You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201009-Controlling Membrane FoulingDocument1 pageFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationDocument1 pageFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDocument1 pageFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
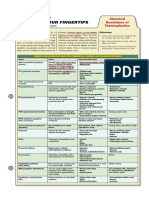
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200906-Specialty MetalsDocument1 pageFacts at Your Fingertips-200906-Specialty Metalsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- CorexitDocument270 pagesCorexitVincent J. CataldiNo ratings yet
- UntitledDocument11 pagesUntitledapi-256504985No ratings yet
- Hiring Of: Neethipudi - Chaitanya@ongc - Co.in Mantri - Kirtesh@ongc - Co.in Ankit.s@gspc - inDocument1 pageHiring Of: Neethipudi - Chaitanya@ongc - Co.in Mantri - Kirtesh@ongc - Co.in Ankit.s@gspc - inJitendra BhatewaraNo ratings yet
- Final Project Report: Uop, LLCDocument165 pagesFinal Project Report: Uop, LLCSiddharth KishanNo ratings yet
- 2013 GUIDELINES On Marginal Fields UpdateDocument29 pages2013 GUIDELINES On Marginal Fields UpdateHampus DynebrinkNo ratings yet
- Seal BrochureDocument29 pagesSeal BrochureAziz AbdullahNo ratings yet
- Ma Offs Plarm Ad Accts in TheDocument8 pagesMa Offs Plarm Ad Accts in ThePedro Paulo CordeiroNo ratings yet
- Oil Tank CleaningDocument4 pagesOil Tank CleaningMituNo ratings yet
- Top 206 Chemical ProjectsDocument6 pagesTop 206 Chemical ProjectsM Manas ManoharNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SPX Twin Screw Pumps PDFDocument8 pagesSPX Twin Screw Pumps PDFarunkumar17No ratings yet
- Environmental GeologyDocument15 pagesEnvironmental Geologypuput utomoNo ratings yet
- Instructions For Completing The VGP Compliance System NOI QuestionnaireDocument14 pagesInstructions For Completing The VGP Compliance System NOI QuestionnaireRommelNo ratings yet
- Gold Prices During and After RecessionDocument8 pagesGold Prices During and After RecessionShakinah ShirinNo ratings yet
- Week 2 - Drive MechanismsDocument45 pagesWeek 2 - Drive MechanismsЕрнар СаткалиевNo ratings yet
- US5904835Document9 pagesUS5904835Gunship BattleNo ratings yet
- ME 433/AUTO533 Advanced Energy Solutions Homework Set #2 SOLUTION Winter 2021 (Total 56 Points)Document9 pagesME 433/AUTO533 Advanced Energy Solutions Homework Set #2 SOLUTION Winter 2021 (Total 56 Points)Malay Arya100% (1)
- Palm-Based General Cleaning Agent: DegreaserDocument2 pagesPalm-Based General Cleaning Agent: DegreaserukalNo ratings yet
- 5 Atlas Copco Integrally Geared Centrifugal CompressorsDocument54 pages5 Atlas Copco Integrally Geared Centrifugal CompressorsMilos Bajic0% (1)
- Introduction To Petroleum IndustryDocument25 pagesIntroduction To Petroleum IndustryMax Singh100% (2)
- Rock Typing Methods - ErsDocument22 pagesRock Typing Methods - Ersamir sepehriNo ratings yet
- Gajendra Singh (ONGC Training Report)Document55 pagesGajendra Singh (ONGC Training Report)Gajju12567% (6)
- IAF MD Appln 17011 GHGVV 09072014Document15 pagesIAF MD Appln 17011 GHGVV 09072014Elin ClaudiaNo ratings yet
- E 9 CBC 986739699 DBDocument8 pagesE 9 CBC 986739699 DBabbass.alseadyNo ratings yet
- Maam Fe ReportDocument3 pagesMaam Fe ReportDebbelyn AlonzoNo ratings yet
- Technical Report Number 110: U.S. Department of TheinteriorDocument162 pagesTechnical Report Number 110: U.S. Department of TheinteriorArun Kumar PancharajNo ratings yet
- Sulzer Pump Familiarization Rev2Document90 pagesSulzer Pump Familiarization Rev2Jack Lali100% (1)
- DSI-200 Valve Lubricant: Product DescriptionDocument11 pagesDSI-200 Valve Lubricant: Product DescriptiondbmingoNo ratings yet
- CSS Pakistan Affairs Notes - Natural Resources of PakistanDocument4 pagesCSS Pakistan Affairs Notes - Natural Resources of PakistanAar Tech Care100% (1)
- Curriculum Vitae: Mohammad Shahid IqbalDocument4 pagesCurriculum Vitae: Mohammad Shahid Iqbalshahid imamNo ratings yet
- 747739Document335 pages747739Z_JahangeerNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)