You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Semiconductor Electrolyte InterfaceDocument15 pagesThe Semiconductor Electrolyte InterfacenauthylusNo ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
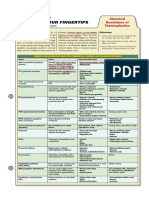
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- ProblemsDocument4 pagesProblemsmarslanjameelmalikNo ratings yet
- Mole Concept Q.P.Document5 pagesMole Concept Q.P.Leap Up JEE NEET100% (1)
- M-700 Generator Room Ventilation SystemDocument1 pageM-700 Generator Room Ventilation SystemMohamed Abou El hassanNo ratings yet
- A Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversDocument21 pagesA Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversLady Johana Buritica CortesNo ratings yet
- Bombardier Aerospace Learjet Suppliers Listing by NameDocument1,420 pagesBombardier Aerospace Learjet Suppliers Listing by NameHari PrasadNo ratings yet
- Cell Culture TroubleShootingDocument2 pagesCell Culture TroubleShootingCynthia Adeline SNo ratings yet
- PVC Catalogue CNDocument2 pagesPVC Catalogue CNKiên PhùngNo ratings yet
- Bonite Bonite LDDocument2 pagesBonite Bonite LDManoj ChitreNo ratings yet
- Military Polyurethane Adhesive StudyDocument5 pagesMilitary Polyurethane Adhesive StudyAsim MansoorNo ratings yet
- MEng 12 - Mid Term Exam ADocument2 pagesMEng 12 - Mid Term Exam Aje solarteNo ratings yet
- Mixtures and AllegationDocument3 pagesMixtures and AllegationRahul JoshiNo ratings yet
- Determination of Total, Temporary and Permanent Hardness in Water Sample Using EDTA MethodDocument8 pagesDetermination of Total, Temporary and Permanent Hardness in Water Sample Using EDTA MethodNaresh kumarNo ratings yet
- 7.1 Properties of Electric Charge TemplateDocument4 pages7.1 Properties of Electric Charge TemplateAyman HalimeNo ratings yet
- Kami Export - Abdullah Mohammedi - Webquest 3Document5 pagesKami Export - Abdullah Mohammedi - Webquest 3api-525970410No ratings yet
- 7catálogo Magnet Load MonitorDocument2 pages7catálogo Magnet Load Monitoredark2009No ratings yet
- Preview: Lesson Starter Objectives Branches of Chemistry Top Eight Chemicals Made in The United StatesDocument10 pagesPreview: Lesson Starter Objectives Branches of Chemistry Top Eight Chemicals Made in The United StatesJudy Ann CastorNo ratings yet
- Hindi Physics, Chemistry and Biology Notes for Pre-Medical ExamDocument37 pagesHindi Physics, Chemistry and Biology Notes for Pre-Medical ExamAnuz MominNo ratings yet
- Polymers & Functional Materials: Search HereDocument4 pagesPolymers & Functional Materials: Search HereR DuppallyNo ratings yet
- USP Monographs: PamabromDocument3 pagesUSP Monographs: PamabromMayur JadhavNo ratings yet
- Statistical Review of Dry Reforming of Methane Literature Using Decision Tree and Artificial Neural Network AnalysisDocument14 pagesStatistical Review of Dry Reforming of Methane Literature Using Decision Tree and Artificial Neural Network AnalysisSơn PhanThanhNo ratings yet
- Properties of Dust: Grades 6 - 8Document3 pagesProperties of Dust: Grades 6 - 8kate remandabanNo ratings yet
- A New Sol-Gel Route Using Inorganic Salt For Synthesizing Ai, O, NanopowdersDocument8 pagesA New Sol-Gel Route Using Inorganic Salt For Synthesizing Ai, O, NanopowderstaheralnajjarNo ratings yet
- Determination of Sulfate by GravimetryDocument5 pagesDetermination of Sulfate by GravimetryChristian Vincent Maranan Lumaban92% (13)
- Fick Second LawDocument9 pagesFick Second LawJohnny WoodsNo ratings yet
- Every Life Is On Fire How Thermodynamics Explains The Origins of Living Things by Jeremy England.Document225 pagesEvery Life Is On Fire How Thermodynamics Explains The Origins of Living Things by Jeremy England.ARGHA MANNANo ratings yet
- Hess Cycle Questions Explained Step-by-StepDocument3 pagesHess Cycle Questions Explained Step-by-StepNujod HolaNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument12 pagesCambridge International Advanced Subsidiary and Advanced LevelMuhammad AhmedNo ratings yet
- The Carbon FamilyDocument26 pagesThe Carbon Familygautambadgujar30No ratings yet
- Revised - Isr - Star Co Super Chaina (Model-B) - CTM Exams Syllabus Clarification @20.05.23Document5 pagesRevised - Isr - Star Co Super Chaina (Model-B) - CTM Exams Syllabus Clarification @20.05.23Sai PraneethNo ratings yet