You might also like
- Technique de FraisageDocument157 pagesTechnique de FraisageAmin's LifestyleNo ratings yet
- Modes Opératoires Des Travaux de Gros OeuvreDocument68 pagesModes Opératoires Des Travaux de Gros OeuvreRabah Ahmed77% (13)
- Essais MecaniquesDocument45 pagesEssais MecaniquesMounir Frija100% (2)
- Le Zodiaque de Dendérah (Réparé)Document40 pagesLe Zodiaque de Dendérah (Réparé)marion100% (1)
- 293 Conception de La Commande de Processus PopescuDocument295 pages293 Conception de La Commande de Processus PopescuSteve DemirelNo ratings yet
- Annexe I Construction Hangar Chambre FroideDocument51 pagesAnnexe I Construction Hangar Chambre FroideAL DialloNo ratings yet
- Classe IiDocument16 pagesClasse IiHafaifa TaiebNo ratings yet
- 2 Fileter-TarauderDocument4 pages2 Fileter-TarauderKhalid TamiNo ratings yet
- ALESAGEDocument14 pagesALESAGEAdje EKLOUNo ratings yet
- Menuiserie 72Document26 pagesMenuiserie 72Driss ElazhariNo ratings yet
- Les FiletagesDocument55 pagesLes Filetagesntayoub100% (1)
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- Fiche TaraudageDocument4 pagesFiche TaraudageClement BerlanNo ratings yet
- Corrigé Des Exercices D'alignement Conventionnel PDFDocument14 pagesCorrigé Des Exercices D'alignement Conventionnel PDFHicham Hallouâ90% (10)
- Procede PliageDocument13 pagesProcede PliagemounirNo ratings yet
- Degauchisseuse TB03Document13 pagesDegauchisseuse TB03mickydu70No ratings yet
- 8 FraisageDocument14 pages8 FraisageKhaled Ben AyedNo ratings yet
- ENGRENAGESDocument10 pagesENGRENAGESBojane100% (2)
- TECHNIQUE Tarauder Et FoleterDocument3 pagesTECHNIQUE Tarauder Et Foleterhitachi hadiNo ratings yet
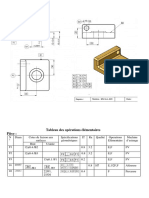
- Tableau Des Opérations Élémentaires Et Ordre Des OpérationsDocument3 pagesTableau Des Opérations Élémentaires Et Ordre Des OpérationsHicham Hallouâ100% (1)
- Classifications Des HuilesDocument9 pagesClassifications Des Huilesdjouldeo100% (1)
- Inbound MarketingDocument13 pagesInbound MarketingPaweł SajdekNo ratings yet
- Bouvetage en Dents de Scie Ou Assemblage À Entures MultiplesDocument2 pagesBouvetage en Dents de Scie Ou Assemblage À Entures MultiplesHassan AzmiNo ratings yet
- Etude Et Conception D'une Centrale A BetonDocument60 pagesEtude Et Conception D'une Centrale A Betonjihenk100% (14)
- Debit Atelier PDFDocument2 pagesDebit Atelier PDFAbderrahman OueslatiNo ratings yet
- Le PliageDocument23 pagesLe Pliagesvans lmsvansi100% (2)
- Cours Transfert de ChaleurDocument32 pagesCours Transfert de Chaleurslipknotmido1No ratings yet
- Cours Transfert de ChaleurDocument32 pagesCours Transfert de Chaleurslipknotmido1No ratings yet
- Comment Realiser Un Filetage Sur Tour - CopieDocument4 pagesComment Realiser Un Filetage Sur Tour - CopieMakrem Cherif100% (1)
- Compte Rendue TP FraissageDocument18 pagesCompte Rendue TP FraissageABDESSAMAD EZZALMADI50% (6)
- TD 5 Réducteur Par EngrenagesDocument4 pagesTD 5 Réducteur Par EngrenagesHicham Hallouâ33% (3)
- Ebarbage Meulage Matriels Utiliser A Avant de CommencerDocument6 pagesEbarbage Meulage Matriels Utiliser A Avant de Commencerrufin rufin rufinNo ratings yet
- PRISMEDocument4 pagesPRISMENzaou LucreshNo ratings yet
- TDn°1 Éléments de Correction Procédés de Mise en FormeDocument11 pagesTDn°1 Éléments de Correction Procédés de Mise en Formerobin barracouNo ratings yet
- Expose PMFDocument8 pagesExpose PMFFILMS AND ANIME UNIVERSENo ratings yet
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautFrom EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautRating: 5 out of 5 stars5/5 (1)
- Maquette D'occlusion - MarocDocument40 pagesMaquette D'occlusion - MarocLayla SeddikNo ratings yet
- Pour L Abattage de L'abreDocument39 pagesPour L Abattage de L'abresiquard.axeNo ratings yet
- 596-Formation IWT (Part 8)Document17 pages596-Formation IWT (Part 8)young lordNo ratings yet
- Gamme de Guidance TP Eprouvette SerpDocument2 pagesGamme de Guidance TP Eprouvette SerpgastronomicaNo ratings yet
- Expos ée!!Document13 pagesExpos ée!!5xg72m7dc7No ratings yet
- Utilisation CMT300Document11 pagesUtilisation CMT300DENo ratings yet
- Scier À La Scie SauteuseDocument4 pagesScier À La Scie Sauteusemifetiw986No ratings yet
- Le Sciage MetauxDocument4 pagesLe Sciage MetauxTRAORENo ratings yet
- 2b04fr 101996Document10 pages2b04fr 101996theoxanNo ratings yet
- TexteDocument5 pagesTexteYacine FrihNo ratings yet
- ED Maquette D'occlusionDocument44 pagesED Maquette D'occlusionm8n mousta93idineNo ratings yet
- Clacul de ClavetteDocument5 pagesClacul de ClavetteZouaghi M'ed Amin100% (1)
- M204[1]Document93 pagesM204[1]Saad HaririNo ratings yet
- Banc de DesaroolloDocument6 pagesBanc de Desaroolloوسيم زعفوريNo ratings yet
- Technique D'abattageDocument4 pagesTechnique D'abattageAnonymous gFyRLGRBNo ratings yet
- M8 - Cintrer, Couder À Froid Et À Chaud - CM-FADocument19 pagesM8 - Cintrer, Couder À Froid Et À Chaud - CM-FAbahou10100% (1)
- MURILLO_VIOLETA_2ºAB_PROJECT_OUBRE-PORTESDocument7 pagesMURILLO_VIOLETA_2ºAB_PROJECT_OUBRE-PORTESVIOLETA MURILLO RUBIONo ratings yet
- TG Dossier Préparation M18 BTP CHDocument3 pagesTG Dossier Préparation M18 BTP CHBouraoui Ben AyedNo ratings yet
- ProductionDocument46 pagesProductionHamet DoumbouyaNo ratings yet
- Chapitre 2 Influence Geometrie Outil CoupeDocument3 pagesChapitre 2 Influence Geometrie Outil Coupesitescompte4100% (1)
- O31819 PeiDocument4 pagesO31819 PeiFatima Ezzahra KhouiliNo ratings yet
- Debit AtelierDocument2 pagesDebit Atelierfrancois.barreau0% (1)
- +++++++14 - MECA0444-Usinage - Cours 2021Document114 pages+++++++14 - MECA0444-Usinage - Cours 2021Ncir TaherNo ratings yet
- Différentes Étapes de Confections de Lames Minces + Photos - WTOE - CU Dori PDFDocument6 pagesDifférentes Étapes de Confections de Lames Minces + Photos - WTOE - CU Dori PDFZougouriNo ratings yet
- Le RectificationDocument3 pagesLe RectificationOussama El ghanemyNo ratings yet
- GalandageDocument20 pagesGalandageSAUVETNo ratings yet
- Tronconnage Sur HobbymatDocument3 pagesTronconnage Sur HobbymatEmilian TurtureanNo ratings yet
- Rapport FraisageDocument12 pagesRapport FraisageMR GUNERNo ratings yet
- NoticeDocument25 pagesNoticeLenadraxeNo ratings yet
- S5A. T. MétauxDocument22 pagesS5A. T. MétauxUsi redNo ratings yet
- JJGpliageDocument10 pagesJJGpliageHassan AzmiNo ratings yet
- F123 FonderieDocument44 pagesF123 FonderieMohamed SnoussiNo ratings yet
- Les Risques Professionnel - PROFDocument8 pagesLes Risques Professionnel - PROFHicham HallouâNo ratings yet
- Support TechnologieDocument6 pagesSupport TechnologieHicham HallouâNo ratings yet
- TG9Document3 pagesTG9Hicham HallouâNo ratings yet
- Cours QUICK - GPS Janv 2013 PDFDocument39 pagesCours QUICK - GPS Janv 2013 PDFMoezNo ratings yet
- Tableau Des Opérations Élémentaires Butée de CommandeDocument3 pagesTableau Des Opérations Élémentaires Butée de CommandeHicham HallouâNo ratings yet
- 1-Couvercle-2D.PDF (Unlocked by WWW - Freemypdf.com)Document1 page1-Couvercle-2D.PDF (Unlocked by WWW - Freemypdf.com)Hicham HallouâNo ratings yet
- 100 Mots Espagnol Pas À Pas PDFDocument2 pages100 Mots Espagnol Pas À Pas PDFHicham HallouâNo ratings yet
- Referentiel BAC PRO TUDocument101 pagesReferentiel BAC PRO TUHicham HallouâNo ratings yet
- Apef PDFDocument29 pagesApef PDFHicham HallouâNo ratings yet
- Vitesse de Rotation Ou Vitesses de CoupesDocument3 pagesVitesse de Rotation Ou Vitesses de CoupesHicham HallouâNo ratings yet
- Le TaraudageDocument4 pagesLe TaraudageHicham HallouâNo ratings yet
- Visa Court Tourist Que 090715 PDFDocument2 pagesVisa Court Tourist Que 090715 PDFHicham HallouâNo ratings yet
- Procedure Suivi de Stage Signee DRH 2017Document16 pagesProcedure Suivi de Stage Signee DRH 2017Hicham HallouâNo ratings yet
- Appelàcandidatuer2015 2016 PDFDocument1 pageAppelàcandidatuer2015 2016 PDFHicham HallouâNo ratings yet
- Boite de VitesseDocument2 pagesBoite de VitesseHicham HallouâNo ratings yet
- Appelàcandidatuer2015 2016 PDFDocument1 pageAppelàcandidatuer2015 2016 PDFHicham HallouâNo ratings yet
- Mecaflu BTSDocument21 pagesMecaflu BTSNacim Amari0% (1)
- Réseaux de NeuronesDocument8 pagesRéseaux de NeuronesHicham HallouâNo ratings yet
- 1-Butée de Commande - PDF (Unlocked by WWW - Freemypdf.com)Document1 page1-Butée de Commande - PDF (Unlocked by WWW - Freemypdf.com)Hicham Hallouâ100% (1)
- Couple Outil-Piece 3Document4 pagesCouple Outil-Piece 3Mohamed Abed100% (1)
- Cours TGDocument45 pagesCours TGRadia GanaNo ratings yet
- Armorial Et Nobiliaire de L'ancien (... ) Foras Amédée Bpt6k65767241Document377 pagesArmorial Et Nobiliaire de L'ancien (... ) Foras Amédée Bpt6k65767241maza_poulppyNo ratings yet
- Chapitre 2-2Document15 pagesChapitre 2-2Reda BachnouNo ratings yet
- Mini Projet UrbanismeDocument5 pagesMini Projet UrbanismeBadra Ali SanogoNo ratings yet
- Glenn Murcutt - CompressedDocument12 pagesGlenn Murcutt - CompressedpianoNo ratings yet
- L3 TP JetDocument6 pagesL3 TP JetAmel HydNo ratings yet
- Iec 60372Document46 pagesIec 60372Luis Andres Pradenas FuentesNo ratings yet
- Elasticité Chapitre 6Document21 pagesElasticité Chapitre 6Anis LepicNo ratings yet
- Fiche EnseignantDocument4 pagesFiche EnseignantWulfaNo ratings yet
- Mobilite InternationaleDocument2 pagesMobilite Internationalevettielle vettielleNo ratings yet
- Ajp Jphyscol198142c119Document16 pagesAjp Jphyscol198142c119Wassini BensNo ratings yet
- Weber Le Savant Et Le Politique (Annotations)Document1 pageWeber Le Savant Et Le Politique (Annotations)bilou11070% (1)
- MC1.06 Metallurgie Generale Et Choix Des Materiaux 3jDocument1 pageMC1.06 Metallurgie Generale Et Choix Des Materiaux 3jGuillaumeNo ratings yet
- Correction Emd MR 2017 2018Document4 pagesCorrection Emd MR 2017 2018Benlouanas KamelNo ratings yet
- TS 019m 184 (OA4 ROUHIA TE2S 2ID)Document69 pagesTS 019m 184 (OA4 ROUHIA TE2S 2ID)jawhar eddine boukhrisNo ratings yet
- Draft Charte Graphique Pdl-145Document22 pagesDraft Charte Graphique Pdl-145damien batobaNo ratings yet
- Que Faut - Il Retenir Sur Les Nombres Complexes PDFDocument2 pagesQue Faut - Il Retenir Sur Les Nombres Complexes PDFMichaël Ronio BezandryNo ratings yet
- Corr td1 PDFDocument3 pagesCorr td1 PDFBlewoussiNo ratings yet
- Uca2 1 1aDocument3 pagesUca2 1 1aMarieNo ratings yet
- Programme Séminaire UCESIF Bucarest, 13 - 14 Mai 2013Document24 pagesProgramme Séminaire UCESIF Bucarest, 13 - 14 Mai 2013Victor CozmeiNo ratings yet
- MCC Ing Cycle Preparatoire IntegreeDocument2 pagesMCC Ing Cycle Preparatoire IntegreeNadia Ait AhmedNo ratings yet
- Devoir M1 MathDocument1 pageDevoir M1 MathSolene TsinaNo ratings yet
- Exercices D'algorithmique CorrigésDocument7 pagesExercices D'algorithmique Corrigésmaroua meskineNo ratings yet
- Communiquer Communiquer: Figure 1: Deux Décompositions de La Tâche TDocument12 pagesCommuniquer Communiquer: Figure 1: Deux Décompositions de La Tâche The200gab100% (1)
- EXA AutoDocument6 pagesEXA Autoقرين لطفيNo ratings yet















































![M204[1]](https://imgv2-2-f.scribdassets.com/img/document/723652930/149x198/9a6876d5ae/1713287191?v=1)