You might also like
- Premature Bearing FailuresDocument21 pagesPremature Bearing FailuresArup Das100% (1)
- Weld FatigueDocument10 pagesWeld FatigueBrandon AllenNo ratings yet
- Modern Pulley Design Techniques and Failure Analysis MethodsDocument17 pagesModern Pulley Design Techniques and Failure Analysis MethodsSiva SubramaniNo ratings yet
- Aircraft Pressurization SystemDocument13 pagesAircraft Pressurization Systemviba1995100% (2)
- Risk Based Approach To ValidationDocument6 pagesRisk Based Approach To ValidationAlex CristiNo ratings yet
- Tools and Techniques For Plug and AbandonmentDocument35 pagesTools and Techniques For Plug and Abandonmentchucks2117No ratings yet
- The Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsDocument7 pagesThe Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsXiaogang Min100% (1)
- Varco Pruden ManualDocument476 pagesVarco Pruden Manualelidstone@hotmail.comNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Msu Cavs CMD 2009-R0010Document88 pagesMsu Cavs CMD 2009-R0010amd mhmNo ratings yet
- Four Six Laning of Krishnagiri To Thopur Ghat NH 7 Tamilnadu Vol - I Main RepotDocument176 pagesFour Six Laning of Krishnagiri To Thopur Ghat NH 7 Tamilnadu Vol - I Main RepotAnand ShankaranNo ratings yet
- 70000905clinker Crusher (Peyvand)Document32 pages70000905clinker Crusher (Peyvand)hamid hoorshadNo ratings yet
- 04) ZEEPod & Other Project ExperienceDocument72 pages04) ZEEPod & Other Project Experiencebapaobao100% (1)
- D 6198 - 01 RdyxotgtmdeDocument4 pagesD 6198 - 01 RdyxotgtmdefrostestNo ratings yet
- Theory Application of Roll Forming (2010) - WebDocument21 pagesTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- Design of Anchor Bolts in PedestalsDocument10 pagesDesign of Anchor Bolts in PedestalsVertical Starter100% (5)
- As 2550.6-1995 Cranes - Safe Use Guided Storing and Retrieving AppliancesDocument8 pagesAs 2550.6-1995 Cranes - Safe Use Guided Storing and Retrieving AppliancesSAI Global - APACNo ratings yet
- Professional Visual Basic 6 MTS ProgrammingDocument608 pagesProfessional Visual Basic 6 MTS ProgrammingJJ2coolNo ratings yet
- Buildings and Facilities Hand Over Take Over Plan TemplateDocument7 pagesBuildings and Facilities Hand Over Take Over Plan TemplateMai Tuan Anh100% (1)
- General Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFDocument54 pagesGeneral Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFkfaravNo ratings yet
- Importance of Communication Skills in Project Management: AudienceDocument3 pagesImportance of Communication Skills in Project Management: AudienceYogaditya ModukuriNo ratings yet
- KirloskarDocument81 pagesKirloskarSumit SonkarNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2014/0332577 A1Document7 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2014/0332577 A1amd mhmNo ratings yet
- TEPZZ 89 8 - B - T: European Patent SpecificationDocument31 pagesTEPZZ 89 8 - B - T: European Patent SpecificationAna LisaNo ratings yet
- Us 4103196Document6 pagesUs 4103196Shankar PediredlaNo ratings yet
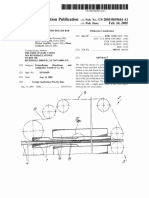
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1Document6 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1AugustoVidalNo ratings yet
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 pagesUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1Document9 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1almedinNo ratings yet
- E. E. E.M.S. Working Nut Part (9) - The Self-Locking Locknut AssemblyDocument5 pagesE. E. E.M.S. Working Nut Part (9) - The Self-Locking Locknut AssemblyOon VincentNo ratings yet
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Document11 pagesUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanNo ratings yet
- Connecting Rod CrackerDocument12 pagesConnecting Rod CrackerOkta Pariantoro Budi SetiawanNo ratings yet
- Gu2005 PDFDocument5 pagesGu2005 PDFamd mhmNo ratings yet
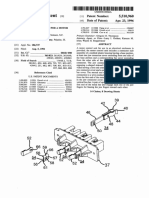
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 pagesUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiNo ratings yet
- 1986 KumagaiDocument11 pages1986 KumagaihetpinNo ratings yet
- Investigation of Diesel Generator Shaft and BearinDocument22 pagesInvestigation of Diesel Generator Shaft and BearinMohd Shahrom IsmailNo ratings yet
- US460Document5 pagesUS460bbNo ratings yet
- Deep - Beam With Cover Page v2Document13 pagesDeep - Beam With Cover Page v2abdoNo ratings yet
- Nordel Pulley Tambor FalhaDocument17 pagesNordel Pulley Tambor FalhaJoseph SilvaNo ratings yet
- Applsci 12 01273 v2Document16 pagesApplsci 12 01273 v2Anandlal RNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Mechanisms of Block Shear Failure of Bolted ConnectionsDocument16 pagesMechanisms of Block Shear Failure of Bolted Connectionsakr345No ratings yet
- Taco Brazed Plate HX Install ManualDocument11 pagesTaco Brazed Plate HX Install ManualTEMPNo ratings yet
- United States Patent (10) Patent No.: US 8.414,195 B2Document6 pagesUnited States Patent (10) Patent No.: US 8.414,195 B2Anshumaan Pratap BhagatNo ratings yet
- United States Patent: Millerman (45) Date of Patent: Dec. 12, 2006Document9 pagesUnited States Patent: Millerman (45) Date of Patent: Dec. 12, 2006Ayush MaliNo ratings yet
- Design of Machine ElementsDocument7 pagesDesign of Machine ElementsAshok DaraNo ratings yet
- Elimination of Bowing Distortion in Welded StiffenersDocument8 pagesElimination of Bowing Distortion in Welded StiffenersHaris HartantoNo ratings yet
- Con 1201Document4 pagesCon 1201rubyNo ratings yet
- Failure Analysis of A Compressor Blade of Gas TurbDocument7 pagesFailure Analysis of A Compressor Blade of Gas TurbZeeshan HameedNo ratings yet
- Hilti - Post-Installed - Rebar - Design - Manual - 2019Document85 pagesHilti - Post-Installed - Rebar - Design - Manual - 2019patrickhoyer93No ratings yet
- Connecting Rod Manufacturing PDFDocument21 pagesConnecting Rod Manufacturing PDFTeshome DengisoNo ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- Chapter 7: High Energy Rate Forming: Theory of Metal Forming (MME4045)Document4 pagesChapter 7: High Energy Rate Forming: Theory of Metal Forming (MME4045)PraneethNo ratings yet
- Investigation of The Friction Effect at Pin Joints For The Five-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesDocument16 pagesInvestigation of The Friction Effect at Pin Joints For The Five-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesDuy VõNo ratings yet
- 56 Vosniakos KaryotisDocument6 pages56 Vosniakos Karyotiskamal aldeemNo ratings yet
- United States Patent (10) Patent No.: US 8,209,912 B2Document14 pagesUnited States Patent (10) Patent No.: US 8,209,912 B2pmurphNo ratings yet
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- Connector Assembly PatternDocument14 pagesConnector Assembly Patternwy6279No ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2010/0117282 A1Document11 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2010/0117282 A1Cường Nguyễn QuốcNo ratings yet
- HardeningDocument6 pagesHardeningRichardo AdhitamaNo ratings yet
- Sheet Metal StructuresDocument40 pagesSheet Metal StructuresVandane ReyesNo ratings yet
- Lecture 8.4.2 Plate Girder Behaviour and Design IIDocument9 pagesLecture 8.4.2 Plate Girder Behaviour and Design IIing_fernandogalvez2015No ratings yet
- ch14 Metal Forging PocessDocument39 pagesch14 Metal Forging PocessMaz ThomyNo ratings yet
- Aec Q100-001CDocument14 pagesAec Q100-001CelectronarutoNo ratings yet
- Effect of TempDocument17 pagesEffect of TempSameOldHatNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2005/0039616 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2005/0039616 A1Erin GokNo ratings yet
- US20060005473A1Document19 pagesUS20060005473A1Temp AccNo ratings yet
- Aircraft Assembly Technology: Shenyang Aerospace UniversityDocument21 pagesAircraft Assembly Technology: Shenyang Aerospace Universityalokmotivation99No ratings yet
- Diaphragm Coupling - P-7491-AcDocument4 pagesDiaphragm Coupling - P-7491-AcAndrea GentileNo ratings yet
- United States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000Document3 pagesUnited States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000ali aNo ratings yet
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNo ratings yet
- C200-018-08 TM-210.2 1.687 Motorhead Assembly - STD ServiceDocument14 pagesC200-018-08 TM-210.2 1.687 Motorhead Assembly - STD ServicesamanNo ratings yet
- Working With FE-RVEs in MicromechanicsDocument35 pagesWorking With FE-RVEs in Micromechanicsamd mhmNo ratings yet
- 3 - Vector CalculusDocument7 pages3 - Vector Calculusamd mhmNo ratings yet
- Draft: Cleavage Fracture Modelling For RPV Steels: Discrete Model For Collective Behaviour of Micro-CracksDocument9 pagesDraft: Cleavage Fracture Modelling For RPV Steels: Discrete Model For Collective Behaviour of Micro-Cracksamd mhmNo ratings yet
- 2 - Matrices and TensorsDocument8 pages2 - Matrices and Tensorsamd mhmNo ratings yet
- Honeywell UOP CRCSDocument2 pagesHoneywell UOP CRCSamd mhmNo ratings yet
- Implementation of Domain Integral Approach For J Integral EvaluationsDocument8 pagesImplementation of Domain Integral Approach For J Integral Evaluationsamd mhmNo ratings yet
- A O O O - : VectorsDocument8 pagesA O O O - : Vectorsamd mhmNo ratings yet
- Transferability of Elastic Plastic Fracture Toughness Using The Weibull Stress Approach: Signi®cance of Parameter CalibrationDocument17 pagesTransferability of Elastic Plastic Fracture Toughness Using The Weibull Stress Approach: Signi®cance of Parameter Calibrationamd mhmNo ratings yet
- 67 110 1 PBDocument9 pages67 110 1 PBamd mhmNo ratings yet
- EN234FEA Tutorial 2017Document16 pagesEN234FEA Tutorial 2017amd mhmNo ratings yet
- A079807 PDFDocument23 pagesA079807 PDFamd mhmNo ratings yet
- 2 2paperDocument12 pages2 2paperamd mhmNo ratings yet
- 2 Paper 1948Document10 pages2 Paper 1948amd mhmNo ratings yet
- Defects in CrystalsDocument11 pagesDefects in CrystalsDharmendra KumarNo ratings yet
- Statistical Intervals: Confidence, Prediction, Enclosure: José G. Ramírez, PHD, W.L. Gore and Associates IncDocument13 pagesStatistical Intervals: Confidence, Prediction, Enclosure: José G. Ramírez, PHD, W.L. Gore and Associates Incamd mhmNo ratings yet
- 08 Plasticity 01 Introduction PDFDocument11 pages08 Plasticity 01 Introduction PDFAmmar A. AliNo ratings yet
- Danes Hi An 2013Document10 pagesDanes Hi An 2013amd mhmNo ratings yet
- Personal Computers and Applications: Networking For Home and Small Businesses - Chapter 1Document14 pagesPersonal Computers and Applications: Networking For Home and Small Businesses - Chapter 1amd mhmNo ratings yet
- 08 Plasticity 02 Stress AnalysisDocument7 pages08 Plasticity 02 Stress AnalysisAvijit DeyNo ratings yet
- LS DYNA Glass ModelDocument14 pagesLS DYNA Glass ModelalexremNo ratings yet
- Two-And Three - Parameter Weibull Goodness-of-Fit Tests: United States Department of AgricultureDocument34 pagesTwo-And Three - Parameter Weibull Goodness-of-Fit Tests: United States Department of Agricultureamd mhmNo ratings yet
- Defects in CrystalsDocument11 pagesDefects in CrystalsDharmendra KumarNo ratings yet
- Introduction To Networking: Network Fundamentals - Chapter 1Document27 pagesIntroduction To Networking: Network Fundamentals - Chapter 1amd mhmNo ratings yet
- Numerical Techniques For Diffusion Equations: "Furious Activity Is No Substitute For Understanding," H.H. WilliamsDocument8 pagesNumerical Techniques For Diffusion Equations: "Furious Activity Is No Substitute For Understanding," H.H. Williamsamd mhmNo ratings yet
- Applications of Numerical Methods in Engineering CNS 3320Document27 pagesApplications of Numerical Methods in Engineering CNS 3320secret_marieNo ratings yet
- Discovery Home SB Chapter 0Document14 pagesDiscovery Home SB Chapter 0amd mhmNo ratings yet
- United States Patent: US 7,574,795 B2 Aug. 18,2009Document17 pagesUnited States Patent: US 7,574,795 B2 Aug. 18,2009amd mhmNo ratings yet
- Maintenance Audit SampleDocument4 pagesMaintenance Audit Sampleemad sabriNo ratings yet
- ISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERDocument9 pagesISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERcpchonburiNo ratings yet
- Signals Spectra Processing PowerPoint PresentationDocument8 pagesSignals Spectra Processing PowerPoint PresentationJohn Francis DizonNo ratings yet
- 2023 Product Catalog - 5.2Document22 pages2023 Product Catalog - 5.2Zulfikar BladeNo ratings yet
- Skil Router 1830 ManualDocument136 pagesSkil Router 1830 Manualrorcacho100% (1)
- Sap SD T CodesDocument4 pagesSap SD T CodesVineet KachrooNo ratings yet
- +91-9959911066 (Preferred) : Rakesh Samuel PilliDocument4 pages+91-9959911066 (Preferred) : Rakesh Samuel PilliSriReddyNo ratings yet
- Customer Relationship ManagementDocument4 pagesCustomer Relationship ManagementWebster CarrollNo ratings yet
- C M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IDocument2 pagesC M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IsudhaaNo ratings yet
- RDocument59 pagesRChristopher AndersonNo ratings yet
- Caso COLCHERTER LATHE-PROJECT SCAMP FMSDocument11 pagesCaso COLCHERTER LATHE-PROJECT SCAMP FMSTeam Winter FiveNo ratings yet
- CNC Roo:M: I Qumjtr AssuranceDocument2 pagesCNC Roo:M: I Qumjtr AssuranceSalvador TiñoNo ratings yet
- j1.6 2.0utt A3c5 TG 06 2020 Emea Rev00 enDocument4 pagesj1.6 2.0utt A3c5 TG 06 2020 Emea Rev00 enEduardo.s. EurolevaNo ratings yet
- 7479 Cross Recess Checking GaugeDocument3 pages7479 Cross Recess Checking Gaugebhumik shahNo ratings yet
- Railway Reservation System DocumentationDocument19 pagesRailway Reservation System DocumentationSaroj Cipher80% (5)
- Need For Strengthening Automobile Industry in EthiopiaDocument5 pagesNeed For Strengthening Automobile Industry in EthiopiaIJMERNo ratings yet
- 1st ModuleDocument26 pages1st Modulemuniraju mNo ratings yet
- Active Tenders - BUIDCODocument1 pageActive Tenders - BUIDCOPrasenjit DeyNo ratings yet
- For Information Only, Will Not Be Exchanged When Altered!: Spare Part ListDocument12 pagesFor Information Only, Will Not Be Exchanged When Altered!: Spare Part ListIrving Jose Vazquez QuezadaNo ratings yet