination, 09:00 - 12:00, April 15, 2010 - 1/4Document4 pagesMECH 370 - Modeling, Simulation and Control Systems, Final Examination, 09:00 - 12:00, April 15, 2010 - 1/4Camila MayorgaNo ratings yet
- Ceramic TileDocument9 pagesCeramic TileNazanin SabetNo ratings yet
- Clay BrickDocument26 pagesClay BrickWerku Koshe Hareru0% (1)
- Survey of Dealers and Subdealers of Kajaria Vitrified Tiles To Know The Market Trend and Potential in Ghaziabad and NoidaDocument13 pagesSurvey of Dealers and Subdealers of Kajaria Vitrified Tiles To Know The Market Trend and Potential in Ghaziabad and Noidajdjeet4100% (1)
- SRS Ceramics and TilesDocument35 pagesSRS Ceramics and TilesM.Basit RahimNo ratings yet
- Bajaj Tiles Retailer Sat.Document42 pagesBajaj Tiles Retailer Sat.gaurangmodi100% (1)
- TilesDocument58 pagesTilesRicky KhannaNo ratings yet
- Director@ampri - Res.in Aks@ampri - Res.in: EPABX LINES 2457244, 2457609 / 2457615 / Fax - +91-755-2488323 STD CODE-0755Document4 pagesDirector@ampri - Res.in Aks@ampri - Res.in: EPABX LINES 2457244, 2457609 / 2457615 / Fax - +91-755-2488323 STD CODE-0755Rekha KuttappanNo ratings yet
- Cement BlocksDocument68 pagesCement BlocksVishnu Uc75% (4)
- Investigation of The Strength Properties of Palm Kernel Shell Ash ConcreteDocument5 pagesInvestigation of The Strength Properties of Palm Kernel Shell Ash ConcreteOladipupo McDonstep OlafusiNo ratings yet
- Effect of Curing Methods On Strength and Durability of Concrete Under Hot Weather Conditions 2013 Cement and Concrete CompositesDocument10 pagesEffect of Curing Methods On Strength and Durability of Concrete Under Hot Weather Conditions 2013 Cement and Concrete CompositesWilliam GossNo ratings yet
- 2003 SBI Calcium SilicateDocument10 pages2003 SBI Calcium SilicatevytoNo ratings yet
- Coin Laundry1Document32 pagesCoin Laundry1Budi PrayitnoNo ratings yet
- Kajaria Ceramic TilesDocument98 pagesKajaria Ceramic TilesAbdullah KhalidNo ratings yet
- Is 3115 - 1992 (Lime Based Blocks)Document8 pagesIs 3115 - 1992 (Lime Based Blocks)satnam1979No ratings yet
- Utilization of Plastic Waste in Geopolymer Concrete State of The Art Review-22190Document5 pagesUtilization of Plastic Waste in Geopolymer Concrete State of The Art Review-22190Editor IJAERDNo ratings yet
- KTC BricksDocument55 pagesKTC BricksKiran KumarNo ratings yet
- Final Glass FurnitureDocument26 pagesFinal Glass FurnitureAlma KerkettaNo ratings yet
- Glass Recycling Process ChartDocument3 pagesGlass Recycling Process ChartSam LimNo ratings yet
- ASTM C 167 Standard Test Methods For Thickness and Density of Blanket or Batt Thermal InsulationsDocument4 pagesASTM C 167 Standard Test Methods For Thickness and Density of Blanket or Batt Thermal InsulationsRyan LasacaNo ratings yet
- Price List (Dealer) For Natural Stone TilesDocument17 pagesPrice List (Dealer) For Natural Stone TilesnareshdhakerNo ratings yet
- A TO Z of TILESDocument10 pagesA TO Z of TILESuffshezy4No ratings yet
- Glass Industry PDFDocument6 pagesGlass Industry PDFYunus AhmedNo ratings yet
- Manufacturing of TilesDocument14 pagesManufacturing of TilesLino Tom Lino TomNo ratings yet
- Fast Food RestaurantDocument19 pagesFast Food RestaurantVivek GyawaliNo ratings yet
- Smart MaterialsDocument19 pagesSmart MaterialsDamo Daran GNo ratings yet
- Cement Concrete Hollow BlocksDocument10 pagesCement Concrete Hollow BlocksdanielNo ratings yet
- The Ceramic Tile Manufacturing Process 2Document2 pagesThe Ceramic Tile Manufacturing Process 2Manjeet KhannaNo ratings yet
- Studies On Strength Characteristics On Utilization of Waste Ceramic Tiles As Aggregate in ConcreteDocument12 pagesStudies On Strength Characteristics On Utilization of Waste Ceramic Tiles As Aggregate in ConcretePerarasan M100% (1)
- Feasibility StudyDocument8 pagesFeasibility StudyJaneth AlcazarNo ratings yet
- Design of A Bike Chain Sprocket ProjectDocument38 pagesDesign of A Bike Chain Sprocket Projectvishnukumar muruganNo ratings yet
- 4 Vertical Shaft Brick Kiln (VSBK) PDFDocument4 pages4 Vertical Shaft Brick Kiln (VSBK) PDFhoangpalestineNo ratings yet
- Village Brick MakingDocument111 pagesVillage Brick Makingralph100% (7)
- Business Plan For A Car WashDocument35 pagesBusiness Plan For A Car Washalonso GalvezNo ratings yet
- Tiles MannualDocument16 pagesTiles MannualtoshnidhiNo ratings yet
- Biniyam ShetieDocument135 pagesBiniyam Shetieasemamaw damtieNo ratings yet
- An Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyDocument77 pagesAn Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyManish Shashikant DharekNo ratings yet
- Ceramic-Types and PropertiesDocument8 pagesCeramic-Types and Propertiespriyanshu dhawanNo ratings yet
- CERAMICSDocument25 pagesCERAMICSKawaii SamaNo ratings yet
- Dillu Technical ReportDocument12 pagesDillu Technical ReportDileep SKNo ratings yet
- Opertions Research Note From CH I-V RevisedDocument129 pagesOpertions Research Note From CH I-V Reviseddereje86% (7)
- Solar Powered Water Pumping System PDFDocument46 pagesSolar Powered Water Pumping System PDFVijay Nishad100% (1)
- Insulating MaterialsDocument49 pagesInsulating MaterialsAnonymous mnS3TtlNo ratings yet
- Bricks: Deval Shah Aditya Singhania Shailesh Kumar Maheep SanerDocument25 pagesBricks: Deval Shah Aditya Singhania Shailesh Kumar Maheep SanerYash Dhabalia100% (1)
- Thermal InsulationDocument10 pagesThermal InsulationNykha AlentonNo ratings yet
- Process Control Automation in Oil - Gas DownstreamDocument8 pagesProcess Control Automation in Oil - Gas DownstreamKhalidNo ratings yet
- 1 Waterproofing MonoproofDocument8 pages1 Waterproofing MonoproofgangadevimgmNo ratings yet
- Metal CastingDocument89 pagesMetal CastingazeemdcetNo ratings yet
- Analysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshDocument6 pagesAnalysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshEditor IJTSRDNo ratings yet
- Comparative Analysis of Recycled Waste Plastic Tiles and Alumina Ceramic Tiles With ANSYS 15Document11 pagesComparative Analysis of Recycled Waste Plastic Tiles and Alumina Ceramic Tiles With ANSYS 15Anela KimNo ratings yet
- Chapter - 1: DMS BITM, BallariDocument44 pagesChapter - 1: DMS BITM, BallariHarshil HundiaNo ratings yet
- Manufacturing ProcessDocument7 pagesManufacturing ProcessJay BhavsarNo ratings yet
- Modern Ceramic Tile ManufactureDocument8 pagesModern Ceramic Tile ManufactureHector RamírezNo ratings yet
- How Product MadeDocument13 pagesHow Product MadewwcallNo ratings yet
- Material Handling Equipment of TilesDocument6 pagesMaterial Handling Equipment of Tileskvbtrb9898No ratings yet
- Ceramic Tile: Raw MaterialsDocument3 pagesCeramic Tile: Raw Materialssuman joshiNo ratings yet
- IntroductionDocument6 pagesIntroductionAvani Modi PanditNo ratings yet
- How A Brick Is Made: Chua, Hannah Valery E. Bsar 4ADocument2 pagesHow A Brick Is Made: Chua, Hannah Valery E. Bsar 4AHannah ChuaNo ratings yet
- Fizik F4 P2 (2016)Document19 pagesFizik F4 P2 (2016)AHMAD FAISALNo ratings yet
- OTN Training-Lv1-Fonst 3000 Equipment IntroductionDocument28 pagesOTN Training-Lv1-Fonst 3000 Equipment IntroductionJenny Rodriguez Aguirre100% (1)
- New Premium ListDocument10 pagesNew Premium ListAshwani SainiNo ratings yet
- RA ARCH0118 e PDFDocument61 pagesRA ARCH0118 e PDFPhilBoardResultsNo ratings yet
- Operation Manual - A Table of ContentsDocument506 pagesOperation Manual - A Table of ContentsErvin PregNo ratings yet
- 180 W PC Main SFX Supply - PHPDocument2 pages180 W PC Main SFX Supply - PHPCici Icic100% (1)
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNo ratings yet
- Extra - Exercises Unistall InformixDocument14 pagesExtra - Exercises Unistall InformixМихаи БонцалоNo ratings yet
- Interfaces KelloggDocument16 pagesInterfaces KelloggUrrNo ratings yet
- ANNEX 9 - FacilitationDocument62 pagesANNEX 9 - FacilitationSyahid Macheda100% (1)
- EMC PartDocument67 pagesEMC PartFelix DiazNo ratings yet
- Modeling and Control of Side Face Beam Cracking - FroschDocument10 pagesModeling and Control of Side Face Beam Cracking - FroschphamminhquangNo ratings yet
- T620 Plus DisassemblyDocument25 pagesT620 Plus DisassemblycdgmatNo ratings yet
- SuperOrca ManualDocument22 pagesSuperOrca Manualarm usaNo ratings yet
- SMA LACB Flyer Update BID21 ENDocument4 pagesSMA LACB Flyer Update BID21 ENadilsonrodriguesNo ratings yet
- Assign Chap 8Document3 pagesAssign Chap 8nishedhNo ratings yet
- Operating & Installation Instructions NA-FS10V7 NA-FS95V7Document32 pagesOperating & Installation Instructions NA-FS10V7 NA-FS95V7Kis NermalNo ratings yet
- Liebherr Enquiry Data Sheet Hydraulic Cylinders EsDocument2 pagesLiebherr Enquiry Data Sheet Hydraulic Cylinders EsDaniel Castillo PeñaNo ratings yet
- A Review of Power Electronics Based Microgrids: Josep M. Guerrero, Xiongfei Wang, Zhe Chen, and Frede BlaabjergDocument5 pagesA Review of Power Electronics Based Microgrids: Josep M. Guerrero, Xiongfei Wang, Zhe Chen, and Frede BlaabjergSaksham GuptaNo ratings yet
- SVT-RM10: Remote Control UnitDocument2 pagesSVT-RM10: Remote Control UnitJOGITELENo ratings yet
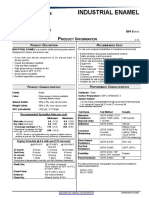
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Operating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamDocument4 pagesOperating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamHarendra KumarNo ratings yet
- Single Head Nest Detail: Turbonest F644-12Mm-S355-04Document5 pagesSingle Head Nest Detail: Turbonest F644-12Mm-S355-04Vv ZzNo ratings yet
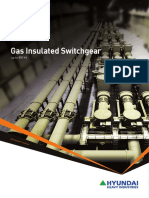
- Hyundai Heavy Industries - Gas Insulated SwitchgearDocument25 pagesHyundai Heavy Industries - Gas Insulated SwitchgearbadbenzationNo ratings yet
- Case Study - RESCOMDocument43 pagesCase Study - RESCOMMahima PriyadarshiniNo ratings yet
- db12 HornDocument3 pagesdb12 HornGerman Andres GarciaNo ratings yet
- Hino 258Lp Serie S: Truck Chassis SpecificationsDocument2 pagesHino 258Lp Serie S: Truck Chassis Specificationsagussulaksana100% (3)
- 3 Types of Lasers and ApplicationsDocument2 pages3 Types of Lasers and ApplicationsHemlata AgarwalNo ratings yet