You might also like
- Problema Del Vecino Mas CercanoDocument6 pagesProblema Del Vecino Mas CercanoGuillermo B FríasNo ratings yet
- CP51-PC2 - 202001-B Auditoria y Control EPEDocument6 pagesCP51-PC2 - 202001-B Auditoria y Control EPELuis NecocheaNo ratings yet
- Check List Hidro 1Document1 pageCheck List Hidro 1Carpen Tenebrum Miranda100% (1)
- Trabajo LabVIEWDocument45 pagesTrabajo LabVIEWRafael GonzálezNo ratings yet
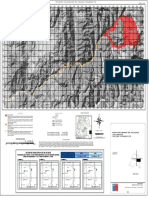
- Mapa Del Volcán TupungatitoDocument1 pageMapa Del Volcán TupungatitoBioBioChileNo ratings yet
- Analisis Macroentorno - CodelcoDocument12 pagesAnalisis Macroentorno - CodelcoMichael Sanhueza PozoNo ratings yet
- Carta Gantt Trabajo de TitulacionDocument1 pageCarta Gantt Trabajo de TitulacionFrancoHermosillaFerreiraNo ratings yet
- Manual de Carreteras: Volumen #9 Estudios Y Criterios Ambientales en Proyectos VialesDocument734 pagesManual de Carreteras: Volumen #9 Estudios Y Criterios Ambientales en Proyectos VialesAlejandra BecerraNo ratings yet
- Plan de Emergencia Transporte MM - Pp.Document14 pagesPlan de Emergencia Transporte MM - Pp.Migue GRNo ratings yet
- Trabajo Victor Lopez TroncosoDocument10 pagesTrabajo Victor Lopez TroncosoVictor Lopez100% (1)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- Lista Revisión Constructibilidad-FEL-2Document5 pagesLista Revisión Constructibilidad-FEL-2ACHESNo ratings yet
- CPC 100 CP TD15 CP CR600 Article Rotating Machines Testing OMICRON Magazine 2019 ESPDocument2 pagesCPC 100 CP TD15 CP CR600 Article Rotating Machines Testing OMICRON Magazine 2019 ESPJulioNo ratings yet
- Tesis 8Document205 pagesTesis 8lucia21moralesNo ratings yet
- Avances Tecnológicos en Operaciones MinerasDocument18 pagesAvances Tecnológicos en Operaciones MinerasPablo Robert López Nicolaz100% (1)
- Carabineros Carta AvisoDocument1 pageCarabineros Carta Avisoyessem vivarNo ratings yet
- Sistema de Gestion de Sso - Norma Ohsas 18001 - MineriaDocument53 pagesSistema de Gestion de Sso - Norma Ohsas 18001 - MineriaKeller Sanchez100% (1)
- Tesis Posgrado LuisRicci PDFDocument196 pagesTesis Posgrado LuisRicci PDFAlfredo AñazgoNo ratings yet
- Guia de Residencia EQUIPO H Marco MetodologicoDocument36 pagesGuia de Residencia EQUIPO H Marco MetodologicoISAIAS ZUÑIGA NUÑEZNo ratings yet
- Calculo y Diseño EstructuralDocument13 pagesCalculo y Diseño EstructuralGILDER JUNIOR CASTILLO ORTEGANo ratings yet
- Informe de Practica Constructora Santa MDocument26 pagesInforme de Practica Constructora Santa MAtheros MontNo ratings yet
- Escanear0043 PDFDocument20 pagesEscanear0043 PDFJose ValleNo ratings yet
- In-Sst-001 - Instructivo Obtención Licencia de Conducir InternaDocument11 pagesIn-Sst-001 - Instructivo Obtención Licencia de Conducir InternaCarlos GarciaNo ratings yet
- Diseno de Pavimentos FlexiblesDocument194 pagesDiseno de Pavimentos FlexiblesCarlos Torres Ruiz CaroNo ratings yet
- Informe N°3 Legislacion AmbientalDocument16 pagesInforme N°3 Legislacion AmbientaldanielaNo ratings yet
- Cemento Asfaltico (CA-24)Document3 pagesCemento Asfaltico (CA-24)Cristian AlejandroNo ratings yet
- PracticaDocument31 pagesPracticaOscar Sepúlveda CNo ratings yet
- Analisis Comparativo de Metodos BARBARA CHILE 2013Document36 pagesAnalisis Comparativo de Metodos BARBARA CHILE 2013Edgar MendozaNo ratings yet
- 0988 Logística y Cadena de SuministroDocument4 pages0988 Logística y Cadena de SuministroLuis NuñezNo ratings yet
- Anexo 18 Instructivo Encarpado de Caminoes TolvaDocument8 pagesAnexo 18 Instructivo Encarpado de Caminoes TolvaNadya Alfonso SalcedoNo ratings yet
- Actividad Formativa InformeDocument49 pagesActividad Formativa InformeJavier Ricardo Arenas De KartzowNo ratings yet
- 1-ES UX Mary CamposDocument9 pages1-ES UX Mary CamposSofia ArredondoNo ratings yet
- Propuesta de Una Metodología de Ayuda A La Decisión para Los Procesos de Dirección y Gestión de ProyectosDocument271 pagesPropuesta de Una Metodología de Ayuda A La Decisión para Los Procesos de Dirección y Gestión de ProyectosElian Porras Dueñas100% (1)
- ES9 U1 Italo - VicenteloDocument7 pagesES9 U1 Italo - VicenteloÍtalo VicenteloNo ratings yet
- Cronograma Implementación Protocolos MinsalDocument10 pagesCronograma Implementación Protocolos Minsaljoceline reyesNo ratings yet
- Plan de MantenimientoDocument162 pagesPlan de MantenimientoHouston Huan Lu100% (1)
- Informe de PrcticaUdla 2 Juan UrbinaDocument18 pagesInforme de PrcticaUdla 2 Juan UrbinaCesarAntonioConchaNo ratings yet
- Control de Riesgos de Accidentes MayoresDocument314 pagesControl de Riesgos de Accidentes MayoresPanthro ElectronNo ratings yet
- Lineamientos CorporativosDocument36 pagesLineamientos CorporativosHans Federico Kunkel SilvaNo ratings yet
- Guia 1 de LogisticaDocument49 pagesGuia 1 de LogisticaVazquez Cpsi SilviaNo ratings yet
- Procedimiento de Selección, Compra, EntregaDocument4 pagesProcedimiento de Selección, Compra, EntregaOdette Perez0% (1)
- Tesis IngenieriaDocument20 pagesTesis IngenieriaAnonymous dEzx4Ygdw0100% (1)
- Riego en Minería SubterráneaDocument6 pagesRiego en Minería SubterráneaNicole NerhueNo ratings yet
- Normas Iso 14000Document11 pagesNormas Iso 14000abel100% (1)
- Taller Sistema Integrados de GestionDocument6 pagesTaller Sistema Integrados de GestionJorge CarcamoNo ratings yet
- Diseno Bodega de Sustancias Peligrosas PDFDocument15 pagesDiseno Bodega de Sustancias Peligrosas PDFBraulio Atacusí100% (1)
- Política SSOMA V33Document1 pagePolítica SSOMA V33Roberto LobatoNo ratings yet
- FP-G01-Rev. ADocument23 pagesFP-G01-Rev. AGerman Peña PalomaNo ratings yet
- Tarea 09 Hipotesis y Matriz de ConsistenciaDocument4 pagesTarea 09 Hipotesis y Matriz de ConsistenciaBayron AndresNo ratings yet
- Trabajo de Investigación y Desarrollo ES4 20% PDFDocument4 pagesTrabajo de Investigación y Desarrollo ES4 20% PDFtiareNo ratings yet
- Tarea Semana 2 Ignacio - Fernandez - Hig y Seg.Document5 pagesTarea Semana 2 Ignacio - Fernandez - Hig y Seg.KarenNo ratings yet
- Informe Construcción Pozo Apr de Notuco.Document6 pagesInforme Construcción Pozo Apr de Notuco.Juan Manuel ArboledaNo ratings yet
- La Responsabilidad Civil y Penal en Los Accidentes Del TrabajoDocument14 pagesLa Responsabilidad Civil y Penal en Los Accidentes Del TrabajomiguelNo ratings yet
- Tesis 2Document54 pagesTesis 2Ulises MarambiocNo ratings yet
- Matriz FODA Administracion de ProyectosDocument5 pagesMatriz FODA Administracion de ProyectosIngrid FletcherNo ratings yet
- Perfiles de CargosDocument54 pagesPerfiles de CargosArlines CopeteNo ratings yet
- Razon de ConcentracionDocument1 pageRazon de ConcentracionManuel AlejandroNo ratings yet
- Tesis I. Estudio Ergonómico Maquinaria PesadaDocument277 pagesTesis I. Estudio Ergonómico Maquinaria PesadaLeonel OrellanaNo ratings yet
- Informe de Practica FinalDocument45 pagesInforme de Practica FinalMatias Francisco GonzalezNo ratings yet
- Huerta AvanceDocument30 pagesHuerta AvanceJorge MontanoNo ratings yet
- Planta de EmergenciaDocument41 pagesPlanta de EmergenciaAnonymous CcRr4QNo ratings yet
- Guia de Control Rev LT Diseno de Circuitos de Control - Simplificacion de Funciones-2Document25 pagesGuia de Control Rev LT Diseno de Circuitos de Control - Simplificacion de Funciones-2Oscar TimbelaNo ratings yet
- Trabajo Autonomo - Diaz FloresDocument9 pagesTrabajo Autonomo - Diaz FloresJesus DanielNo ratings yet
- Clases de SensoresDocument33 pagesClases de Sensoresrobert cuevasNo ratings yet
- Em Pres AsDocument8 pagesEm Pres Asvictorlv82No ratings yet
- Grado 11 Las Innovaciones TecnologicasDocument14 pagesGrado 11 Las Innovaciones TecnologicasRaul David Marquez GaravitoNo ratings yet
- Fallas de PCDocument32 pagesFallas de PCJorge Luis Carranza LujanNo ratings yet
- Actividades Semana 1 UtelDocument9 pagesActividades Semana 1 Utelcroos420% (1)
- Modelo Semana 3Document20 pagesModelo Semana 3Elvis Ramirez CalzadaNo ratings yet
- PROJECT STANDARDS AND SPECIFICATIONS Fixed Bed Reactors Internals Rev01.en - EsDocument6 pagesPROJECT STANDARDS AND SPECIFICATIONS Fixed Bed Reactors Internals Rev01.en - EsTHAIYEZI DEGREY OVALOS MORENONo ratings yet
- 2da Entrega Vissani MarceloDocument46 pages2da Entrega Vissani MarceloMarcelo VissaniNo ratings yet
- M-Government Desarrollo de Los Servicios de La Administración Pública A Través de Dispositivos Móviles 2016 PDFDocument322 pagesM-Government Desarrollo de Los Servicios de La Administración Pública A Través de Dispositivos Móviles 2016 PDFYudner Tayson Paredes FloresNo ratings yet
- Curso Básico de Sistema de Información GeográficaDocument2 pagesCurso Básico de Sistema de Información GeográficaLuis Garcia FernandezNo ratings yet
- Cluster Arquitectura y AplicacionesDocument16 pagesCluster Arquitectura y AplicacionesFranko Arriaga SkinerylisNo ratings yet
- UNIVERSIDAD DEL CARIBE UNICARIBE ESCUELA DE INFORMATICA. Programa de AsignaturaDocument12 pagesUNIVERSIDAD DEL CARIBE UNICARIBE ESCUELA DE INFORMATICA. Programa de AsignaturaGerardo TejedaNo ratings yet
- Informe Previo 1 InstrumentacionDocument5 pagesInforme Previo 1 InstrumentacionGabriela MoralesNo ratings yet
- Libro Completo Edición FinalDocument305 pagesLibro Completo Edición FinalPedro Da Costa RossellóNo ratings yet
- Fusibles y Disyuntores 1Document12 pagesFusibles y Disyuntores 1oliver_porras_3No ratings yet
- Claro Video Cartelera 26al02Document2 pagesClaro Video Cartelera 26al02Fallen AngelNo ratings yet
- Pistas y VeredasDocument19 pagesPistas y VeredasJose AndresNo ratings yet
- Unidad 9. Teorias Modernas y Contemporaneas.Document7 pagesUnidad 9. Teorias Modernas y Contemporaneas.Luciano SayaNo ratings yet
- Recomendaciones para Los PoctDocument10 pagesRecomendaciones para Los PoctulisessaldiasroaNo ratings yet
- Formato SqaDocument2 pagesFormato Sqaapi-254622685No ratings yet
- Logística - Argus Mejia TrujilloDocument10 pagesLogística - Argus Mejia Trujilloargus mejiaNo ratings yet
- Portafolio HMFDocument6 pagesPortafolio HMFJuan PabloNo ratings yet
- 2014 06 16 - 03 01 03105219 PDFDocument13 pages2014 06 16 - 03 01 03105219 PDFs_barriosNo ratings yet
- ExtintoresDocument3 pagesExtintoreswilmersimbaNo ratings yet
- Antenas FractalesDocument18 pagesAntenas FractalesDanny Arthur Coveñas ChiroqueNo ratings yet
- Doma de Serpientes para NiñosDocument179 pagesDoma de Serpientes para NiñosLuis AybarNo ratings yet
- 04 Lab1 - Ejercicios de PrologDocument58 pages04 Lab1 - Ejercicios de PrologGol D RogerNo ratings yet