You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Corrosion Performance of The Plasma Nitrided 316L Stainless SteelDocument6 pagesCorrosion Performance of The Plasma Nitrided 316L Stainless Steelo_l_0No ratings yet
- Performance of Permanent Metal Railing Systems and Rails For BuildingsDocument5 pagesPerformance of Permanent Metal Railing Systems and Rails For Buildingso_l_0No ratings yet
- On The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless SteelDocument4 pagesOn The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless Steelo_l_0No ratings yet
- D 7857 - 16Document6 pagesD 7857 - 16o_l_0No ratings yet
- Corrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl SolutionsDocument15 pagesCorrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl Solutionso_l_0No ratings yet
- Xenon Arc Exposure Test With Enhanced Light and Water Exposure For Transportation CoatingsDocument10 pagesXenon Arc Exposure Test With Enhanced Light and Water Exposure For Transportation Coatingso_l_0No ratings yet
- Tapping Screw Performance Specifications: Greenslade & Company, IncDocument22 pagesTapping Screw Performance Specifications: Greenslade & Company, Inco_l_0No ratings yet
- Standard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope HardnessDocument21 pagesStandard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope Hardnesso_l_0No ratings yet
- Production and Evaluation of Field Metallographic Replicas: Standard Practice ForDocument6 pagesProduction and Evaluation of Field Metallographic Replicas: Standard Practice ForGonzalo TelleríaNo ratings yet
- Material Preparation Diamond Polishing Suspensions and PastesDocument8 pagesMaterial Preparation Diamond Polishing Suspensions and Pasteso_l_0No ratings yet
- Precidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening SteelDocument3 pagesPrecidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening Steelo_l_0No ratings yet
- Astm e 1346 - 90 R00Document3 pagesAstm e 1346 - 90 R00o_l_0No ratings yet
- Astm E2014Document7 pagesAstm E2014o_l_0No ratings yet
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0No ratings yet
- Astm F 584 - 87 R99Document7 pagesAstm F 584 - 87 R99o_l_0No ratings yet
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0No ratings yet
- Screw Point TypesDocument2 pagesScrew Point TypesAndres Byke SepulvedaNo ratings yet
- Data Sheet RWL34 PDFDocument4 pagesData Sheet RWL34 PDFo_l_0No ratings yet
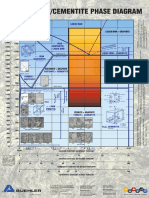
- Fe-C Buehler PDFDocument1 pageFe-C Buehler PDFo_l_0No ratings yet
- BS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFDocument11 pagesBS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFo_l_0No ratings yet
- Astm F 528 - 99Document7 pagesAstm F 528 - 99o_l_0No ratings yet
- Astm D 2336 - 99Document4 pagesAstm D 2336 - 99o_l_0No ratings yet
- Astm E2014Document7 pagesAstm E2014o_l_0No ratings yet
- (British Standards Institution) Fire Detection andDocument42 pages(British Standards Institution) Fire Detection andMauro MLRNo ratings yet
- Astm D 828 - 97 R02 PDFDocument7 pagesAstm D 828 - 97 R02 PDFo_l_0No ratings yet
- Astm D 3301 - 00 PDFDocument5 pagesAstm D 3301 - 00 PDFo_l_0No ratings yet
- Astm D 2988 - 96Document3 pagesAstm D 2988 - 96o_l_0No ratings yet
- Astm D 4313 - 03Document2 pagesAstm D 4313 - 03o_l_050% (2)
- Astm D 2570 - 96 R02Document7 pagesAstm D 2570 - 96 R02o_l_0No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Copeland Cr28k6 PFV Recip Compressor Technical Specifications2Document1 pageCopeland Cr28k6 PFV Recip Compressor Technical Specifications2PerezNo ratings yet
- Tally Erp 9.0 Material Control Centre in Tally Erp 9.0Document27 pagesTally Erp 9.0 Material Control Centre in Tally Erp 9.0Raghavendra yadav KMNo ratings yet
- IM KR180A E 4thDocument80 pagesIM KR180A E 4thbatizap batizapNo ratings yet
- Rftmdc6a PDFDocument17 pagesRftmdc6a PDFShakeebNo ratings yet
- As BuiltDocument12 pagesAs BuiltAnurag PandeyNo ratings yet
- 2003-20 Communication Plan AttachmentDocument6 pages2003-20 Communication Plan Attachmentapi-3731879No ratings yet
- PPTDocument22 pagesPPTMuhamMad TaufikNo ratings yet
- QC of Continuous Flight Auger PilesDocument1 pageQC of Continuous Flight Auger Pilesnischal_babuNo ratings yet
- H Molecule. The First Problem They Considered Was The Determination of The Change inDocument2 pagesH Molecule. The First Problem They Considered Was The Determination of The Change inDesita KamilaNo ratings yet
- DC Rectifier - OrionDocument12 pagesDC Rectifier - OrionLimbagaNo ratings yet
- H Beam Load Bearing CalculationDocument31 pagesH Beam Load Bearing CalculationMuhammad Attiq Ur RahmanNo ratings yet
- TR33 0298Document4 pagesTR33 0298N ANo ratings yet
- HSE-Acoustic & Fire DoorsDocument6 pagesHSE-Acoustic & Fire DoorsInterior ProjectsNo ratings yet
- Rainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing EngineersDocument8 pagesRainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing Engineers185412No ratings yet
- Komatsu PC200LC-6Document12 pagesKomatsu PC200LC-6Collin Corp100% (2)
- Resume AkuDocument4 pagesResume AkukeylastNo ratings yet
- Boiling MechanismDocument16 pagesBoiling MechanismherawanadifNo ratings yet
- NPT Thread Dimensions PDFDocument1 pageNPT Thread Dimensions PDFRamnandan MahtoNo ratings yet
- Amyuni PDF ConverterDocument22 pagesAmyuni PDF ConverterMikeyarnoldNo ratings yet
- PQP FormatDocument10 pagesPQP FormatMichael TeoNo ratings yet
- Am 3517Document221 pagesAm 3517mudit9_mNo ratings yet
- Understand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaDocument168 pagesUnderstand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaChiTownITNo ratings yet
- CM6 Combined 2013Document154 pagesCM6 Combined 2013مسعد مرزوقىNo ratings yet
- Kata Loge 128Document312 pagesKata Loge 128Anonymous O5F8rZYuboNo ratings yet
- Carbon Regeneration KilnsDocument3 pagesCarbon Regeneration KilnsLuis LabradorNo ratings yet
- LY IR9000 BGA Rework Station User GuideDocument4 pagesLY IR9000 BGA Rework Station User GuidemariabaccaroNo ratings yet
- The Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersDocument20 pagesThe Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersMuhammad FatchurroziNo ratings yet
- Torre Sauter 0 - 5 - 320 - 025 - 4 PDFDocument27 pagesTorre Sauter 0 - 5 - 320 - 025 - 4 PDFGuiNo ratings yet
- 10 Famous Shipping Canals of The WorldDocument7 pages10 Famous Shipping Canals of The Worldparth_upadhyay_1No ratings yet
- Wave Load Calculation in Transitional Water (Prototype)Document1 pageWave Load Calculation in Transitional Water (Prototype)pradewoNo ratings yet