You might also like
- 10.06.2020 Ims Awareness Training - S-IV-VDocument31 pages10.06.2020 Ims Awareness Training - S-IV-Vyousufali56No ratings yet
- Quality & Industrial Performance: Layered Process AuditDocument37 pagesQuality & Industrial Performance: Layered Process AuditMojtaba Mousavi100% (1)
- ISO To ASDocument16 pagesISO To ASRaja HoneNo ratings yet
- ISO 9001 Awareness SessionDocument22 pagesISO 9001 Awareness Sessionsumana paul50% (2)
- Journey To The ARI-ARhAyas AL-Uma-UN Core of The Krystar Seed Atom FileDocument14 pagesJourney To The ARI-ARhAyas AL-Uma-UN Core of The Krystar Seed Atom FileSungwon Kang100% (2)
- Lessons Learned - Risk Management Issues in Genetic Counseling (2007)Document151 pagesLessons Learned - Risk Management Issues in Genetic Counseling (2007)AditiNo ratings yet
- Enhancing Quality AssuranceDocument8 pagesEnhancing Quality AssuranceOorja SinghNo ratings yet
- IATF Auditor Guide for IATF 16949 4th EditionDocument45 pagesIATF Auditor Guide for IATF 16949 4th Editionelevendot100% (2)
- ASME B46.1-2009 Surface Texture (Surface Roughness, Waviness, and Lay) - Part2Document37 pagesASME B46.1-2009 Surface Texture (Surface Roughness, Waviness, and Lay) - Part2R JNo ratings yet
- Guidance On INTERNAL AUDITSDocument7 pagesGuidance On INTERNAL AUDITSdhir.ankurNo ratings yet
- Standard MS ISO 9001 2015Document54 pagesStandard MS ISO 9001 2015ras defgNo ratings yet
- Resume RahulDocument3 pagesResume RahulIndian MHNo ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- German BasicDocument60 pagesGerman BasicchahirNo ratings yet
- Test Maturity Assessment and Improvement Using TPI and Quality BlueprintDocument8 pagesTest Maturity Assessment and Improvement Using TPI and Quality Blueprintvins9982No ratings yet
- Control of Management Reviews Procedure Sample PDFDocument4 pagesControl of Management Reviews Procedure Sample PDFMadan R HonnalagereNo ratings yet
- QC Systems PDFDocument48 pagesQC Systems PDFSidi100% (1)
- International Register of Certificated AuditorsDocument11 pagesInternational Register of Certificated AuditorsnwohapeterNo ratings yet
- Quality Handbook: October 2018 Semiconductor Samsung Electronics Co., LTDDocument21 pagesQuality Handbook: October 2018 Semiconductor Samsung Electronics Co., LTDtantibaNo ratings yet
- Iso/ts 16949: 2009Document117 pagesIso/ts 16949: 2009Vijay K SharmaNo ratings yet
- International Register of Certificated AuditorsDocument11 pagesInternational Register of Certificated AuditorsnwohapeterNo ratings yet
- Gamp5 For Basic Training PDFDocument47 pagesGamp5 For Basic Training PDFVimlesh Kumar PandeyNo ratings yet
- VMPDocument45 pagesVMPAshok Lenka100% (1)
- Internal Audit ISO 9001Document6 pagesInternal Audit ISO 9001Mufmuf Mufti SyahidNo ratings yet
- Presentation On QmsDocument18 pagesPresentation On QmsjosephNo ratings yet
- Chapter 8 Quality Management 2019Document31 pagesChapter 8 Quality Management 2019Bassant KamalNo ratings yet
- Principle 4 Quality Right First Time Every TimeDocument18 pagesPrinciple 4 Quality Right First Time Every TimeSudhagarNo ratings yet
- Case Study No. 11 - Hydroelectric Power Plant in The PhilippinesDocument26 pagesCase Study No. 11 - Hydroelectric Power Plant in The PhilippinespicefeatiNo ratings yet
- Week 8 - Ch12 Six Sigma QualityDocument36 pagesWeek 8 - Ch12 Six Sigma QualityFlorenciano Johanes PongohNo ratings yet
- Control of Management Reviews Procedure SampleDocument4 pagesControl of Management Reviews Procedure SampleDavie John CastilloNo ratings yet
- Scrum Quiz - FinalDocument8 pagesScrum Quiz - FinalSangram PandaNo ratings yet
- Session-2 & 3 Quality - Evolution of QualityDocument20 pagesSession-2 & 3 Quality - Evolution of Qualitymatten yahyaNo ratings yet
- Analog To Digital Conversion (ADC)Document62 pagesAnalog To Digital Conversion (ADC)Asin PillaiNo ratings yet
- CMMI AwarenessDocument14 pagesCMMI Awarenessmadan1981No ratings yet
- Auditing TechniquesDocument58 pagesAuditing TechniquesVbaluyoNo ratings yet
- Supplier Qualification: Constructing A Cause-and-Effect DiagramDocument10 pagesSupplier Qualification: Constructing A Cause-and-Effect DiagramKaren Flores BartoloNo ratings yet
- Turbocharge Your Preventive Action System with Layered Process AuditsDocument6 pagesTurbocharge Your Preventive Action System with Layered Process AuditsHadi MoradianNo ratings yet
- Final HandoutDocument3 pagesFinal HandoutCrisanta EstebanNo ratings yet
- Finals Coverage-Om TQMDocument5 pagesFinals Coverage-Om TQMMarkNo ratings yet
- QSM PrelimDocument10 pagesQSM PrelimIvana CianeNo ratings yet
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912No ratings yet
- Quality in IT Projects Cheat Sheet: by ViaDocument2 pagesQuality in IT Projects Cheat Sheet: by ViadilaNo ratings yet
- Fishbone MechanicsDocument26 pagesFishbone MechanicsLester KhanNo ratings yet
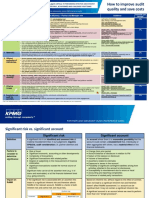
- How To Improve Audit Quality and Save CostsDocument2 pagesHow To Improve Audit Quality and Save CostsSalauddin Kader ACCANo ratings yet
- Issue in Implementing Customer Operations Performance Center (COPC)Document3 pagesIssue in Implementing Customer Operations Performance Center (COPC)Marvin HernandezNo ratings yet
- 2007 QualityDocument4 pages2007 QualityRambabu komati - QANo ratings yet
- Evaluating The Quality of Performance MeasuresDocument6 pagesEvaluating The Quality of Performance MeasuresPedada Sai kumarNo ratings yet
- TM 9 - ControllingDocument18 pagesTM 9 - ControllingnabilaaaNo ratings yet
- QSP 03 Management Review Rev 1Document5 pagesQSP 03 Management Review Rev 1kmvimal36No ratings yet
- Dimensions of Product QualityDocument1 pageDimensions of Product Qualitygk37765No ratings yet
- Continuous Improvement Under Modern Quality Systems and CgmpsDocument27 pagesContinuous Improvement Under Modern Quality Systems and CgmpsyusranarifNo ratings yet
- TQM5 6Document32 pagesTQM5 6manojpatel51No ratings yet
- THE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson LearningDocument21 pagesTHE MANAGEMENT AND CONTROL OF QUALITY, 5e, © 2002 South-Western/Thomson Learningcolyneth papaNo ratings yet
- ASTM-E2500 Verification ApproachwrigleyDocument29 pagesASTM-E2500 Verification ApproachwrigleyDaniel Ordoñez MezaNo ratings yet
- International Journal 'Glass Bottle Industry'Document20 pagesInternational Journal 'Glass Bottle Industry'Rikhi SobariNo ratings yet
- TB - 2012 - 8 Quality by DesignDocument4 pagesTB - 2012 - 8 Quality by DesignHéctor Fabio Leyton ArcosNo ratings yet
- ISO 9001 2015 Management Review GuidanceDocument3 pagesISO 9001 2015 Management Review GuidanceemanNo ratings yet
- UNIT IV TQMDocument49 pagesUNIT IV TQMmohanravi1986No ratings yet
- Gestión de La Calidad en Los NegociosDocument6 pagesGestión de La Calidad en Los NegociosChonchito NoriegaNo ratings yet
- Quality Management System and AuditingDocument72 pagesQuality Management System and Auditingrtiyer1970No ratings yet
- Cuestionario VdaDocument33 pagesCuestionario Vdaing1ammNo ratings yet
- QFD Mas ReportDocument2 pagesQFD Mas Reportஅழகுசுந்தரம் திவ்யபாரதிNo ratings yet
- 6 Must Haves For A Quality Management System (QMS)Document6 pages6 Must Haves For A Quality Management System (QMS)joyrjaelNo ratings yet
- ISO 9001 2015 中文版 (繁)Document25 pagesISO 9001 2015 中文版 (繁)a0931474125No ratings yet
- Reduce Repair Rate of Welding ProcessesDocument3 pagesReduce Repair Rate of Welding ProcessesAnouar AbdelmoulaNo ratings yet
- Managing Supplier RelationshipsDocument7 pagesManaging Supplier RelationshipsRamón G. PachecoNo ratings yet
- Investiga Los ProblemasDocument7 pagesInvestiga Los ProblemasRamón G. PachecoNo ratings yet
- Linking The Supply Chain To TQMDocument7 pagesLinking The Supply Chain To TQMRamón G. PachecoNo ratings yet
- A Second Look at 5S PDFDocument5 pagesA Second Look at 5S PDFRamón G. PachecoNo ratings yet
- New Standard Guides Internal and Supplier AuditsDocument6 pagesNew Standard Guides Internal and Supplier AuditsRamón G. PachecoNo ratings yet
- Auditor Thinking SkillsDocument2 pagesAuditor Thinking SkillsRamón G. PachecoNo ratings yet
- Data AnalysisDocument41 pagesData AnalysisRamón G. PachecoNo ratings yet
- The Tao of AuditingDocument4 pagesThe Tao of AuditingRamón G. PachecoNo ratings yet
- Transforming Today S Factory Into A Lean EnterpriseDocument3 pagesTransforming Today S Factory Into A Lean EnterpriseRamón G. PachecoNo ratings yet
- New Standard Guides Internal and Supplier AuditsDocument6 pagesNew Standard Guides Internal and Supplier AuditsRamón G. PachecoNo ratings yet
- Improve Your Audit InterviewsDocument5 pagesImprove Your Audit InterviewsRamón G. PachecoNo ratings yet
- The Tao of AuditingDocument4 pagesThe Tao of AuditingRamón G. PachecoNo ratings yet
- Audit E Procesos AutomotrizDocument1 pageAudit E Procesos Automotrizjuande69No ratings yet
- Top 10 Tips For Shop Floor Audit ReadinessDocument6 pagesTop 10 Tips For Shop Floor Audit ReadinessRamón G. PachecoNo ratings yet
- GM Recognition LetterDocument3 pagesGM Recognition LetterRamón G. PachecoNo ratings yet
- Enfoque de Procesos Al Sistema de Quejas InternasDocument8 pagesEnfoque de Procesos Al Sistema de Quejas InternasRamón G. PachecoNo ratings yet
- Tips For Automotive AuditorsDocument4 pagesTips For Automotive AuditorsRamón G. PachecoNo ratings yet
- Uso de Retroa. de Los Clientes para Proyectos 6 SigmaDocument5 pagesUso de Retroa. de Los Clientes para Proyectos 6 SigmaRamón G. PachecoNo ratings yet
- Administracion de Las Quejas para Mejora de La Lealtad PDFDocument7 pagesAdministracion de Las Quejas para Mejora de La Lealtad PDFRamón G. PachecoNo ratings yet
- Using Cost of Quality To Improve Business ResultsDocument4 pagesUsing Cost of Quality To Improve Business ResultsMiguel BradshawNo ratings yet
- Tus Clientes Estan HablandoDocument6 pagesTus Clientes Estan HablandoRamón G. PachecoNo ratings yet
- Administracion de Las Quejas para Mejora de La Lealtad PDFDocument7 pagesAdministracion de Las Quejas para Mejora de La Lealtad PDFRamón G. PachecoNo ratings yet
- Measuring Quality Costs in Terms of Materiality and LiabilityDocument6 pagesMeasuring Quality Costs in Terms of Materiality and LiabilityRamón G. PachecoNo ratings yet
- Understand Customer Behavior and ComplaintsDocument5 pagesUnderstand Customer Behavior and ComplaintsSalman KhaannNo ratings yet
- Administracion de Las Quejas para Mejora de La Lealtad PDFDocument7 pagesAdministracion de Las Quejas para Mejora de La Lealtad PDFRamón G. PachecoNo ratings yet
- Enfoque de Procesos Al Sistema de Quejas InternasDocument8 pagesEnfoque de Procesos Al Sistema de Quejas InternasRamón G. PachecoNo ratings yet
- Uso de Retroa. de Los Clientes para Proyectos 6 SigmaDocument5 pagesUso de Retroa. de Los Clientes para Proyectos 6 SigmaRamón G. PachecoNo ratings yet
- Audit E Procesos AutomotrizDocument1 pageAudit E Procesos Automotrizjuande69No ratings yet
- Goldenberg and Reddy (2017)Document10 pagesGoldenberg and Reddy (2017)Mariana ToniniNo ratings yet
- Captive Screws - Cap Head: Hex. SocketDocument5 pagesCaptive Screws - Cap Head: Hex. SocketvikeshmNo ratings yet
- Gardiner 1979Document16 pagesGardiner 1979Oswaldo Manuel Ramirez MarinNo ratings yet
- Advanced Financial Accounting Chapter 2 LECTURE - NOTESDocument14 pagesAdvanced Financial Accounting Chapter 2 LECTURE - NOTESAshenafi ZelekeNo ratings yet
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDocument4 pagesUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirNo ratings yet
- NotesTransl 108 (1985) Larsen, Who Is This GenerationDocument20 pagesNotesTransl 108 (1985) Larsen, Who Is This GenerationluzuNo ratings yet
- Liquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyDocument12 pagesLiquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyJosePPMolinaNo ratings yet
- Chair Locker Provides Storage and Space SavingsDocument32 pagesChair Locker Provides Storage and Space SavingsElza S. GapuzNo ratings yet
- Materials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneDocument10 pagesMaterials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneVikrant Saumitra mm20d401No ratings yet
- Diwali - An Overview of The Festival of LightsDocument3 pagesDiwali - An Overview of The Festival of LightsSumeetNo ratings yet
- Fci FC CotsDocument25 pagesFci FC CotsMatthew DuNo ratings yet
- Chapter 12Document52 pagesChapter 12Mr SaemNo ratings yet
- Atomic Structure - One Shot by Sakshi Mam #BounceBackDocument231 pagesAtomic Structure - One Shot by Sakshi Mam #BounceBackchansiray7870No ratings yet
- Bronchogenic CarcinomaDocument13 pagesBronchogenic Carcinomaloresita_rebongNo ratings yet
- Xbox Accessories en ZH Ja Ko - CN Si TW HK JP KoDocument64 pagesXbox Accessories en ZH Ja Ko - CN Si TW HK JP KoM RyuNo ratings yet
- Rigor Mortis and Lividity in Estimating Time of DeathDocument2 pagesRigor Mortis and Lividity in Estimating Time of DeathfunnyrokstarNo ratings yet
- TG KPWKPDocument8 pagesTG KPWKPDanmar CamilotNo ratings yet
- Eco 301 Final Exam ReviewDocument14 pagesEco 301 Final Exam ReviewCảnh DươngNo ratings yet
- ICO Basic SyllabusDocument11 pagesICO Basic SyllabusRaúl Plasencia Salini100% (1)
- Theories of Translation12345Document22 pagesTheories of Translation12345Ishrat FatimaNo ratings yet
- Conditional Sentences in NT Greek Ruben VideiraDocument62 pagesConditional Sentences in NT Greek Ruben Videiraruviso100% (1)
- UNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMDocument1 pageUNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMAlejandro PortoNo ratings yet
- Rustia V Cfi BatangasDocument2 pagesRustia V Cfi BatangasAllen GrajoNo ratings yet
- Flow Through Pipes: Departmentofcivilengineering Presidency University, Bangalore-64 BY Santhosh M B Asstistant ProfessorDocument15 pagesFlow Through Pipes: Departmentofcivilengineering Presidency University, Bangalore-64 BY Santhosh M B Asstistant ProfessorSanthoshMBSanthuNo ratings yet