You might also like
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Amine Treating UnitDocument3 pagesAmine Treating UnitBeergson2No ratings yet
- General Electric Systems Technology Manual Service and Instrument Air SystemsDocument13 pagesGeneral Electric Systems Technology Manual Service and Instrument Air SystemsNavern MoodleyNo ratings yet
- Impact of Molecular Weight and Other Parameters On Centrifugal Compressor's HeadDocument15 pagesImpact of Molecular Weight and Other Parameters On Centrifugal Compressor's HeadJose David De SousaNo ratings yet
- Fundamentals of Turbo ExpandersDocument8 pagesFundamentals of Turbo ExpandersMajid SattarNo ratings yet
- Air and Gas Compressors 14: Rayner Joel, 5 EditionDocument13 pagesAir and Gas Compressors 14: Rayner Joel, 5 EditionJerin Cyriac0% (1)
- Flare SystemsDocument38 pagesFlare Systemsanu malikNo ratings yet
- Dew Point Control TechnologiesDocument3 pagesDew Point Control Technologiessalman769No ratings yet
- Gas Plant - 3Document67 pagesGas Plant - 3viettanctNo ratings yet
- High Fidelity Dynamic Simulation of Compressor SystemsDocument9 pagesHigh Fidelity Dynamic Simulation of Compressor SystemsTrần Quang ThắngNo ratings yet
- 245 NGL Deethanizer Capacity ExpansionDocument1 page245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Beginner's Guide To Centrifugal Compressor System Design & SimulationDocument17 pagesBeginner's Guide To Centrifugal Compressor System Design & Simulationkavinmech1No ratings yet
- Fuel Gas System - Candidate PDFDocument11 pagesFuel Gas System - Candidate PDFbelil206No ratings yet
- Intro To Compressor and TurbinesDocument20 pagesIntro To Compressor and TurbinesKha Mn100% (1)
- Process Dynamics of AntiSurge SystemDocument7 pagesProcess Dynamics of AntiSurge SystemBodhisatya DasNo ratings yet
- Fractionation OnlyDocument27 pagesFractionation OnlymohamedNo ratings yet
- GU-809 Guideline For Centrifugal Pump Process Safeguarding DesignDocument16 pagesGU-809 Guideline For Centrifugal Pump Process Safeguarding DesignMohammed BrashdiNo ratings yet
- 5-DRY Dry Seal2Document45 pages5-DRY Dry Seal2Dang XmanNo ratings yet
- FlareDocument39 pagesFlareMuhammad Tahir RazaNo ratings yet
- Chapter 1 StudentDocument25 pagesChapter 1 StudentAbdalhady JoharjiNo ratings yet
- Compressor CharacteristicDocument6 pagesCompressor CharacteristicSyedMeherAliNo ratings yet
- Performance and Mechanical Running Tests of Centrifugal Compressors PDFDocument9 pagesPerformance and Mechanical Running Tests of Centrifugal Compressors PDFDaniel Key Bordin100% (1)
- Hydrocarbon RecoveryDocument29 pagesHydrocarbon RecoveryAlekhya BandaruNo ratings yet
- NEW CV SizingDocument23 pagesNEW CV SizinglavchemicalNo ratings yet
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersDocument5 pagesPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaNo ratings yet
- CCC White Paper Control Challenges of SMR Compressors Nov 2016Document6 pagesCCC White Paper Control Challenges of SMR Compressors Nov 2016ejzuppelli8036No ratings yet
- Protecting A Centrifugal Compressor From SurgeDocument2 pagesProtecting A Centrifugal Compressor From SurgeDylanAdams100% (1)
- Operation Problems CompressorDocument29 pagesOperation Problems CompressorengineershoaibqaziNo ratings yet
- What Are The Types of HRSGDocument2 pagesWhat Are The Types of HRSGThiruvengadamNo ratings yet
- Centrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPDocument23 pagesCentrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPVILLANUEVA_DANIEL2064No ratings yet
- Control SystemsDocument38 pagesControl Systemsضياء محمدNo ratings yet
- Foaming in A Mine SystemsDocument16 pagesFoaming in A Mine SystemsAhmad FarooqNo ratings yet
- Process Design of TurboexpanderDocument55 pagesProcess Design of TurboexpanderSaidFerdjallahNo ratings yet
- Classnotes - Compressor Performance - 1Document117 pagesClassnotes - Compressor Performance - 1Zatie ZulkifliNo ratings yet
- GEA Grasso Company ProfileDocument28 pagesGEA Grasso Company ProfileLuis Fernando Lopez PalaciosNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- Compressor OptimizationDocument37 pagesCompressor OptimizationjmpandolfiNo ratings yet
- Com - Nargan at Liravinia - BDocument22 pagesCom - Nargan at Liravinia - BMorteza DianatfarNo ratings yet
- WP UniSim Design Blowdown Utility PDFDocument21 pagesWP UniSim Design Blowdown Utility PDFMinh Hoàng NguyễnNo ratings yet
- Petroleum Gas Compression 3Document55 pagesPetroleum Gas Compression 3Медетбек ҒайноллаNo ratings yet
- Hydraulic Study of GRE Piping Using Pipenet SimulationDocument5 pagesHydraulic Study of GRE Piping Using Pipenet SimulationpsycopaulNo ratings yet
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- 11-3085 Energy Analyzer Jump StartDocument26 pages11-3085 Energy Analyzer Jump StartOmesh BoroleNo ratings yet
- Running Performance: Service/Stage Data Performance OutputDocument2 pagesRunning Performance: Service/Stage Data Performance OutputJose RattiaNo ratings yet
- Molex ProcessDocument382 pagesMolex Processwriteandrewpaul7707100% (1)
- Turbo Expander Compressor - Natural Gas Turboexpander - L.ADocument3 pagesTurbo Expander Compressor - Natural Gas Turboexpander - L.Adr_kh_ahmedNo ratings yet
- Lube Oil SystemDocument4 pagesLube Oil SystempawangwlNo ratings yet
- Antisurge ControllerDocument6 pagesAntisurge ControllerGeorge J AlukkalNo ratings yet
- Positive Displacement CompressorDocument30 pagesPositive Displacement CompressorchaitanyaNo ratings yet
- 4 Reciprocating Compressor IIDocument41 pages4 Reciprocating Compressor IIBassam AmirNo ratings yet
- Methods of Ethane Liquid Recovery From Natural GasDocument35 pagesMethods of Ethane Liquid Recovery From Natural GasJeff Formica100% (1)
- NGL Fractionation Part 1 483KBDocument4 pagesNGL Fractionation Part 1 483KBlutfi awnNo ratings yet
- Centrifugal Compressor 1588467358 PDFDocument59 pagesCentrifugal Compressor 1588467358 PDFEngr TheyjiNo ratings yet
- Hysys RVP Method: Reid Vapour Pressure Methods in HYSYSDocument3 pagesHysys RVP Method: Reid Vapour Pressure Methods in HYSYSDesiree MolinaNo ratings yet
- Overview Gas ProcessesDocument140 pagesOverview Gas ProcessesR.S.Sankarasubramanian100% (1)
- Air Cooler Design and Principle EIEPD 1696073698Document58 pagesAir Cooler Design and Principle EIEPD 1696073698Evandro Silva100% (1)
- 9 NATURAL GAS LIQUIDS - RecoveryDocument5 pages9 NATURAL GAS LIQUIDS - RecoverysatishchemengNo ratings yet
- (Book) ch8 - 15 Compressor Control and Optimization PDFDocument31 pages(Book) ch8 - 15 Compressor Control and Optimization PDFAtef Lasheen50% (2)
- 1ab367c9 PDFDocument88 pages1ab367c9 PDFRS Rajib sarkerNo ratings yet
- YogaDocument116 pagesYogawefWE100% (2)
- Ombustion AND LameDocument13 pagesOmbustion AND LameSundeep GargNo ratings yet
- Ombustion AND LameDocument13 pagesOmbustion AND LameSundeep GargNo ratings yet
- Ombustion AND LameDocument13 pagesOmbustion AND LameSundeep GargNo ratings yet
- Selection of Explosion Protected Equipment For Hazardous LoctionsDocument32 pagesSelection of Explosion Protected Equipment For Hazardous Loctionsasex4uNo ratings yet
- Pump ClassificationDocument1 pagePump ClassificationKumarNo ratings yet
- HP LP BypassDocument1 pageHP LP BypassKumarNo ratings yet
- Pump Seal ChamberDocument1 pagePump Seal ChamberKumarNo ratings yet
- Process Flow DiagramDocument1 pageProcess Flow DiagramKumarNo ratings yet
- Process Safety Management GuideDocument39 pagesProcess Safety Management Guidesl1828100% (6)
- LPG PFDDocument1 pageLPG PFDKumarNo ratings yet
- Std03 I MSSS EMDocument184 pagesStd03 I MSSS EMKumarNo ratings yet
- How To Read SDSDocument2 pagesHow To Read SDSKumarNo ratings yet
- Phase EnvelopeDocument1 pagePhase EnvelopeKumarNo ratings yet
- Name Index Number Chemical Formula Molecular WeightDocument2 pagesName Index Number Chemical Formula Molecular WeightKumarNo ratings yet
- Dynamic Modeling Using Aspen HYSYS® For Oil and Gas - Course Number EB1105.06.04Document205 pagesDynamic Modeling Using Aspen HYSYS® For Oil and Gas - Course Number EB1105.06.04Kumar100% (5)
- Guidelines For The Protection of Pressurised Systems Exposed To Fire PDFDocument81 pagesGuidelines For The Protection of Pressurised Systems Exposed To Fire PDFhiginio.moro6182No ratings yet
- Offshore Oil and Gas Industry - Abbreviations and AcronymsDocument40 pagesOffshore Oil and Gas Industry - Abbreviations and Acronymsmadonnite3781No ratings yet
- Proiectarea Asistata de Calculator Pentru Avionica: Elemente de Limbaj C - II Aplicatii de Calcul ComplexeDocument21 pagesProiectarea Asistata de Calculator Pentru Avionica: Elemente de Limbaj C - II Aplicatii de Calcul ComplexeAna BaumNo ratings yet
- Line Protection: Return To Main IndexDocument44 pagesLine Protection: Return To Main IndexAli RazaNo ratings yet
- Submodeling Technique in Stress AnalysisDocument16 pagesSubmodeling Technique in Stress AnalysisffontanaNo ratings yet
- Galvanic Cathodic Protection For Power Transmission Tower Grillage FoundationsDocument6 pagesGalvanic Cathodic Protection For Power Transmission Tower Grillage FoundationsMA100% (1)
- Light Well Intervention System - LWISDocument2 pagesLight Well Intervention System - LWISWilliam EvansNo ratings yet
- IPECS-eMG80 Quick Start GuideDocument11 pagesIPECS-eMG80 Quick Start GuideDjromeo EdyNo ratings yet
- Computer Fundamentals Questions and Answers - Application SoftwaresDocument3 pagesComputer Fundamentals Questions and Answers - Application SoftwaresSANDIP ROYNo ratings yet
- Quantum Multiport PackerDocument1 pageQuantum Multiport Packersmithyry2014No ratings yet
- B968B968M 10 Standard Test MethodDocument2 pagesB968B968M 10 Standard Test Methodmarjan banooNo ratings yet
- GROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Document5 pagesGROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoNo ratings yet
- Scheduled Power Interruption For April 23-24, 2019Document1 pageScheduled Power Interruption For April 23-24, 2019glaiNo ratings yet
- S419Document2 pagesS419Syed IhyaNo ratings yet
- 7) Progress PaymentDocument5 pages7) Progress Paymentkerwin jayNo ratings yet
- Advanced Database - Chap 5Document84 pagesAdvanced Database - Chap 5Anhtho LeeNo ratings yet
- Casting DefectsDocument22 pagesCasting DefectsDeepakKaushik100% (1)
- Tate Airflow Tate Airflow Isoflospec3Document2 pagesTate Airflow Tate Airflow Isoflospec3oscarbogadoNo ratings yet
- Ptu Datesheet 2013Document4 pagesPtu Datesheet 2013Mugume JosephNo ratings yet
- 7 Extrusion Welding: 7.1 Process DescriptionDocument14 pages7 Extrusion Welding: 7.1 Process DescriptionВасил СавовскиNo ratings yet
- Construction Schedule Template 05Document7 pagesConstruction Schedule Template 05bharat gadaraNo ratings yet
- ND BRG GuideDocument32 pagesND BRG Guidemohammed barghothiNo ratings yet
- Sermac SCL130ADocument2 pagesSermac SCL130AVasiliy PavliukNo ratings yet
- 99929Document20 pages99929Tamer Moustafa100% (2)
- One BookDocument29 pagesOne BookOnebookNo ratings yet
- Philips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Document4 pagesPhilips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Shrutie PatilNo ratings yet
- Statistical Quality Control, 7th Edition by Douglas C. Montgomery. 1Document76 pagesStatistical Quality Control, 7th Edition by Douglas C. Montgomery. 1omerfaruk200141No ratings yet
- Time of Setting of Hydraulic Cement by Vicat NeedleDocument6 pagesTime of Setting of Hydraulic Cement by Vicat NeedleAbdullah TrwanshyNo ratings yet
- Science 6 Week 2Document3 pagesScience 6 Week 2Ma. Jennifer MapanooNo ratings yet
- VGP - Book1Document94 pagesVGP - Book1Chirag DesaiNo ratings yet
- Jar Test Lab Report Environmental EngineeringDocument7 pagesJar Test Lab Report Environmental EngineeringNur Hazimah100% (1)
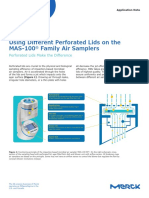
- Using Different Perforated Lids On The MAS-100 Family Air SamplersDocument6 pagesUsing Different Perforated Lids On The MAS-100 Family Air SamplersJuan Salvador MaestreNo ratings yet