You might also like
- Análisis de Falla Por Fractura en Tuberías de Conducción de PetróleoDocument12 pagesAnálisis de Falla Por Fractura en Tuberías de Conducción de PetróleoYesidt Elia NeseNo ratings yet
- 1646488710.destilación DiferencialDocument73 pages1646488710.destilación DiferencialFiliberto GarciaNo ratings yet
- Metalografia Acero 4140 VespertinoDocument10 pagesMetalografia Acero 4140 VespertinoMiguel Angel Lòpez100% (1)
- Agrietamiento en SoldadurasDocument18 pagesAgrietamiento en Soldadurashicham lazcaniNo ratings yet
- Resortes de TensiónDocument17 pagesResortes de TensiónCristian MosqueraNo ratings yet
- Traduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosDocument20 pagesTraduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosGabriel LobatonNo ratings yet
- Soldadura AluminioDocument5 pagesSoldadura AluminioJose Luis PandoNo ratings yet
- Clasificacion Aws para Materiales de AporteDocument41 pagesClasificacion Aws para Materiales de AportelucdaveaNo ratings yet
- Proyecto de CorrosionDocument14 pagesProyecto de CorrosionRicardo Zurita Mendez100% (2)
- Maxima Presion de Trabajo MAWPDocument5 pagesMaxima Presion de Trabajo MAWPMauricio ChkNo ratings yet
- Metodología de Cálculo de Vida Remanente A Partir Del Espesor de La Capa de Óxidos InternaDocument4 pagesMetodología de Cálculo de Vida Remanente A Partir Del Espesor de La Capa de Óxidos InternamlmodNo ratings yet
- Aceros martensíticosDocument3 pagesAceros martensíticosAquino AntonioNo ratings yet
- Terminos y Definiciones de Soldadura para El Sector Industrial y NavalDocument12 pagesTerminos y Definiciones de Soldadura para El Sector Industrial y NavalEdwin A. Juarez MarchenaNo ratings yet
- NMX B 182 1987Document12 pagesNMX B 182 1987DTA333No ratings yet
- Aceros CR MoDocument14 pagesAceros CR MoAriel Linder Ureña MontenegroNo ratings yet
- PSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Document34 pagesPSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Alam Pierre Grau CorreaNo ratings yet
- Metodos para Reparar Ejes PDFDocument9 pagesMetodos para Reparar Ejes PDFPedro BMendezNo ratings yet
- Tubos AstmDocument2 pagesTubos AstmluisgagNo ratings yet
- Termofluencia y falla por estrés: Mecanismos y aplicaciones en turbinas de gasDocument27 pagesTermofluencia y falla por estrés: Mecanismos y aplicaciones en turbinas de gasJORGE FREJA MACIAS100% (1)
- Clase tubería material presiónDocument3 pagesClase tubería material presiónjose9maria9psNo ratings yet
- Soldadura TIG GENERALDocument80 pagesSoldadura TIG GENERALsullana.marvisurNo ratings yet
- Deflexion, Pandeo y SoldaduraDocument19 pagesDeflexion, Pandeo y SoldaduraJeferson Calderon YalleNo ratings yet
- Sagga A36 A612Document7 pagesSagga A36 A612SAGGA Projects & Engineering100% (1)
- Traducción No Formal DIN EN ISO 9445-1Document9 pagesTraducción No Formal DIN EN ISO 9445-1AdolfoNo ratings yet
- Ejemplo de Interferencia Dimensional Entre PiezasDocument4 pagesEjemplo de Interferencia Dimensional Entre PiezasPablo Pompa DiazNo ratings yet
- El Agrietamiento Inducido Por Hidrógeno Ó Agrietamiento en FrioDocument26 pagesEl Agrietamiento Inducido Por Hidrógeno Ó Agrietamiento en FrioCristian Camilo QuirogaNo ratings yet
- Soldabilidad de aceros estructuralesDocument61 pagesSoldabilidad de aceros estructuralesLucas VelazquezNo ratings yet
- Flujo Termico en SoldaduraDocument25 pagesFlujo Termico en SoldaduraRoberto DavisNo ratings yet
- Recomendaciones para Diseño de Sistemas de OxigenoDocument1 pageRecomendaciones para Diseño de Sistemas de Oxigenocarlos37No ratings yet
- Fundamentos de Proteccion Catodica PDFDocument89 pagesFundamentos de Proteccion Catodica PDFCarlos Galvan CorttesNo ratings yet
- Manual para Construir Un Tanque DescargarDocument119 pagesManual para Construir Un Tanque DescargarALI JAWAHARLAL MAYORGA HUERTANo ratings yet
- Analisis MetalograficosDocument42 pagesAnalisis MetalograficosRodrigo CarizNo ratings yet
- Capitulo 11-1 FatigaDocument75 pagesCapitulo 11-1 FatigaJeNzy VpNo ratings yet
- 08 Pruebas de Presión de Casing, Liner y Tubing PWO 1.2Document8 pages08 Pruebas de Presión de Casing, Liner y Tubing PWO 1.2Pablo SotoNo ratings yet
- 001 - Control de La Degradacion Microestructural PDFDocument9 pages001 - Control de La Degradacion Microestructural PDFezequielpasqualiNo ratings yet
- Metodologia Inspeccion Basada Riesgos Zona Conveccion HGRDocument119 pagesMetodologia Inspeccion Basada Riesgos Zona Conveccion HGRramosadanielaaNo ratings yet
- MetalografiaDocument3 pagesMetalografiaJorge Enrique Cardenas Garcia100% (1)
- PDFDocument1,177 pagesPDFJR RZNo ratings yet
- VT Criterios AWS D1.1 Par 5 y OtrosDocument4 pagesVT Criterios AWS D1.1 Par 5 y Otrosjhon_2012No ratings yet
- Techos Flotantes Externos en Tanques Atmosféricos PDFDocument7 pagesTechos Flotantes Externos en Tanques Atmosféricos PDFJose Luis Tadeo SabinoNo ratings yet
- 8 Análisis de Fallas Por CorrosiónDocument24 pages8 Análisis de Fallas Por CorrosiónJulio Cesar CutipaNo ratings yet
- Ensayo A Tensión PDFDocument10 pagesEnsayo A Tensión PDFAlexis R. CamargoNo ratings yet
- Ensayos No Destructivos Por El Método de Partículas MagnéticasDocument192 pagesEnsayos No Destructivos Por El Método de Partículas MagnéticasCamilo Andres Pedraza RamirezNo ratings yet
- 4 - 3 Métodos de Diseño (Pruebas y Soldadura) DiapositivasDocument37 pages4 - 3 Métodos de Diseño (Pruebas y Soldadura) DiapositivasSicea IngenieriaNo ratings yet
- Mecanismos de FisuracionDocument38 pagesMecanismos de FisuracionwchavezbNo ratings yet
- Procedimiento de Fabricacion e Instalacion de Cuello de Ganzo. (A) Li-JDocument8 pagesProcedimiento de Fabricacion e Instalacion de Cuello de Ganzo. (A) Li-JAndres Lechuga MejiaNo ratings yet
- Evaluacion de Los Lazos de Corrosion PDFDocument117 pagesEvaluacion de Los Lazos de Corrosion PDFalexandraNo ratings yet
- CUESTIONARIODocument15 pagesCUESTIONARIOMiguel Quishpe0% (1)
- Norma NTF 2000 1 2009Document2 pagesNorma NTF 2000 1 2009Williams Gomez TovarNo ratings yet
- Cuerpo de Conocimiento TraducidoDocument3 pagesCuerpo de Conocimiento TraducidoErick AsefaNo ratings yet
- Tiempos de SoldaduraDocument2 pagesTiempos de Soldadurabisuteria1No ratings yet
- Rociado TermicoDocument3 pagesRociado TermicoEmilio Daniel Villalba LozanoNo ratings yet
- Optimización de la producción mediante sistemas POC en bombeo mecánicoDocument47 pagesOptimización de la producción mediante sistemas POC en bombeo mecánicoJavier salas100% (2)
- Cap04 TESIS TURBOGENERADORES PEQUIVENDocument38 pagesCap04 TESIS TURBOGENERADORES PEQUIVENRolando Antonio Cuenca PironaNo ratings yet
- Informe Inspección de RecubrimientoDocument3 pagesInforme Inspección de RecubrimientoAnonymous CD0suI9100% (1)
- Modulo de Inyeccion A Presion Por Proceso Continuo Listado de Partes de DesgasteDocument6 pagesModulo de Inyeccion A Presion Por Proceso Continuo Listado de Partes de DesgasteCalebNo ratings yet
- Inyección a presión: partes de desgaste y consumiblesDocument6 pagesInyección a presión: partes de desgaste y consumiblesCalebNo ratings yet
- BujiasDocument16 pagesBujiasHenrryAndradeNo ratings yet
- Mto. Correctivo: Desgaste y Protección SuperficialDocument15 pagesMto. Correctivo: Desgaste y Protección SuperficialAngel MontellanoNo ratings yet
- 09 Calculo Termoeconomico Generador de VaporDocument43 pages09 Calculo Termoeconomico Generador de VaporAndoni MendietaNo ratings yet
- Practica 09 PanelesDocument7 pagesPractica 09 PanelesEmilio Daniel Villalba LozanoNo ratings yet
- Desempeños - MatemáticaDocument2 pagesDesempeños - MatemáticaEmilio Daniel Villalba LozanoNo ratings yet
- Opero con números RealesDocument2 pagesOpero con números RealesEmilio Daniel Villalba LozanoNo ratings yet
- Control y AutomatizacionDocument32 pagesControl y AutomatizacionEmilio Daniel Villalba LozanoNo ratings yet
- Plan de Tesis VillalbaDocument23 pagesPlan de Tesis VillalbaEmilio Daniel Villalba LozanoNo ratings yet
- Presupuesto SubestacionDocument14 pagesPresupuesto SubestacionEmilio Daniel Villalba LozanoNo ratings yet
- Instalacion de Gas Natural para Un Edificio de 8 PisosDocument70 pagesInstalacion de Gas Natural para Un Edificio de 8 PisosEmilio Daniel Villalba Lozano100% (2)
- Informe TecnicoDocument8 pagesInforme TecnicoEmilio Daniel Villalba LozanoNo ratings yet
- Biollirpu MDDocument47 pagesBiollirpu MDEmilio Daniel Villalba LozanoNo ratings yet
- Plan de Tesis VillalbaDocument23 pagesPlan de Tesis VillalbaEmilio Daniel Villalba LozanoNo ratings yet
- Proyecto Motor StirlingDocument34 pagesProyecto Motor StirlingEmilio Daniel Villalba LozanoNo ratings yet
- Microcentral Eolico Solar AticoDocument63 pagesMicrocentral Eolico Solar AticoEmilio Daniel Villalba LozanoNo ratings yet
- SoftwareDocument7 pagesSoftwareEmilio Daniel Villalba LozanoNo ratings yet
- Inter FaseDocument1 pageInter FaseEmilio Daniel Villalba LozanoNo ratings yet
- Excel SuministrosDocument8 pagesExcel SuministrosEmilio Daniel Villalba LozanoNo ratings yet
- Factores de DemandaDocument1 pageFactores de DemandaEmilio Daniel Villalba LozanoNo ratings yet
- INTERCAMBIADOR DE CALORDocument11 pagesINTERCAMBIADOR DE CALORAlbert PerezNo ratings yet
- Sistemas AisladosDocument12 pagesSistemas Aisladosalejandra villalbaNo ratings yet
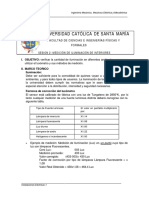
- Medicion de Iluminacion Interiores PracticaDocument7 pagesMedicion de Iluminacion Interiores PracticaEmilio Daniel Villalba LozanoNo ratings yet
- Rociado TermicoDocument3 pagesRociado TermicoEmilio Daniel Villalba LozanoNo ratings yet
- Chirinos 9Document8 pagesChirinos 9Emilio Daniel Villalba LozanoNo ratings yet
- Paper e Bancoc On Dens AdoresDocument7 pagesPaper e Bancoc On Dens AdoresEmilio Daniel Villalba LozanoNo ratings yet
- Villalba Lozano Emilio DanielDocument17 pagesVillalba Lozano Emilio DanielEmilio Daniel Villalba LozanoNo ratings yet
- Calculos de La RedDocument99 pagesCalculos de La RedEmilio Daniel Villalba LozanoNo ratings yet
- Discurso ParlamentoDocument1 pageDiscurso ParlamentoEmilio Daniel Villalba LozanoNo ratings yet
- Informe Maquinas I 13Document11 pagesInforme Maquinas I 13Emilio Daniel Villalba LozanoNo ratings yet
- Miecanismos Finalllll2Document12 pagesMiecanismos Finalllll2Emilio Daniel Villalba LozanoNo ratings yet
- Lab 9Document9 pagesLab 9Emilio Daniel Villalba LozanoNo ratings yet
- Generador síncrono: ensayos de circuito abierto y cortocircuitoDocument14 pagesGenerador síncrono: ensayos de circuito abierto y cortocircuitoEmilio Daniel Villalba LozanoNo ratings yet
- Proyecto EurekaDocument11 pagesProyecto Eurekashelby vasquezNo ratings yet
- Simulación de secciones eficaces y blindajesDocument17 pagesSimulación de secciones eficaces y blindajesMaria A HernaizNo ratings yet
- Acero Estructural Astm Grados y Composicion QuimicaDocument4 pagesAcero Estructural Astm Grados y Composicion QuimicaVerito100% (2)
- Lista de Materiales Cacpe Pastaza Grupo 1Document4 pagesLista de Materiales Cacpe Pastaza Grupo 1RICHARD ARMANDO ELIZALDE PINNo ratings yet
- Contaminantes Orgánicos e InorgánicosDocument16 pagesContaminantes Orgánicos e InorgánicosERMELY HUAMANNo ratings yet
- Materiales para El Desarrollo de Las Clases 15Document3 pagesMateriales para El Desarrollo de Las Clases 15ByAnakinNo ratings yet
- Inforrme-Temple y Efecto Del Tamaño de GranoDocument15 pagesInforrme-Temple y Efecto Del Tamaño de GranoPaloma Loaiza AndiaNo ratings yet
- Knergy HydroboosterDocument4 pagesKnergy Hydroboosteresilva2021100% (1)
- Chempart Pro - TDS, SpanishDocument2 pagesChempart Pro - TDS, SpanishCanchindoNo ratings yet
- Cotizacion ImpexDocument5 pagesCotizacion ImpexFranklin Gonzalo Vejarano FerrerNo ratings yet
- CORINDONDocument9 pagesCORINDONKariina BenaviidesNo ratings yet
- Métodos de reparación de aeronavesDocument300 pagesMétodos de reparación de aeronavesDENNYS VIRGINIA ALVARADO YANCHALUIZANo ratings yet
- No MetDocument7 pagesNo MetJenny Huaycañe LópezNo ratings yet
- Cap 9 Mezclas No ReactivasDocument151 pagesCap 9 Mezclas No Reactivasnikol caceresNo ratings yet
- Academia Agro BASF - Camas Biologicas - Federico Elorza - 10 - Dic - 2020 OKDocument28 pagesAcademia Agro BASF - Camas Biologicas - Federico Elorza - 10 - Dic - 2020 OKJoséNo ratings yet
- MF Sesión 10Document22 pagesMF Sesión 10Anonymous zN62EUUNo ratings yet
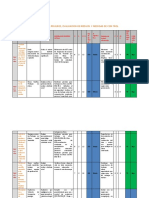
- Matriz Iper Comercio Minero Oct-12Document4 pagesMatriz Iper Comercio Minero Oct-12Waldemar Muro PaicoNo ratings yet
- HS-20, T3-S3, T3-S2-R4, Imt-66.5, Trabe Tipo CajónDocument23 pagesHS-20, T3-S3, T3-S2-R4, Imt-66.5, Trabe Tipo CajónUriel CachoNo ratings yet
- Reacción Entre Iones en SoluciónDocument8 pagesReacción Entre Iones en Soluciónusuario desconocidoNo ratings yet
- Elproyectistadeestructurasmetalicastomo1 151106145621 Lva1 App6891Document286 pagesElproyectistadeestructurasmetalicastomo1 151106145621 Lva1 App6891dannielherreraNo ratings yet
- Atlas de Geologia Con AlgunasDocument14 pagesAtlas de Geologia Con AlgunasERWIN ANDRES NAVARRO GOMEZNo ratings yet
- Nytro Libra Ar Es Sds 04 07 17Document15 pagesNytro Libra Ar Es Sds 04 07 17Luis BrandaoNo ratings yet
- Desgaste de Los AngelesDocument8 pagesDesgaste de Los AngelesJose Luis DiazNo ratings yet
- Soldadura-SAE-1045 Esab PDFDocument15 pagesSoldadura-SAE-1045 Esab PDFCarlos Hdz100% (1)
- XD100 170cat7Document1 pageXD100 170cat7FacundoLunaNo ratings yet
- 1 - Preicfes, Clase 1 (Proporcionalidad)Document33 pages1 - Preicfes, Clase 1 (Proporcionalidad)Jhoncaties FosaNo ratings yet
- Guías de Laboratorio Química InorgánicaDocument47 pagesGuías de Laboratorio Química InorgánicaJohan Sebastian Muñoz Arbelaez100% (1)
- Tecnico en JoyeriaDocument10 pagesTecnico en JoyeriajorgequatroNo ratings yet
- Taller 2 Quimica 10Document13 pagesTaller 2 Quimica 10Reichel MendozaNo ratings yet
- Destilacion Por Arrastre Con Vapor de AguaDocument4 pagesDestilacion Por Arrastre Con Vapor de AguaValentinaOrozcoNo ratings yet