You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- FraudDocument77 pagesFraudTan Siew Li100% (2)
- Customer Specific Requirements Check SheetDocument1 pageCustomer Specific Requirements Check SheetSridharan VenkatNo ratings yet
- Https WWW - Gov.uk Government Uploads System Uploads Attachment Data File 274029 VAF4ADocument17 pagesHttps WWW - Gov.uk Government Uploads System Uploads Attachment Data File 274029 VAF4ATiffany Maxwell0% (1)
- ! Sco Global Impex 25.06.20Document7 pages! Sco Global Impex 25.06.20Houssam Eddine MimouneNo ratings yet
- Automotive Coaches and Components LTDDocument2 pagesAutomotive Coaches and Components LTDSridharan VenkatNo ratings yet
- Automotive Coaches and Components LTDDocument2 pagesAutomotive Coaches and Components LTDSridharan VenkatNo ratings yet
- Practical Research 1 - Quarter 1 - Module 1 - Nature and Inquiry of Research - Version 3Document53 pagesPractical Research 1 - Quarter 1 - Module 1 - Nature and Inquiry of Research - Version 3Iris Rivera-PerezNo ratings yet
- DealersDocument2 pagesDealersSridharan Venkat100% (1)
- Human Resource Development's Evaluation in Public ManagementDocument9 pagesHuman Resource Development's Evaluation in Public ManagementKelas KP LAN 2018No ratings yet
- AICL1349 Mr. A Vimalraj S/O Annamalai S No 95, Gummudipundi Taluk THIRUVALLUR - 601 206 "Intellectual Property and ConfidentialityDocument1 pageAICL1349 Mr. A Vimalraj S/O Annamalai S No 95, Gummudipundi Taluk THIRUVALLUR - 601 206 "Intellectual Property and ConfidentialitySridharan VenkatNo ratings yet
- Bangalore - Mr. DennisDocument5 pagesBangalore - Mr. DennisSridharan VenkatNo ratings yet
- Invoice: Invoice Number Invoice DateDocument3 pagesInvoice: Invoice Number Invoice DateSridharan VenkatNo ratings yet
- Bangalore - Mr. DennisDocument5 pagesBangalore - Mr. DennisSridharan VenkatNo ratings yet
- Tamil Nadu e-Challan receiptDocument1 pageTamil Nadu e-Challan receiptSridharan VenkatNo ratings yet
- Application Form For Community CertificateDocument1 pageApplication Form For Community CertificateN Rakesh100% (1)
- பட்டா மாற்றத்திற்கான விண்ணப்படிவம்Document3 pagesபட்டா மாற்றத்திற்கான விண்ணப்படிவம்Bakrudeen Ali AhamedNo ratings yet
- AdfDocument1 pageAdfSridharan VenkatNo ratings yet
- RT Asmeb31.3 Withoutsecure PDFDocument4 pagesRT Asmeb31.3 Withoutsecure PDFkishorekumar.animuNo ratings yet
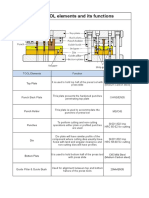
- Tool PartsDocument2 pagesTool PartsSridharan VenkatNo ratings yet
- Five WhysDocument13 pagesFive WhysmammutbalajiNo ratings yet
- DownloadDocument9 pagesDownloadSridharan VenkatNo ratings yet
- Form 60Document2 pagesForm 60Rohit JainNo ratings yet
- Aaranibill 1 JuneDocument1 pageAaranibill 1 JuneSridharan VenkatNo ratings yet
- Wholesale Dealer Price Selling To Retail Shop OwnerDocument3 pagesWholesale Dealer Price Selling To Retail Shop OwnerSridharan VenkatNo ratings yet
- Form 21 PDFDocument1 pageForm 21 PDFSridharan VenkatNo ratings yet
- 1.history of Life Insurance - 1436523127Document8 pages1.history of Life Insurance - 1436523127vishwakarmardNo ratings yet
- Is-Src-0002 Supplier Quality RequirementsDocument27 pagesIs-Src-0002 Supplier Quality RequirementsSridharan VenkatNo ratings yet
- Acer Aspire 3 A315-41: Model HP 15q-dy0004AU Acer Aspire 3 A315-53 Lenovo Ideapad S145 Price Acer Aspire 3 A315-33Document4 pagesAcer Aspire 3 A315-41: Model HP 15q-dy0004AU Acer Aspire 3 A315-53 Lenovo Ideapad S145 Price Acer Aspire 3 A315-33Sridharan VenkatNo ratings yet
- Fir Issue of Duplicate Cheque in Lieu of Lost or Misplaced Cheque / Individual DepositDocument5 pagesFir Issue of Duplicate Cheque in Lieu of Lost or Misplaced Cheque / Individual DepositSridharan VenkatNo ratings yet
- FGGDocument12 pagesFGGSridharan VenkatNo ratings yet
- Sheet Metal Probelm BendingDocument3 pagesSheet Metal Probelm BendingSridharan VenkatNo ratings yet
- Prevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsDocument5 pagesPrevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsMajad RazakNo ratings yet
- Defect Identification in CNC Manufactured Products and Their Control MeasureDocument7 pagesDefect Identification in CNC Manufactured Products and Their Control MeasureSridharan VenkatNo ratings yet
- Customer Specification Rport 12 FCDocument12 pagesCustomer Specification Rport 12 FCSridharan VenkatNo ratings yet
- Paint Consumption Records and DetailsDocument7 pagesPaint Consumption Records and DetailsSridharan VenkatNo ratings yet
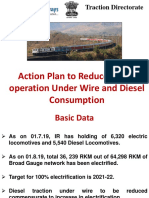
- Final DSL Under Wire - FinalDocument44 pagesFinal DSL Under Wire - Finalelect trsNo ratings yet
- Portfolio ValuationDocument1 pagePortfolio ValuationAnkit ThakreNo ratings yet
- History Project Reforms of Lord William Bentinck: Submitted By: Under The Guidelines ofDocument22 pagesHistory Project Reforms of Lord William Bentinck: Submitted By: Under The Guidelines ofshavyNo ratings yet
- Intentional Replantation TechniquesDocument8 pagesIntentional Replantation Techniquessoho1303No ratings yet
- Iron FoundationsDocument70 pagesIron FoundationsSamuel Laura HuancaNo ratings yet
- Cincinnati LaserNst PDFDocument204 pagesCincinnati LaserNst PDFedrf sswedNo ratings yet
- The Forum Gazette Vol. 2 No. 23 December 5-19, 1987Document16 pagesThe Forum Gazette Vol. 2 No. 23 December 5-19, 1987SikhDigitalLibraryNo ratings yet
- Disability Election ManifestoDocument2 pagesDisability Election ManifestoDisability Rights AllianceNo ratings yet
- PAASCU Lesson PlanDocument2 pagesPAASCU Lesson PlanAnonymous On831wJKlsNo ratings yet
- Spelling Errors Worksheet 4 - EditableDocument2 pagesSpelling Errors Worksheet 4 - EditableSGillespieNo ratings yet
- IC 4060 Design NoteDocument2 pagesIC 4060 Design Notemano012No ratings yet
- MCI FMGE Previous Year Solved Question Paper 2003Document0 pagesMCI FMGE Previous Year Solved Question Paper 2003Sharat Chandra100% (1)
- Grinding and Other Abrasive ProcessesDocument8 pagesGrinding and Other Abrasive ProcessesQazi Muhammed FayyazNo ratings yet
- Research Methods LessonDocument26 pagesResearch Methods LessonCarole Janne EndoyNo ratings yet
- Merah Putih Restaurant MenuDocument5 pagesMerah Putih Restaurant MenuGirie d'PrayogaNo ratings yet
- Business Planning Process: Chapter-Four Operations Planning and ControlDocument12 pagesBusiness Planning Process: Chapter-Four Operations Planning and ControlGemechis BussaNo ratings yet
- APPSC Assistant Forest Officer Walking Test NotificationDocument1 pageAPPSC Assistant Forest Officer Walking Test NotificationsekkharNo ratings yet
- Theories of LeadershipDocument24 pagesTheories of Leadershipsija-ekNo ratings yet
- TOP 50 Puzzles For IBPS Clerk Mains 2018-19 WWW - Ibpsguide.com PDFDocument33 pagesTOP 50 Puzzles For IBPS Clerk Mains 2018-19 WWW - Ibpsguide.com PDFHarika VenuNo ratings yet
- Container sizes: 20', 40' dimensions and specificationsDocument3 pagesContainer sizes: 20', 40' dimensions and specificationsStylefasNo ratings yet
- Solar Presentation – University of Texas Chem. EngineeringDocument67 pagesSolar Presentation – University of Texas Chem. EngineeringMardi RahardjoNo ratings yet
- Lab 5: Conditional probability and contingency tablesDocument6 pagesLab 5: Conditional probability and contingency tablesmlunguNo ratings yet
- Cell Types: Plant and Animal TissuesDocument40 pagesCell Types: Plant and Animal TissuesMARY ANN PANGANNo ratings yet
- Present Tense Simple (Exercises) : Do They Phone Their Friends?Document6 pagesPresent Tense Simple (Exercises) : Do They Phone Their Friends?Daniela DandeaNo ratings yet
- Managing a Patient with Pneumonia and SepsisDocument15 pagesManaging a Patient with Pneumonia and SepsisGareth McKnight100% (2)