You might also like
- Centro MagnéticoDocument3 pagesCentro MagnéticoDavid Antonio Córdova Latorre100% (4)
- La Palabra SilenciadaDocument512 pagesLa Palabra SilenciadaMaría Clara100% (1)
- Sulzer MSD - IOMDocument148 pagesSulzer MSD - IOMGerman Zuleta100% (5)
- H. Proc. Inspeccion-Limpieza-Metrologia Componentes Overhaul Motor Wauk ...Document70 pagesH. Proc. Inspeccion-Limpieza-Metrologia Componentes Overhaul Motor Wauk ...RICHARD DOMINGUEZNo ratings yet
- OPTALIGN Smart (Instrucciones Breves en Español) PDFDocument13 pagesOPTALIGN Smart (Instrucciones Breves en Español) PDFSebastian DiazNo ratings yet
- Busqueda de Fallas en Sistema de Encendido WaukeshaDocument13 pagesBusqueda de Fallas en Sistema de Encendido WaukeshaFernando SerangueliNo ratings yet
- Pump CPP21 IOM-SpanishDocument101 pagesPump CPP21 IOM-SpanishFelipe De J. LaraNo ratings yet
- Presentacion Sellos Mecan FlowserveDocument44 pagesPresentacion Sellos Mecan Flowservejulian valle100% (1)
- Tabla Equivalencias Sellos MecanicosDocument1 pageTabla Equivalencias Sellos MecanicosFernando Vásquez100% (1)
- Manual Motor Diesel John Deere - Clarke PDFDocument48 pagesManual Motor Diesel John Deere - Clarke PDFCésar Jc100% (2)
- Analisis Motores y Compresores ReciprocantesDocument245 pagesAnalisis Motores y Compresores ReciprocantesedwinsazzzNo ratings yet
- Manual MantenimientoDocument50 pagesManual MantenimientoChristian David100% (1)
- Bombas SulzerDocument148 pagesBombas Sulzerpayo_8a94100% (1)
- ALIGNEO CursoDocument38 pagesALIGNEO CursoGonzalo Corrales Bouroncle100% (1)
- Compresor Nuovo PignoneDocument3 pagesCompresor Nuovo PignoneRodrigo Cruz MoralesNo ratings yet
- Analizador Windrock 6400Document10 pagesAnalizador Windrock 6400OliverNo ratings yet
- Introduccion Presiones Pico - Motores Combustión InternaDocument30 pagesIntroduccion Presiones Pico - Motores Combustión InternaCham Bauer100% (1)
- Curso Desarmado de Turbinas Yr en EspanolDocument51 pagesCurso Desarmado de Turbinas Yr en EspanolMONICA LLIUYANo ratings yet
- Plan 52Document2 pagesPlan 52rodolfostiNo ratings yet
- Informe de Bomba ReciprocanteDocument19 pagesInforme de Bomba ReciprocanteHenry Jesús RíosNo ratings yet
- HOERBIGER - Empaquetaduras de PresionDocument72 pagesHOERBIGER - Empaquetaduras de Presiontito_dft100% (1)
- Mtto Camara de Empuje Bombas de RefuerzoDocument6 pagesMtto Camara de Empuje Bombas de RefuerzorichardNo ratings yet
- Bombas Sulzer PDFDocument38 pagesBombas Sulzer PDFRaul0% (2)
- Conceptos Basicos Alineación de EjesDocument25 pagesConceptos Basicos Alineación de EjesErick Posso JiménezNo ratings yet
- Reparación de Sellos MecánicosDocument7 pagesReparación de Sellos Mecánicosmauricio100% (1)
- Catalogo Seepex 1Document65 pagesCatalogo Seepex 1jhonny barrantesNo ratings yet
- Manual de Instalación, Opeeración y Mantenimiento. HIDROMAC S.A.Document77 pagesManual de Instalación, Opeeración y Mantenimiento. HIDROMAC S.A.David ValladaresNo ratings yet
- Presentación BDP AlternativasDocument114 pagesPresentación BDP AlternativasjaedmosNo ratings yet
- 2000-S - Thomas Flexible Disc Couplings - Catalog PDFDocument40 pages2000-S - Thomas Flexible Disc Couplings - Catalog PDFLuis Seminario0% (1)
- Manual Calidad 11Document55 pagesManual Calidad 11antoniojmarquezfNo ratings yet
- Bomba Blackmer de 3 PDFDocument12 pagesBomba Blackmer de 3 PDFDEIVYNo ratings yet
- Juego Axial Cojinetes de Bomba HidraulicaDocument3 pagesJuego Axial Cojinetes de Bomba Hidraulicahyromec100% (1)
- Ariel Alineacion de AcoplesDocument19 pagesAriel Alineacion de AcoplesEzequiel Gallardo100% (2)
- Catalogo Imo 3 TornillosDocument10 pagesCatalogo Imo 3 TornillosJorge Vásquez Carreño100% (1)
- Instalacion Sellos Mecanicos PDFDocument1 pageInstalacion Sellos Mecanicos PDFAlexander Zuñiga ValbuenaNo ratings yet
- Construccion Matriz CBMDocument53 pagesConstruccion Matriz CBMedwin ferney saldaña osorio0% (1)
- Acoplamientos Flender PDFDocument36 pagesAcoplamientos Flender PDFJorge A Vilal0% (1)
- Bonbas Norma Piping - Plan - Review EspañolDocument99 pagesBonbas Norma Piping - Plan - Review Españolgaso99No ratings yet
- Capitulo 4 Normas de Severidad de Vibraciones MecanicasDocument14 pagesCapitulo 4 Normas de Severidad de Vibraciones Mecanicasnestor gpeNo ratings yet
- El Compresor Consume Mucho AceiteDocument1 pageEl Compresor Consume Mucho AceitevictorclattNo ratings yet
- Alineacion TurbinasDocument5 pagesAlineacion Turbinasoscarlopez12345100% (1)
- O-Ring Guía de Referencia ParkerDocument8 pagesO-Ring Guía de Referencia ParkerEdgar Fernando Gordillo S.100% (1)
- Curso CompresionDocument94 pagesCurso CompresionJorge Enrique Fuentes MarinNo ratings yet
- Normas API y ASME Aplicables A Equipos RotativosDocument1 pageNormas API y ASME Aplicables A Equipos RotativosDaniel Puello Rodelo100% (3)
- Sundyne Bomba LMV 322Document61 pagesSundyne Bomba LMV 322Julio Moncada100% (1)
- Halberg HegaDocument20 pagesHalberg HegaJOSE INESNo ratings yet
- Manual Del Participante Bombas Centrifugas PDFDocument82 pagesManual Del Participante Bombas Centrifugas PDFJorge PerezNo ratings yet
- Alineacion Laser Dilatacion TermicaDocument22 pagesAlineacion Laser Dilatacion Termicajricardo_330742100% (2)
- Seepex - Información General-Convertido - En.esDocument17 pagesSeepex - Información General-Convertido - En.esMiguel Jose Rivas MendozaNo ratings yet
- Selección de Enfriador de AceiteDocument14 pagesSelección de Enfriador de AceiteAnonymous NYAb3EFYNo ratings yet
- Ensamble de Sellos MecanicosDocument32 pagesEnsamble de Sellos MecanicosMaximiliano García Calderón100% (1)
- Alineacion Cara-Lomo (Con Grafico)Document6 pagesAlineacion Cara-Lomo (Con Grafico)walkerfromhellNo ratings yet
- Remolino y Latigazo de AceiteDocument2 pagesRemolino y Latigazo de Aceiteejcm1994100% (1)
- Bomba Spate PD 75Document2 pagesBomba Spate PD 75PauloCesarIbargüenAguirreNo ratings yet
- ReciprocantesDocument45 pagesReciprocantesdaniel50% (2)
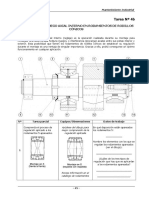
- Tarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosDocument4 pagesTarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosJuancito VizcarraNo ratings yet
- 8 Montaje de RodamientosDocument146 pages8 Montaje de Rodamientosedvidal100% (2)
- EST TB ST v9Document18 pagesEST TB ST v9Gabi ChenúNo ratings yet
- Longvie EC5200KV - Manual de InstruccionesDocument7 pagesLongvie EC5200KV - Manual de InstruccionesGabriel RacovskyNo ratings yet
- Calefactor LONGVIE 3000 KCAL HDocument13 pagesCalefactor LONGVIE 3000 KCAL HmercenariussNo ratings yet
- FPD 1601 - Es LaDocument2 pagesFPD 1601 - Es La.xNo ratings yet
- Longvie Calefactores Eb2000 Eb3000Document13 pagesLongvie Calefactores Eb2000 Eb3000Marck RegueNo ratings yet
- Marmolina Rodillo R 1Document2 pagesMarmolina Rodillo R 1Eduardo ValenciaNo ratings yet
- Catalogo Luces PastoDocument38 pagesCatalogo Luces PastomaapilarNo ratings yet
- Cuadro DIFERENCIA ENTRE LA LECHE MATERNA, LA FORMULA PARA BEBES Y LA LECHE DE VACADocument2 pagesCuadro DIFERENCIA ENTRE LA LECHE MATERNA, LA FORMULA PARA BEBES Y LA LECHE DE VACAEmmanuel Uribe100% (1)
- Sentidos Que Porta La Enseñanza y El AprendizajeDocument19 pagesSentidos Que Porta La Enseñanza y El AprendizajeFavio BorghinoNo ratings yet
- Cultivos Marginados 1492 t0646s TextDocument345 pagesCultivos Marginados 1492 t0646s TextVhumberto BaizavelarNo ratings yet
- Grafologia PDFDocument77 pagesGrafologia PDFJANNNo ratings yet
- Distancias MínimasDocument18 pagesDistancias MínimasMarco SantiagoNo ratings yet
- DrywallDocument45 pagesDrywallCesar Jr ZNo ratings yet
- Aficio Caravanas - JuliosDocument2 pagesAficio Caravanas - JuliosJULIO SANTIAGO ALVARADO VEGANo ratings yet
- Problema 6.18Document8 pagesProblema 6.18Abel RamosNo ratings yet
- Tarea 4. Documento de ApoyoDocument7 pagesTarea 4. Documento de ApoyoIvan BriseñoNo ratings yet
- Política de Lactancia Materna Modificado Nuevo GuardiaDocument123 pagesPolítica de Lactancia Materna Modificado Nuevo GuardiaElshema Hernandez MenchacaNo ratings yet
- Imagen de La Ciudad de Quilpué, Sebastian TejadaDocument7 pagesImagen de La Ciudad de Quilpué, Sebastian TejadaSebastian Tejada EstevezNo ratings yet
- M.N.V.C.C: Modelo Nacional de Vigilancia Comunitaria Por CuadrantesDocument43 pagesM.N.V.C.C: Modelo Nacional de Vigilancia Comunitaria Por CuadrantesBeatriz Elena Salinas ordoñez0% (1)
- Semana 5 Fallas NormalesDocument25 pagesSemana 5 Fallas NormalesYoan Barriga BerriosNo ratings yet
- PINTURAS FAMOSAS - Valentina TovarDocument4 pagesPINTURAS FAMOSAS - Valentina TovaracfiestaNo ratings yet
- SAP Alava 19 de Octubre de 2010Document4 pagesSAP Alava 19 de Octubre de 2010jesus_alfaro6772No ratings yet
- Olimpiadas 1Document3 pagesOlimpiadas 1Maria Claudia Castillo SerranoNo ratings yet
- NMX C 441 Onncce 2011Document10 pagesNMX C 441 Onncce 2011AlanNo ratings yet
- Weefim EspanolDocument3 pagesWeefim EspanolPaulina Marquez RojasNo ratings yet
- Apuntes y PracticasDocument112 pagesApuntes y PracticasCatitaItzyNo ratings yet
- Trabajo Práctico de ElectroestáticaDocument1 pageTrabajo Práctico de ElectroestáticaHernan Adolfo Coro floresNo ratings yet
- Escalera en EspañolDocument1 pageEscalera en EspañolMarcos Amador AlbaNo ratings yet
- Autoestima PositivaDocument9 pagesAutoestima PositivamarlagunasNo ratings yet
- Gimnasio Deportivo PlanoDocument5 pagesGimnasio Deportivo PlanoGerman OlmosNo ratings yet
- La Teoría de La Personalidad, Carl Rogers y George KellyDocument14 pagesLa Teoría de La Personalidad, Carl Rogers y George KellyAdamary TobarNo ratings yet
- AlimentaciónDocument2 pagesAlimentaciónSantiagoNo ratings yet
- Actividades RuralesDocument81 pagesActividades RuralesleandrolalanneNo ratings yet