You might also like
- Intechopen Lag, Constant and Decay ReleaseDocument14 pagesIntechopen Lag, Constant and Decay ReleaseChigozie Francolins UzohNo ratings yet
- Journal of Coating Technology and ResearchDocument16 pagesJournal of Coating Technology and ResearchChigozie Francolins UzohNo ratings yet
- BKCS 11444 RevDocument13 pagesBKCS 11444 RevChigozie Francolins UzohNo ratings yet
- Improved Prediction of Alkyd Reactors Viainfrequent-Delayed ObservationsDocument9 pagesImproved Prediction of Alkyd Reactors Viainfrequent-Delayed ObservationsChigozie Francolins UzohNo ratings yet
- Final IBR Report StoneDocument4 pagesFinal IBR Report StoneChigozie Francolins UzohNo ratings yet
- Colloids and Surfaces B: BiointerfacesDocument9 pagesColloids and Surfaces B: BiointerfacesChigozie Francolins UzohNo ratings yet
- Mbanyeude Chidera Swansea Lor 2Document1 pageMbanyeude Chidera Swansea Lor 2Chigozie Francolins UzohNo ratings yet
- 1 s2.0 S0300944011000713 MainDocument9 pages1 s2.0 S0300944011000713 MainChigozie Francolins UzohNo ratings yet
- Biodiesel AICHEDocument8 pagesBiodiesel AICHEChigozie Francolins UzohNo ratings yet
- Machine Learning Machine Learning in Chemical Industry N Chemical IndustryDocument4 pagesMachine Learning Machine Learning in Chemical Industry N Chemical IndustryPriyaprasad PandaNo ratings yet
- Electrocoagulation OptimizationDocument10 pagesElectrocoagulation OptimizationChigozie Francolins UzohNo ratings yet
- Ataei J Coat Technol ResearchDocument10 pagesAtaei J Coat Technol ResearchChigozie Francolins UzohNo ratings yet
- Productionandcharacterizationof Controlled Release Urea Using Biopolymerand Geopolymeras Coating MaterialsDocument31 pagesProductionandcharacterizationof Controlled Release Urea Using Biopolymerand Geopolymeras Coating MaterialsChigozie Francolins UzohNo ratings yet
- Effect of Modal Parameters On Both Delay-Independent and Global Stability of Turning ProcessDocument10 pagesEffect of Modal Parameters On Both Delay-Independent and Global Stability of Turning ProcessChigozie Francolins UzohNo ratings yet
- Self-Cured Alkyd Resin Using Non-Drying Avocado Seed Oil As A Material of Regenerative ResourceDocument9 pagesSelf-Cured Alkyd Resin Using Non-Drying Avocado Seed Oil As A Material of Regenerative ResourceChigozie Francolins UzohNo ratings yet
- Improved Prediction of Alkyd Reactors Viainfrequent-Delayed ObservationsDocument9 pagesImproved Prediction of Alkyd Reactors Viainfrequent-Delayed ObservationsChigozie Francolins UzohNo ratings yet
- Studies On Copra Oil Self-Cured Ester As A Sustainable Material For Surface CoatingsDocument24 pagesStudies On Copra Oil Self-Cured Ester As A Sustainable Material For Surface CoatingsChigozie Francolins UzohNo ratings yet
- Studies On Copra Oil Self-Cured Ester As A Sustainable Material For Surface CoatingsDocument24 pagesStudies On Copra Oil Self-Cured Ester As A Sustainable Material For Surface CoatingsChigozie Francolins UzohNo ratings yet
- Che 321 Lecture Note PDFDocument78 pagesChe 321 Lecture Note PDFChigozie Francolins UzohNo ratings yet
- Encapsulation of Urea With Alkyd Resin-Starch Membranes Forcontrolled N2release: Synthesis, Characterization, Morphology Andoptimum N2releaseDocument10 pagesEncapsulation of Urea With Alkyd Resin-Starch Membranes Forcontrolled N2release: Synthesis, Characterization, Morphology Andoptimum N2releaseChigozie Francolins UzohNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Alkyl Halide and Aryl HalideDocument43 pagesAlkyl Halide and Aryl HalideShivanshi0950% (2)
- Graphene Oxide Physics and Applications PDFDocument161 pagesGraphene Oxide Physics and Applications PDFSebastian Guajardo De CelisNo ratings yet
- (@aakash - Test - PDFS) All Name Reaction One ShotDocument101 pages(@aakash - Test - PDFS) All Name Reaction One ShotSohil SharmaNo ratings yet
- Chemical Equilibrium Practice Examples ExplainedDocument30 pagesChemical Equilibrium Practice Examples Explainedkennethleo69No ratings yet
- Hazop ExampleDocument2 pagesHazop ExampleMARCOPOLO24No ratings yet
- Semester Iv Medicinal Chemistry I (BP402TP) Multiple Choice QuestionsDocument37 pagesSemester Iv Medicinal Chemistry I (BP402TP) Multiple Choice Questionsvaibhavi mali100% (1)
- Ac 506Document3 pagesAc 506HirenNo ratings yet
- SLO's Based Question Chem XIDocument5 pagesSLO's Based Question Chem XISingularityNo ratings yet
- Physical Science Grade 12 Definitions Paper 2 Free StateDocument114 pagesPhysical Science Grade 12 Definitions Paper 2 Free StateKenneth100% (1)
- Corrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewDocument11 pagesCorrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewMisael Pierre Possi FloresNo ratings yet
- Understanding Rate Expressions and Reaction Mechanisms (HLDocument16 pagesUnderstanding Rate Expressions and Reaction Mechanisms (HLThanya Helena JasinskaNo ratings yet
- Week 3Document63 pagesWeek 3anon_807224904No ratings yet
- 2020 WTS 12 Rate of ReactionDocument55 pages2020 WTS 12 Rate of ReactionThabelo NgwenyaNo ratings yet
- Doi 10.1515 - 9783110692914 002 Joint Polish German Crystallographic Meeting February 24â - 27 2020 WrocÅ - Aw Poland - PosterDocument60 pagesDoi 10.1515 - 9783110692914 002 Joint Polish German Crystallographic Meeting February 24â - 27 2020 WrocÅ - Aw Poland - PosterCorcaci April-DianaNo ratings yet
- Narayana 06 06 2022 OUTGOING SR JEE MAIN MODEL GTM 6 QP FINALDocument20 pagesNarayana 06 06 2022 OUTGOING SR JEE MAIN MODEL GTM 6 QP FINALShreyas VedantiNo ratings yet
- Experiment 9 Alkenes From Alcohols Analysis of A Mixture by Gas ChromatographyDocument8 pagesExperiment 9 Alkenes From Alcohols Analysis of A Mixture by Gas ChromatographyBbbbb100% (1)
- Viva Questions On Titrations XIIDocument3 pagesViva Questions On Titrations XIIWade Wilson100% (1)
- Coordination Chemistry Reviews Volume 249 Issue 17-18 2005 (Doi 10.1016/j.ccr.2005.02.002) Remy Van Gorkum Elisabeth Bouwman - The Oxidative Drying of Alkyd Paint Catalysed by Metal ComplexesDocument20 pagesCoordination Chemistry Reviews Volume 249 Issue 17-18 2005 (Doi 10.1016/j.ccr.2005.02.002) Remy Van Gorkum Elisabeth Bouwman - The Oxidative Drying of Alkyd Paint Catalysed by Metal ComplexesSarah SandsNo ratings yet
- Chemical ReactionDocument9 pagesChemical Reactionapi-235404570No ratings yet
- ETHYLBENZENEDocument19 pagesETHYLBENZENEolaNo ratings yet
- ChemistryDocument7 pagesChemistryAldrin Yuri MatutinaNo ratings yet
- Safe Practices For The Production of Nitrous Oxide From Ammonium NitrateDocument23 pagesSafe Practices For The Production of Nitrous Oxide From Ammonium NitrateWrig PrajapatiNo ratings yet
- Grade 9 Science Exam Prep GuideDocument15 pagesGrade 9 Science Exam Prep GuideBekki VanderlendeNo ratings yet
- Koutecky-Levich Plots in Charge-Transfer Mechanism DiagnosesDocument7 pagesKoutecky-Levich Plots in Charge-Transfer Mechanism DiagnosesAnonymous hkDxd8LNo ratings yet
- Chemical Study of Organic-HF Blends Leads To Improved FluidsDocument4 pagesChemical Study of Organic-HF Blends Leads To Improved FluidsAymen KASMINo ratings yet
- Name Reactions-II PDFDocument32 pagesName Reactions-II PDFEstanislao Amadeo Avogadro100% (1)
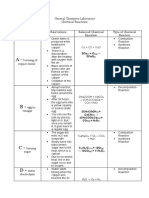
- General Chemistry Laboratory Chemical Reactions Results: Reaction Observations Balanced Chemical Equation Type of Chemical ReactionDocument2 pagesGeneral Chemistry Laboratory Chemical Reactions Results: Reaction Observations Balanced Chemical Equation Type of Chemical ReactionArianeNo ratings yet
- Development of Forced Degradation and Stability Indicating Studies of Drugs-A Review PDFDocument7 pagesDevelopment of Forced Degradation and Stability Indicating Studies of Drugs-A Review PDFtristanprNo ratings yet
- Enzymes ...Document13 pagesEnzymes ...Glen MangaliNo ratings yet
- Report On Reaction Mechanisms in Toxicology: Insilicotox ProjectDocument29 pagesReport On Reaction Mechanisms in Toxicology: Insilicotox ProjectBassel AlshamiNo ratings yet