You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Quiz 3 - Activity Based Costing - Printable V (2.0)Document9 pagesQuiz 3 - Activity Based Costing - Printable V (2.0)Edward Prima KurniawanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ASCP OverviewDocument25 pagesASCP OverviewDaiCaNo ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationDocument1 pageFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201009-Controlling Membrane FoulingDocument1 pageFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263No ratings yet
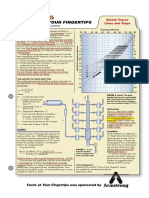
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-200811-Alternative Fuels (Bio Diesel)Document1 pageFacts at Your Fingertips-200811-Alternative Fuels (Bio Diesel)onizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-200810-Heat TransferDocument1 pageFacts at Your Fingertips-200810-Heat Transferonizuka-t2263No ratings yet
- Facts at Your Fingertips-200812-Fluid FlowDocument1 pageFacts at Your Fingertips-200812-Fluid Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-200809-CrystallizationDocument1 pageFacts at Your Fingertips-200809-Crystallizationonizuka-t2263No ratings yet
- Bba 303Document218 pagesBba 303ashishkumarsharma123No ratings yet
- Exercise: Review CPM, LSMH, RPM, VPM Scheduling Methods)Document9 pagesExercise: Review CPM, LSMH, RPM, VPM Scheduling Methods)musiomi2005No ratings yet
- 1 Introduction To Simulation (Harrell) FromDocument88 pages1 Introduction To Simulation (Harrell) FromzNo ratings yet
- Chapter16 SchedulingDocument14 pagesChapter16 Schedulingcharmaine fosNo ratings yet
- 21529sm Finalnew Vol2 Cp10Document85 pages21529sm Finalnew Vol2 Cp10Ravi ReddyNo ratings yet
- Dynamic Scheduling: E.J. (Ted) ListerDocument26 pagesDynamic Scheduling: E.J. (Ted) Listermichal_slawinskiNo ratings yet
- Transportation Network PlanningDocument10 pagesTransportation Network PlanningaskarahNo ratings yet
- Regulation 2015 ME CSE SyllabusDocument54 pagesRegulation 2015 ME CSE SyllabusKarthikaRNNo ratings yet
- D08540000120114006Session 9 - Production Planning and ControlDocument29 pagesD08540000120114006Session 9 - Production Planning and ControlSagita SimanjuntakNo ratings yet
- Unit 4Document18 pagesUnit 4anu0% (1)
- Total Quality Management Short NoteDocument4 pagesTotal Quality Management Short NoteRajeswari DeviNo ratings yet
- Minelib: A Library of Open Pit Mining Problems: Annals of Operations Research July 2013Document25 pagesMinelib: A Library of Open Pit Mining Problems: Annals of Operations Research July 2013Selamet ErçelebiNo ratings yet
- Industrial Engineering 2009 by S K Mondal PDFDocument217 pagesIndustrial Engineering 2009 by S K Mondal PDFAshok DargarNo ratings yet
- Dairy IndustryDocument34 pagesDairy IndustryAfdalHafizMukhaninIINo ratings yet
- Performance Issues in Operations Management: A SAP-LAP AnalysisDocument5 pagesPerformance Issues in Operations Management: A SAP-LAP AnalysisVishnu RajNo ratings yet
- The Master ScheduleDocument79 pagesThe Master ScheduleavervaetNo ratings yet
- Master Production Schedule MPSDocument15 pagesMaster Production Schedule MPSWubie BantieNo ratings yet
- Question Bank: Department of Electrical and Electronics EngineeringDocument12 pagesQuestion Bank: Department of Electrical and Electronics EngineeringSubramaniam GnanasekaranNo ratings yet
- Mes PDFDocument12 pagesMes PDFaditya14bNo ratings yet
- Project Schedule Management by Eng Ssempebwa Kibuuka Ronald-LibreDocument21 pagesProject Schedule Management by Eng Ssempebwa Kibuuka Ronald-LibreRafat EvanNo ratings yet
- 13 STPDocument47 pages13 STPssakr911No ratings yet
- 10 Operation Management DecisionsDocument5 pages10 Operation Management DecisionsJunaid QaiserNo ratings yet
- Thesis Topics On Production ManagementDocument6 pagesThesis Topics On Production ManagementApril Knyff100% (1)
- 13 Resource Allocation and Project CrashingDocument48 pages13 Resource Allocation and Project Crashingjunaediwendi100% (1)
- AST-0054741 WFM Industry Standard Questions-Selecting Right WorkforceDocument37 pagesAST-0054741 WFM Industry Standard Questions-Selecting Right WorkforceSrikanth NookalaNo ratings yet
- Warehouse ManagementDocument272 pagesWarehouse Managementsabarish0801No ratings yet
- Executive Summary Batch ManufacturingDocument2 pagesExecutive Summary Batch ManufacturingLintang Ayu Permata SariNo ratings yet
- Introduction To SAP Production Planning ModuleDocument19 pagesIntroduction To SAP Production Planning ModuleM. N. M. Ashfaque HasanNo ratings yet