You might also like
- MTS TestSuite™ TW Software Version 4.6 Release Notes - September 2020Document40 pagesMTS TestSuite™ TW Software Version 4.6 Release Notes - September 2020Robin Jun SasakiNo ratings yet
- Dynamic Testing TechniquesDocument54 pagesDynamic Testing TechniquesLuis Montoya100% (1)
- Seismic Simulator Biaxial Dev - 003372Document2 pagesSeismic Simulator Biaxial Dev - 003372EZIO AUDITORENo ratings yet
- Bulk Modulus 1Document17 pagesBulk Modulus 1rocks100% (1)
- Rotary ActuatorsDocument11 pagesRotary Actuatorskadir kayaNo ratings yet
- Electrical DictionaryDocument91 pagesElectrical DictionaryQudratullah EhsanNo ratings yet
- KLA AppNote StrainRateDocument6 pagesKLA AppNote StrainRatep dNo ratings yet
- CM2355 SKF Condition Monitoring EssentialsDocument40 pagesCM2355 SKF Condition Monitoring EssentialsAnonymous 7W8EoaJcGNo ratings yet
- High Precision Position Control of Electro-Hydraulic Servo SystemDocument10 pagesHigh Precision Position Control of Electro-Hydraulic Servo Systemamin342No ratings yet
- Dynamic Vehicle Test 3Document14 pagesDynamic Vehicle Test 3ahmad razaNo ratings yet
- Mts 010184Document56 pagesMts 010184mecambNo ratings yet
- Introduction To Hydraulics: Chapter-1Document51 pagesIntroduction To Hydraulics: Chapter-1KarthikNo ratings yet
- Transducers and Data Aquisition SystemsDocument176 pagesTransducers and Data Aquisition SystemsSHINYNo ratings yet
- Shock Accelerometer Calibration K9525C Datasheet (DS 0053) 2Document2 pagesShock Accelerometer Calibration K9525C Datasheet (DS 0053) 2Phong Lê ĐìnhNo ratings yet
- Ordertracking: Users ManualDocument38 pagesOrdertracking: Users Manualbinh buiNo ratings yet
- Modeling and Simulation of EH SystemsDocument62 pagesModeling and Simulation of EH SystemsAhmedNo ratings yet
- Fluid Mechanics - A. K. Choudhary and Om PrakashDocument98 pagesFluid Mechanics - A. K. Choudhary and Om PrakashRohit ThakurNo ratings yet
- Cumulative Damage Theories - Copy - 2Document10 pagesCumulative Damage Theories - Copy - 2faint27No ratings yet
- Fast-Track Troubleshooter Quick Reference GuideDocument15 pagesFast-Track Troubleshooter Quick Reference GuideScott BobarinoNo ratings yet
- 493 07 Pump InterDocument11 pages493 07 Pump InterAnonymous 4yJ6kHP1100% (1)
- Bulk ModulusDocument4 pagesBulk ModulusBruna MacedoNo ratings yet
- RelazioneDocument21 pagesRelazioneSandeep BhatiaNo ratings yet
- Hydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsDocument7 pagesHydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsMayur ParmarNo ratings yet
- Moog New Tb117Document24 pagesMoog New Tb117Hammad Ali Zaman100% (1)
- HPS Notes of Lecture PDFDocument63 pagesHPS Notes of Lecture PDFsbhalesh100% (2)
- Feedbacks in Hydraulic Servo Systems RydbergDocument21 pagesFeedbacks in Hydraulic Servo Systems Rydbergc1ronNo ratings yet
- Tensile Testing Basics Tips TrendsDocument5 pagesTensile Testing Basics Tips TrendsJonathan Elias MoralesNo ratings yet
- Transducer Basics ModifiedDocument78 pagesTransducer Basics ModifiedAmit RegeNo ratings yet
- Moduldokumentation HydraulicsDocument66 pagesModuldokumentation HydraulicsJordi El MariachetNo ratings yet
- Lecture 0 Appendix Intro Fluid PowerDocument61 pagesLecture 0 Appendix Intro Fluid PowerSAMUEL MAKATANENo ratings yet
- ME 498 - 6 - Nanoindentation and NanoscratchDocument23 pagesME 498 - 6 - Nanoindentation and NanoscratchTt OwnsqqNo ratings yet
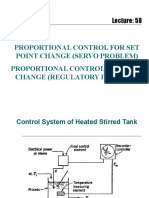
- Proportional Control For Set Point Change (Servo Problem) Proportional Control For Load Change (Regulatory Problem)Document19 pagesProportional Control For Set Point Change (Servo Problem) Proportional Control For Load Change (Regulatory Problem)Imran UnarNo ratings yet
- Measurement and InstrumentationDocument45 pagesMeasurement and Instrumentationsamkous100% (1)
- Hand Tools in BenchworkDocument4 pagesHand Tools in BenchworkmarkvillaplazaNo ratings yet
- HVS 2007Document80 pagesHVS 2007Hector Alberto Garcia LopezNo ratings yet
- Chapter 3 Strength Calculation of JointsDocument76 pagesChapter 3 Strength Calculation of Jointsrobel metiku100% (1)
- Earthquake Resistant Architecture: Presented by Naveen Minj 19122035 P.B.V. Laxman 19122043Document15 pagesEarthquake Resistant Architecture: Presented by Naveen Minj 19122035 P.B.V. Laxman 19122043Ar Shubham JaiswalNo ratings yet
- Hydraulic Fluid - PropertiesDocument7 pagesHydraulic Fluid - Propertiesprajapati1436No ratings yet
- Industrial (Steam) : 26 © 2004 The Trustees of The University of IllinoisDocument21 pagesIndustrial (Steam) : 26 © 2004 The Trustees of The University of IllinoisArini Rizal100% (1)
- Lecture 1 ElectrohydraulicsDocument62 pagesLecture 1 ElectrohydraulicsAhmedNo ratings yet
- S&a Hydraulics Pneumatics 1Document168 pagesS&a Hydraulics Pneumatics 1Xmean Negative100% (1)
- Structural ExamplesDocument85 pagesStructural ExamplesfariasgarciarojasNo ratings yet
- Hawe Prop Directional Spool Valve Type PSLF and PSVF PDFDocument4 pagesHawe Prop Directional Spool Valve Type PSLF and PSVF PDFY.EbadiNo ratings yet
- Oil (Your Hidden Asset)Document17 pagesOil (Your Hidden Asset)jorge campos100% (1)
- Ficha Tecnica SentronicDocument14 pagesFicha Tecnica SentronicKarolay VelitoNo ratings yet
- Structural Degrees of FreedomDocument24 pagesStructural Degrees of FreedomJibrilNo ratings yet
- Lesson 3 - Hydraulic PumpDocument10 pagesLesson 3 - Hydraulic PumppowertrainlNo ratings yet
- CH-2 Basics of ControllersDocument14 pagesCH-2 Basics of ControllersSatya Sai Babu Yeleti100% (1)
- CH. 1 SignalsDocument29 pagesCH. 1 SignalsSohini ChakrabortyNo ratings yet
- Servo ValveDocument7 pagesServo Valveapi-348629909No ratings yet
- Physical Properties of Hydraulic FluidsDocument30 pagesPhysical Properties of Hydraulic FluidsSoheilDarvishMotavalli100% (1)
- UNIT-II - 2.servo, Hydraulics and PneumaticsDocument33 pagesUNIT-II - 2.servo, Hydraulics and PneumaticsSgsksbskxvxk100% (1)
- Me8694 - Hydraulics and Pneumatics: Arulprakasam G Assistant Professor Dept - Of.mech - Engg., Kit-CbeDocument12 pagesMe8694 - Hydraulics and Pneumatics: Arulprakasam G Assistant Professor Dept - Of.mech - Engg., Kit-CbeArul Prakasam GNo ratings yet
- Lecture 1 - Fluid Power - An Introduction PDFDocument40 pagesLecture 1 - Fluid Power - An Introduction PDFbmdbmdbmd100% (1)
- Introduction To Control Valves: Fluid Mechanics, Hydraulics & PneumaticsDocument25 pagesIntroduction To Control Valves: Fluid Mechanics, Hydraulics & Pneumaticsshahzaibkhan ccpNo ratings yet
- Rexroth Solutions and Components For RailwayDocument16 pagesRexroth Solutions and Components For RailwayxxshNo ratings yet
- Sensor Selector Guide Industrial 551814 enDocument19 pagesSensor Selector Guide Industrial 551814 enALEXSANDRONo ratings yet
- Statics of Rigid Bodies: Chapter 1: Introduction To MechanicsDocument17 pagesStatics of Rigid Bodies: Chapter 1: Introduction To MechanicsRyan Philip CatapangNo ratings yet
- Physics First TopicDocument11 pagesPhysics First TopicRj TorresNo ratings yet
- Formulae - 2Document35 pagesFormulae - 2A.BensonNo ratings yet
- Star CCM+ Over ViewDocument1 pageStar CCM+ Over ViewlukhmanNo ratings yet
- Redbus Ticket - TN9M22041239 PDFDocument2 pagesRedbus Ticket - TN9M22041239 PDFlukhmanNo ratings yet
- Turbulence - Concept & Modelling: M. Mohamed Lukhman & V. RahulDocument26 pagesTurbulence - Concept & Modelling: M. Mohamed Lukhman & V. RahullukhmanNo ratings yet
- Redbus Ticket - TN9M22041239 PDFDocument2 pagesRedbus Ticket - TN9M22041239 PDFlukhmanNo ratings yet
- Water Colored Splashes PowerPoint TemplateDocument36 pagesWater Colored Splashes PowerPoint TemplateAna Carmela DomingoNo ratings yet
- Turbulence SummaryDocument11 pagesTurbulence SummarylukhmanNo ratings yet
- Flow and Thermal Analysis On The FUMEX: 2) Fumex & Domex Exhaust FansDocument5 pagesFlow and Thermal Analysis On The FUMEX: 2) Fumex & Domex Exhaust FanslukhmanNo ratings yet
- Practical Work - Manufacturing of Laminates.: 7.1 Steps Involved in VARTM ProcessDocument4 pagesPractical Work - Manufacturing of Laminates.: 7.1 Steps Involved in VARTM ProcesslukhmanNo ratings yet
- Star CCM+: 3D-CAD ModelerDocument4 pagesStar CCM+: 3D-CAD ModelerlukhmanNo ratings yet
- To Draw A Circle PDFDocument1 pageTo Draw A Circle PDFlukhmanNo ratings yet
- cd3380 PDFDocument24 pagescd3380 PDFAriel Visperas VeloriaNo ratings yet
- How To Present A Paper - Speaker GuideDocument9 pagesHow To Present A Paper - Speaker GuideCallighanNo ratings yet
- Diesel Exhaust Gas AftertreatmentDocument16 pagesDiesel Exhaust Gas AftertreatmentlukhmanNo ratings yet
- A Technical Note On Recent Trends in The Worldwide Car Fabricating Industry and Suggestions For Developing NationsDocument11 pagesA Technical Note On Recent Trends in The Worldwide Car Fabricating Industry and Suggestions For Developing NationslukhmanNo ratings yet
- Lesson PlanDocument6 pagesLesson PlanlukhmanNo ratings yet
- Composite CareersDocument4 pagesComposite CareerslukhmanNo ratings yet
- Trials 11Document1 pageTrials 11lukhmanNo ratings yet
- Composite CareersDocument4 pagesComposite CareerslukhmanNo ratings yet
- Kemodel PDFDocument20 pagesKemodel PDFlukhmanNo ratings yet
- A TrialDocument1 pageA TriallukhmanNo ratings yet
- SyllabusDocument2 pagesSyllabuslukhmanNo ratings yet
- Paper To Talk - OriginalDocument6 pagesPaper To Talk - OriginalVasu KodagantiNo ratings yet
- Dave Regis - Ten Steps To Learn Chess Tactics and Combinations - Short, Violent Games of Chess, Organised by Theme 2010Document80 pagesDave Regis - Ten Steps To Learn Chess Tactics and Combinations - Short, Violent Games of Chess, Organised by Theme 2010Grigore Nicolae Petre100% (2)
- Wall Y+strategy For Dealing With Wall Bounded Turbulents Flows PDFDocument6 pagesWall Y+strategy For Dealing With Wall Bounded Turbulents Flows PDFmatteo_1234No ratings yet
- Trial Trial TrialDocument1 pageTrial Trial TriallukhmanNo ratings yet
- TrialDocument1 pageTriallukhmanNo ratings yet
- TESTDocument1 pageTESTlukhmanNo ratings yet
- TEST TestDocument1 pageTEST TestlukhmanNo ratings yet
- Muhannad Evidence 1 Contemporary PresentationDocument24 pagesMuhannad Evidence 1 Contemporary PresentationMuhannad LallmahamoodNo ratings yet
- Libel Vs SlanderDocument5 pagesLibel Vs SlanderAldone John SantosNo ratings yet
- Admission Notice: Vallabhbhai University, MandiDocument1 pageAdmission Notice: Vallabhbhai University, Mandianonymous accountNo ratings yet
- Serrano de Agbayani Vs PNB - DigestDocument2 pagesSerrano de Agbayani Vs PNB - DigestG Ant Mgd100% (1)
- Rosevelt ScottDocument3 pagesRosevelt ScottsamtlevinNo ratings yet
- Data Loss Prevention (Vontu) Customer Community (Ask Amy) : Archiving IncidentsDocument3 pagesData Loss Prevention (Vontu) Customer Community (Ask Amy) : Archiving IncidentsatiffitaNo ratings yet
- Unit-4 Cloud ComputingDocument42 pagesUnit-4 Cloud ComputingBella SNo ratings yet
- User Man Eng Af03gt v7 r1Document84 pagesUser Man Eng Af03gt v7 r1l1f3b00kNo ratings yet
- Case No. 83-3Document3 pagesCase No. 83-3angelo macatangayNo ratings yet
- Sample Assignment Name: Matrix No: CompanyDocument20 pagesSample Assignment Name: Matrix No: CompanynurainNo ratings yet
- Adjusting Entries For Merchandising (4 Step) : Merchandising Concern Manufacturing ConcernDocument1 pageAdjusting Entries For Merchandising (4 Step) : Merchandising Concern Manufacturing ConcernyzaNo ratings yet
- Domestic ViolenceDocument27 pagesDomestic Violenceparvinshaikh9819No ratings yet
- Q. 1 What Do You Understand by "Tort" ? Can You Give A Comprehensive Definition of Tort ? Discuss Essential Characteristics of TortDocument19 pagesQ. 1 What Do You Understand by "Tort" ? Can You Give A Comprehensive Definition of Tort ? Discuss Essential Characteristics of Tortnitu sharmaNo ratings yet
- Civil Docket - Larson v. Perry (Dorland) ("Bad Art Friend")Document20 pagesCivil Docket - Larson v. Perry (Dorland) ("Bad Art Friend")x2478No ratings yet
- Lupang Hinirang - WikipediaDocument46 pagesLupang Hinirang - WikipediaYmeri ResonableNo ratings yet
- L5M4 New PaperDocument9 pagesL5M4 New PaperibraokelloNo ratings yet
- Black MoneyDocument5 pagesBlack MoneySaanvi GuptaNo ratings yet
- Ting Vs Central Bank of The PhilippinesDocument6 pagesTing Vs Central Bank of The PhilippinesRelmie TaasanNo ratings yet
- General Process Audit QuestionsDocument8 pagesGeneral Process Audit QuestionsTracy TreacherNo ratings yet
- Elvis Presley PPM Article 44 55 - A Case of Disabling Head TraumaDocument14 pagesElvis Presley PPM Article 44 55 - A Case of Disabling Head TraumaJustin100% (1)
- Chapter 3 BOND VALUATIONDocument2 pagesChapter 3 BOND VALUATIONBrandon LumibaoNo ratings yet
- Trust and Reliability: Chap 6Document24 pagesTrust and Reliability: Chap 6Zain AliNo ratings yet
- Appendix Master C1D VisaDocument6 pagesAppendix Master C1D VisaJared YehezkielNo ratings yet
- Impropriety of JudgesDocument8 pagesImpropriety of JudgesPrincess Ruksan Lawi SucorNo ratings yet
- Semiconductor FundamentalsDocument18 pagesSemiconductor FundamentalsromfernNo ratings yet
- 5 PDFDocument116 pages5 PDFSaranshNinaweNo ratings yet
- Business Comments Summer 2015Document28 pagesBusiness Comments Summer 2015Julie Johnston SabbaghNo ratings yet
- TC1848 OmniPCX Enterprise Installation Procedure For Version J1.410.60 en Ed02Document44 pagesTC1848 OmniPCX Enterprise Installation Procedure For Version J1.410.60 en Ed02Asnake TegenawNo ratings yet
- Manual Survey Pro For RangerDocument337 pagesManual Survey Pro For RangerIni ChitozNo ratings yet
- उच्चत्तर शिक्षा शिभाग शिक्षा मंत्रालय भारत सरकार के तहत एक स्वायत्त संगठन ( (An Autonomous Organization under the Department of Higher Education, Ministry of Education, Government of India)Document1 pageउच्चत्तर शिक्षा शिभाग शिक्षा मंत्रालय भारत सरकार के तहत एक स्वायत्त संगठन ( (An Autonomous Organization under the Department of Higher Education, Ministry of Education, Government of India)DivyanshNo ratings yet