You might also like
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- NT-EHS-SOP04 SOP For Communication - EMSDocument3 pagesNT-EHS-SOP04 SOP For Communication - EMSSuraj RawatNo ratings yet
- Complete Guide to Using OKRs for Goal SettingDocument17 pagesComplete Guide to Using OKRs for Goal SettingReynaldo Alonso Jose Gomez100% (1)
- D10414410a PFD Casting Rev 00Document1 pageD10414410a PFD Casting Rev 00Suraj RawatNo ratings yet
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- Practical Data Acquisition for Instrumentation and Control SystemsFrom EverandPractical Data Acquisition for Instrumentation and Control SystemsNo ratings yet
- FMEA analysis of flywheel casting process failuresDocument7 pagesFMEA analysis of flywheel casting process failuresSuraj RawatNo ratings yet
- Digital Now - PresentationDocument210 pagesDigital Now - PresentationAgustanto100% (1)
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- Payroll Management SystemDocument70 pagesPayroll Management Systemaurorashiva1100% (1)
- GeoFans Mud Logging Software IntroductionDocument20 pagesGeoFans Mud Logging Software IntroductiongqzxmNo ratings yet
- ANSYS ThingWorx simulation value IoT digital twinDocument15 pagesANSYS ThingWorx simulation value IoT digital twinnavchakraNo ratings yet
- AAP With LabVIEW - NEW AnimatedDocument102 pagesAAP With LabVIEW - NEW AnimatedMeylin Portocarrero EliasNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- Configure Customer Vendor Integration in S4 HANA Using Business PartnersDocument64 pagesConfigure Customer Vendor Integration in S4 HANA Using Business PartnersRakesh Gupta100% (2)
- Quiz 1 Engineering As A DiscDocument4 pagesQuiz 1 Engineering As A DiscVal Erick Bambalan100% (2)
- Multisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsFrom EverandMultisensor Instrumentation 6σ Design: Defined Accuracy Computer-Integrated Measurement SystemsNo ratings yet
- SAS System: Nilesh Kr. PandeyDocument11 pagesSAS System: Nilesh Kr. Pandeysarath.annapareddyNo ratings yet
- Env Acc EnvDocument52 pagesEnv Acc EnvDini ErtantoNo ratings yet
- Stock Market System DesignDocument38 pagesStock Market System DesignSubham PadhiNo ratings yet
- Auto Reader Proposal To TonyDocument14 pagesAuto Reader Proposal To TonySun LilyNo ratings yet
- Scada: Current State PerspectiveDocument39 pagesScada: Current State PerspectiveravihbtiNo ratings yet
- Product DRDocument8 pagesProduct DRManzoor AnsariNo ratings yet
- ConfluentDocument16 pagesConfluentavilancheeNo ratings yet
- SDN 1Document48 pagesSDN 1mailNo ratings yet
- SAP Data Migration Methodology Using InformaticaDocument28 pagesSAP Data Migration Methodology Using InformaticaKhushbu DaveNo ratings yet
- SQL ServerDocument20 pagesSQL Servervijay_29487No ratings yet
- Streaming Data and Stream Processing With Apache Kafka ™: David Tucker, Director of Partner EngineeringDocument44 pagesStreaming Data and Stream Processing With Apache Kafka ™: David Tucker, Director of Partner EngineeringfransfilastapNo ratings yet
- Real Time Image Processing 5584a92288519Document28 pagesReal Time Image Processing 5584a92288519李力No ratings yet
- Ss Military DSP Value Prop GuideDocument2 pagesSs Military DSP Value Prop GuideLakmal SilvaNo ratings yet
- Optimizing Modern Data LakesDocument2 pagesOptimizing Modern Data Lakesanoopiit2012No ratings yet
- Typical Scada DMS Demo - 11032014Document93 pagesTypical Scada DMS Demo - 11032014wathsiluNo ratings yet
- Optimize Distribution Operations with S.P.I.D.E.R. DMSDocument8 pagesOptimize Distribution Operations with S.P.I.D.E.R. DMSabdulNo ratings yet
- Motadata EMS DatasheetDocument11 pagesMotadata EMS DatasheetAnush BhardwajNo ratings yet
- ITIL V2 - AcronymsDocument8 pagesITIL V2 - AcronymsRodrigo SilvaNo ratings yet
- ScadaDocument23 pagesScadaMrutunjay NalwadNo ratings yet
- Enterprise Resource Planning SystemsDocument36 pagesEnterprise Resource Planning SystemsNawaz RehanNo ratings yet
- ERP Systems Improve Business IntegrationDocument36 pagesERP Systems Improve Business IntegrationHira MazharNo ratings yet
- Historia SapDocument21 pagesHistoria SapLuis MiguelNo ratings yet
- Informatica Hana Integrationjuly2013v4 VT 140408083908 Phpapp01 PDFDocument18 pagesInformatica Hana Integrationjuly2013v4 VT 140408083908 Phpapp01 PDFNitinchandan KumarNo ratings yet
- Advanced Distribution Management System: Operational ConfidenceDocument8 pagesAdvanced Distribution Management System: Operational ConfidenceCamilo LunaNo ratings yet
- Vertica Overview 2020Document7 pagesVertica Overview 2020Jose Angel OropezaNo ratings yet
- ScadaDocument20 pagesScadaMandeep G KashyapNo ratings yet
- WWCA 2019 HQSummit - systemPlatform.2017.WorkshopDocument85 pagesWWCA 2019 HQSummit - systemPlatform.2017.WorkshopTom JonesNo ratings yet
- Accounting Information Systems, 6: Edition James A. HallDocument33 pagesAccounting Information Systems, 6: Edition James A. Hallvhane majellNo ratings yet
- ERP Architecture PresentationDocument39 pagesERP Architecture PresentationanupamkherNo ratings yet
- SPC SomDocument224 pagesSPC SomMatias100% (1)
- I 01 End User ApplicationsDocument13 pagesI 01 End User Applicationsedrian.ranjo.guerrero0916No ratings yet
- 2018 02 08 Whats New in Apache Spark 2 180213220045Document57 pages2018 02 08 Whats New in Apache Spark 2 180213220045shan4u4meNo ratings yet
- CloudyML Mega Combo Course BrochureDocument19 pagesCloudyML Mega Combo Course BrochureNavneet SoniNo ratings yet
- Introducing Amazon Kinesis: Managed Service For Streaming Data Ingestion & ProcessingDocument36 pagesIntroducing Amazon Kinesis: Managed Service For Streaming Data Ingestion & ProcessingNataraju GaddamaduguNo ratings yet
- Network Automation BlueprintDocument46 pagesNetwork Automation BlueprintJaved HashmiNo ratings yet
- 2021 Jan Jul Product Guide LTR WRDocument44 pages2021 Jan Jul Product Guide LTR WRSofiane AouchicheNo ratings yet
- Introduction and Career Opportunities in SAPDocument17 pagesIntroduction and Career Opportunities in SAProshanbelsareNo ratings yet
- Chapter 4 MWDocument37 pagesChapter 4 MWElias HailuNo ratings yet
- Holger Speh Tivoli Pulse 2009 DK TsmreportingDocument55 pagesHolger Speh Tivoli Pulse 2009 DK TsmreportingSABRINE KHNo ratings yet
- Experion SCADA ILMS BrochureDocument4 pagesExperion SCADA ILMS BrochureFredy López VerezaluceNo ratings yet
- How Singapore Is Paving The Way For Global Smart Cities: Sumeet Puri VP, Systems Engineering, InternationalDocument25 pagesHow Singapore Is Paving The Way For Global Smart Cities: Sumeet Puri VP, Systems Engineering, InternationalГоша ЗемлянкоNo ratings yet
- Enterprise Resource Planning SystemsDocument31 pagesEnterprise Resource Planning SystemszeldesamNo ratings yet
- Big Data Analytics For Smart Manufacturing Systems ReportDocument9 pagesBig Data Analytics For Smart Manufacturing Systems Reportkumarveepan958No ratings yet
- OnlineTraining TOSDI Webinar 170711Document16 pagesOnlineTraining TOSDI Webinar 170711Sandro Regis CardosoNo ratings yet
- Stepbystep Data Acqiusition Method PDFDocument91 pagesStepbystep Data Acqiusition Method PDFyaregal limenihNo ratings yet
- Step-by-Step Data Acquisition For Test, Control, and DesignDocument91 pagesStep-by-Step Data Acquisition For Test, Control, and DesignshrinivasrmNo ratings yet
- ExportToDatalakeTransitionsToSynapseLink V 01Document45 pagesExportToDatalakeTransitionsToSynapseLink V 01peej cckNo ratings yet
- Smart Manufacturing & Manufacturing As A Service: Lscm-Information Technologies in LogisticsDocument15 pagesSmart Manufacturing & Manufacturing As A Service: Lscm-Information Technologies in LogisticsVinoth HariNo ratings yet
- ESD -DAY 1-PortalDocument35 pagesESD -DAY 1-PortaldraqulaincNo ratings yet
- Photovoltaic Hybrid Vehicles Lab Development: University of Arkansas at Little RockDocument23 pagesPhotovoltaic Hybrid Vehicles Lab Development: University of Arkansas at Little RockDJ Supreme - دي جي سوبريمNo ratings yet
- Instrumentasi Elektronika: Pengukuran dan Kontrol dengan Sensor, Aktuator dan Sistem Akuisisi DataDocument29 pagesInstrumentasi Elektronika: Pengukuran dan Kontrol dengan Sensor, Aktuator dan Sistem Akuisisi DatamuridNo ratings yet
- Powerlink Advantage: Powerful and Scalable Scada Hmi PlatformDocument8 pagesPowerlink Advantage: Powerful and Scalable Scada Hmi PlatformHung Cuong PhamNo ratings yet
- Cycle Count Process StepsDocument3 pagesCycle Count Process StepsSuraj RawatNo ratings yet
- Time PlotDocument1 pageTime PlotSuraj RawatNo ratings yet
- Fuel Bill Template 3Document1 pageFuel Bill Template 3Suraj RawatNo ratings yet
- Control Plan for Flywheel Assembly CastingDocument24 pagesControl Plan for Flywheel Assembly CastingSuraj RawatNo ratings yet
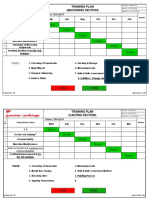
- Training Module and Training SheetDocument6 pagesTraining Module and Training SheetSuraj RawatNo ratings yet
- FT 35 DC D10447340A Setup ApprovalDocument7 pagesFT 35 DC D10447340A Setup ApprovalSuraj RawatNo ratings yet
- In-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Document4 pagesIn-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Suraj RawatNo ratings yet
- Preventive Maintenance SystemDocument3 pagesPreventive Maintenance SystemSuraj RawatNo ratings yet
- Prueba de Hipotesis para MediasDocument6 pagesPrueba de Hipotesis para MediasMarilyn Depaz GomezNo ratings yet
- Push Pull Meter - Act - 1000n PDFDocument7 pagesPush Pull Meter - Act - 1000n PDFSuraj RawatNo ratings yet
- FT 35 DC D10447340A Process SheetDocument7 pagesFT 35 DC D10447340A Process SheetSuraj RawatNo ratings yet
- .Builds Relations: Awards & CitationsDocument15 pages.Builds Relations: Awards & CitationsSuraj RawatNo ratings yet
- Contingency plan for manufacturing operationsDocument1 pageContingency plan for manufacturing operationsSuraj RawatNo ratings yet
- Testing FacilitiesDocument5 pagesTesting FacilitiesSuraj RawatNo ratings yet
- Capacity ManagementDocument2 pagesCapacity ManagementSuraj RawatNo ratings yet
- No. of EmployeesDocument3 pagesNo. of EmployeesSuraj RawatNo ratings yet
- Process Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Document5 pagesProcess Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Suraj RawatNo ratings yet
- Rev 02Document3 pagesRev 02Suraj RawatNo ratings yet
- Rev 03Document5 pagesRev 03Suraj RawatNo ratings yet
- D10414410a PFD Machining Rev 00Document2 pagesD10414410a PFD Machining Rev 00Suraj RawatNo ratings yet
- Process Sheet: Rev. No. 01 (19/10/2015)Document6 pagesProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatNo ratings yet
- Process Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCDocument5 pagesProcess Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCSuraj RawatNo ratings yet
- D10414410a PFD Pattern Rev 00Document1 pageD10414410a PFD Pattern Rev 00Suraj RawatNo ratings yet
- Axiocam 105 Color - User GuideDocument21 pagesAxiocam 105 Color - User GuideSinan ChenNo ratings yet
- WhirlpoolDocument2 pagesWhirlpoolJeffrey DavisNo ratings yet
- WowzaMediaServerPro UsersGuideDocument80 pagesWowzaMediaServerPro UsersGuidemerbywerbyNo ratings yet
- DOORHAN Sectional 750 1200 Fast 750 EngDocument16 pagesDOORHAN Sectional 750 1200 Fast 750 EngAugusto CamposNo ratings yet
- Cellebrite Reader v7.20 Release Notes SummaryDocument9 pagesCellebrite Reader v7.20 Release Notes SummaryHenry Nicolas Caballero TorresNo ratings yet
- Jde GTFree MODataDocument4 pagesJde GTFree MODataRaveRaveNo ratings yet
- I Pu 1.computer OverviewDocument12 pagesI Pu 1.computer OverviewKakashi Hatake100% (2)
- Week10-11-Access Control Models-PoliciesDocument33 pagesWeek10-11-Access Control Models-Policiesmahtab mahtabNo ratings yet
- UAS B InggrisDocument9 pagesUAS B InggrisAstri Irma YunitaNo ratings yet
- STS WiFi (MAR2011v2)Document27 pagesSTS WiFi (MAR2011v2)Hoang NguyenNo ratings yet
- Figure 4-35. Modelsim Altera Starter Edition: Hello World!Document5 pagesFigure 4-35. Modelsim Altera Starter Edition: Hello World!ali alilouNo ratings yet
- NguyễN Phú LộC: Career ObjectiveDocument2 pagesNguyễN Phú LộC: Career ObjectiveNguyễn LộcNo ratings yet
- Labsheet - 5 - InheritanceDocument4 pagesLabsheet - 5 - Inheritancesarah smith0% (2)
- User Guide: 4G LTE Mobile Wi-Fi M7350Document63 pagesUser Guide: 4G LTE Mobile Wi-Fi M7350shahrul shazwanNo ratings yet
- ATILA Finite Element Software Package For The Analysis of 2D and 3D Structures Based On Smart MaterialsDocument2 pagesATILA Finite Element Software Package For The Analysis of 2D and 3D Structures Based On Smart MaterialsTariq MahmoodNo ratings yet
- Google Language RDocument16 pagesGoogle Language RLucia Carlina Puzzar QuinteroNo ratings yet
- Tracer Overview BrochureDocument8 pagesTracer Overview BrochureWoodrow FoxNo ratings yet
- AWL Axes Management (En SW nf0)Document90 pagesAWL Axes Management (En SW nf0)IvanNo ratings yet
- Map Reduce and HadoopDocument39 pagesMap Reduce and HadoopArifa KhadriNo ratings yet
- University courses, research, faculties & Intel scholarshipDocument2 pagesUniversity courses, research, faculties & Intel scholarshipMark EisenbergNo ratings yet
- Computer NetworkingDocument5 pagesComputer NetworkingJINALNo ratings yet
- Graphic Design 2 Final 2016 Study GuideDocument4 pagesGraphic Design 2 Final 2016 Study GuideMeredith GiltnerNo ratings yet
- Normalization: Dr. M. Brindha Assistant Professor Department of CSE NIT, Trichy-15Document47 pagesNormalization: Dr. M. Brindha Assistant Professor Department of CSE NIT, Trichy-15Nimish AgrawalNo ratings yet
- FilelistDocument35 pagesFilelistDionisie DamaschinNo ratings yet
- Quickbooks Update Error 15227Document4 pagesQuickbooks Update Error 15227andrewmoore01No ratings yet
- FIRST User Guide Login HelpDocument10 pagesFIRST User Guide Login HelpMaryamAmiriNo ratings yet