WELDING RESEARCH
SUPPLEMENT TO THE WELDING JOURNAL, FEBRUARY 2002
Sponsored by the American Welding Society and the Welding Research Council
Design-of-Experiments Study to Examine
the Effect of Polarity on Stud Welding
An investigation of the factors that influence the quality of short duration
drawn arc stud welding of steels
BY S. RAMASAMY, J. GOULD, AND D. WORKMAN
ABSTRACT. A study was conducted to sulted in greater heating of the substrate ductivity) and adaptability to automation.
evaluate the robustness of the arc stud sheet that, in turn, should improve weld Manufacturers are able to address many
welding process as applied to a range of quality. Again, with the exception of the of the cost reduction targets by use of
uncoated and galvanized sheets. Within shear tests, this was not reflected in the drawn arc stud welding, but the quality
this study, a range of process, manufac- various mechanical tests. and reproducibility of such stud welds
turing, and materials variables were in- Of the various mechanical tests con- have historically been a concern. This is
vestigated including type of stud coating, ducted, the shear test appeared to be particularly true in safety-critical applica-
level of collet wear, polarity of the stud, most sensitive to actual variations in weld tions. Over the years, improvements have
type of power supply used, design of the quality. This test appeared sensitive to been made to increase the reliability of
welding stud, thickness of the substrate both changes in geometry, as well as the stud welding process. These improve-
sheet, presence of any surface oils, and changes in weld quality. It is believed that ments have included the use of improved
coating condition of the steel. since the shear test, by design, loads the power supplies, as well as the application
Measures of weld quality in this study entire weld interface area, it is more rep- of more precise motion welding heads.
included shear, tensile, torsion, and bend resentative of the range of internal weld However, the automotive market, which
testing. Some metallographic support quality concerns revealed in the metallo- already has preconceived notions about
work was also done. graphic examinations. The other tests, by the stud welding process, is not fully uti-
Given the wide range of variables for design, preferentially load only the pe- lizing these technologies.
study and ways of evaluating weld quality, riphery of the joint, and tend to be domi- Many of the quality concerns tradi-
a design-of-experiments (DoE) approach nated by geometric effects. tionally associated with drawn arc stud
was used. A 32-trial design was selected welding have to do with inconsistencies in
that covered eight factors for study (in- Introduction stud welding variables. These include
cluding one three-level factor, sheet coat- variables inherent to the process (weld
ing condition) and four destructive qual - Drawn arc stud welding is a well- current, weld time, arc voltage, plunge
ity measures. Results were analyzed using established process for attaching studs to depth, etc.), as well as more general man-
statistical techniques to yield a series of a variety of material thicknesses and coat- ufacturing variables (sheet cleanliness,
process robustness plots. ing combinations in automotive construc- joint geometry, etc.) that directly affect
Results indicated geometry effects tion. The application of arc stud welding weld performance. Acceptance of stud
dominated weld performance in the de- is consistent with new automotive designs welding as a reliable, capable process is
structive tests. Most notably, larger studs and manufacturing strategies that contin- now dependent on understanding the ef-
and thicker sheets provided the best per- ually focus on ways to reduce costs. This fects of these variables. Of particular in-
formance. This was, to some degree, con- is provided by a combination of short terest is the sensitivity of the process to
trary to the metallographic examinations, cycle time for stud attachment (high pro- variations in each factor.
which suggested the larger studs had A study was conducted specifically to
greater levels of internal porosity and address how the drawn arc stud welding
poorer weld interface integrity. Appar- process is affected by variations in a range
ently, the geometric effect outweighed of process and manufacturing variables.
the metallurgical effect. The metallo- KEY WORDS In this study, a wide range of factors was
graphic examinations suggested that investigated. Due to the large number of
using a stud-negative configuration re- Arc Stud Welding variables and the need to understand in-
Metallography teractions between them, a design-of-
Coated Steel experiments (DoE) approach was used
S. RAMASAMY is Manager of the Joint Devel- Weld Interface (Refs. 1–3). A 32-trial, fractional factor-
opment Group at Emhart Fastening Teknolo- Automotive ial DoE was used to examine eight
gies, Mt. Clemens, Mich. J. GOULD is Lead
Research Engineer, and D. WORKMAN is Re- process, manufacturing, and material fac-
search Engineer, Edison Welding Institute, tors. Ranges of different quality mea-
Columbus, Ohio. sures were also employed as dependent
WELDING JOURNAL 19-S
WELDING RESEARCH
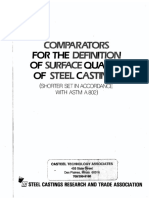
Fig. 1 — Macrograph of stud weld, Zn-coated Fig. 2 — Macrograph of stud weld, Cu-coated Fig. 3 — Macrograph of stud weld, Zn-coated
stud, stud positive, new collet TRANSREC stud, stud positive, used collet, TRANSREC stud, stud positive, used collet, TRANSREC
power, T5 stud, 1.4-mm HDG sheet with light power, T5 stud, 0.7-mm EG sheet with light oil power, T5 stud, 1.4-mm EG sheet with light oil
oil coating. coating. coating.
Fig. 4 — Macrograph of stud weld, Zn-coated Fig. 5 — Macrograph of stud weld, Cu-coated Fig. 6 — Macrograph of stud weld, Cu-coated
stud, stud negative, used collet, TMP power, stud, stud negative, used collet, TRANSREC stud, stud positive, used collet, TRANSREC
large flange stud, 1.4-mm EG sheet with light power, large flange stud, 1.4-mm HDG sheet power, T5 stud, 1.4-mm EG sheet with light oil
oil coating. with light oil coating. coating.
factors. Results from this experiment Power type.Two types of power sources Welding Trials and Mechanical Testing
have been analyzed and used to infer fac- were investigated. Transformer rectifier
tors most critical to the process, as well as (commonly referred to as TRANSREC Optimized welding parameters based
to make assessments of the utility of each and the multiprogrammer (commonly re- on prior knowledge were used to make
different quality measure. ferred to as TMP), which is a switching the weld samples. Fifty welds for each run
mode power supply (SMPS) — also re- of the DoE were made for subsequent
Experimental Procedure ferred to an inverter-type power supply. testing.
Surface oil. The effect of oil on the sheet Testing of the welds was conducted on
Preparation of the DOE was examined, comparing a relatively clean the appropriate testing equipment. Ten
sheet with no stamping oil and a sheet with samples were tested for each metric from
The following variables and levels a light coating of stamping oil. each run in the DoE. Shear tests were
were selected for examination: The metrics (or responsible variables) conducted using a fixture to minimize
Polarity of the machine. Levels for this used to compare the welding processes bending and place the welds in pure
variable included both stud positive and were tensile strength, shear strength, shear. Tensile tests were conducted using
stud negative configurations. torque to failure, and bending angle to a fixture designed to rigidly hold the sheet
Material coating. Three material coat- failure. In addition, metallographic sam- and place the weld in pure tension.
ings were included. These covered bare, ples of a stud from each of the trials were Torque testing was conducted using a
electrogalvanized (EG) 60G/60G, and examined to help understand the results standard torque wrench. A bending test
hot-dipped galvanized (HDG) 70G/70G of the trials. was developed to bend the sample until
steels. A 32-trial DoE was selected. This de- the weld cracked. The resulting angle of
Material thickness. Two material thick- sign allowed identification of all main ef- bend to failure was then measured and
nesses 0.7 mm (0.027 in.) and 1.4 mm fects, although some two-factor interac- recorded as data.
(0.055 in.) were included. tions were confounded. To maximize the
Stud design. Levels for this variable in- utility of this design, prior knowledge and Analysis of Results
cluded the small stud (T5) as well as a expertise was used to first rank the pre-
large flange stud (M6). conceived significance of each interac- Results of these trials were analyzed
Stud coating. Two stud coatings were tion. Then, using the DoE software (Ref. using standard statistical methodology
examined — copper (Cu) and zinc (Zn). 4), a variant of the design that confounds (Ref. 3). The methodology consisted of
Collet wear. Two levels of collet wear high-ranking interactions with low-rank- first assessing statistical normality of the
were examined. A new collet and a collet ing interactions was selected. The result- data and, where necessary, applying ap-
with approximately 10,000 welds of wear ing high-efficiency design (Table 1) was propriate mathematical transformations
were used. used for the study. to ensure normality of that data. This nor-
20-S FEBRUARY 2002
WELDING RESEARCH
Table 1 — DOE Matrix
Type of Stud Sheet
Trial Stud Collet Stud Power Design Thick Sheet
No. Coat Wear Polarity Source (size flange) (mm) Oil Coating
1 Cu New Stud neg. TRANSREC Small 0.7 Light oil EG
2 Zn 10,000 Stud neg. TMP Large 0.7 No oil EG
3 Cu 10,000 Stud pos. TMP Large 0.7 Light oil
Uncoated
4 Cu New Stud pos. TMP Small 0.7 No oil EG
5 Zn 10,000 Stud pos. TRANSREC Large 0.7 Light oil EG
6 Cu New Stud neg. TRANSREC Small 1.4 No oil EG
7 Zn New Stud pos. TRANSREC Small 1.4 Light oil HDG
8 Cu 10,000 Stud neg. TMP Small 1.4 Light oil EG
9 Cu 10,000 Stud pos. TRANSREC Small 0.7 Light oil EG
10 Cu New Stud pos. TMP Small 1.4 Light oil EG
11 Zn 10,000 Stud pos. TRANSREC Large 1.4 No oil EG
12 Cu New Stud neg. TMP Large 0.7 Light oil HDG
13 Zn 10,000 Stud neg. TMP Large 1.4 Light oil EG
14 Zn New Stud pos. TMP Large 1.4 Light oil EG
15 Cu 10,000 Stud neg. TMP Small 0.7 No oil EG
16 Zn New Stud neg. TRANSREC Large 1.4 No oil EG
17 Cu New Stud neg. TMP Large 1.4 No oil
Uncoated
18 Zn New Stud pos. TMP Large 0.7 No oil EG
19 Cu 10,000 Stud neg. TRANSREC Large 1.4 Light oil HDG
20 Cu 10,000 Stud pos. TMP Large 1.4 No oil HDG
21 Cu 10,000 Stud pos. TRANSREC Small 1.4 No oil EG
22 Zn New Stud pos. TRANSREC Small 0.7 No oil
Uncoated
23 Zn 10,000 Stud neg. TRANSREC Small 0.7 No oil HDG
24 Zn New Stud neg. TRANSREC Large 0.7 Light oil EG
25 Zn New Stud neg. TMP Small 0.7 Light oil
Uncoated
26 Cu New Stud pos. TRANSREC Large 0.7 No oil HDG
27 Cu 10,000 Stud neg. TRANSREC Large 0.7 No oil
Uncoated
28 Cu New Stud pos. TRANSREC Large 1.4 Light oil
Uncoated
29 Zn New Stud neg. TMP Small 1.4 No oil HDG
30 Zn 10,000 Stud pos. TMP Small 1.4 No oil
Uncoated
31 Zn 10,000 Stud neg. TRANSREC Small 1.4 Light oil
Uncoated
32 Zn 10,000 Stud pos. TMP Small 0.7 Light oil HDG
malized data was used to produce a series
of “best fit” regression equations. These,
after any required back-transformation,
acted as maps of the quality measures
over the ranges of process, manufactur-
ing, and material variables studied. Opti-
mizations of these equations were done
and, in an iterative process, an optimized
set of conditions was found. Response
plots based on these optimum conditions
were then prepared showing the effects of
each studied factor on each of the quality
measures. These “robustness plots” pro-
vide a graphical representation of the Fig. 7 — Macrograph of stud weld, Zn-coated Fig. 8 — Macrograph of stud weld, Zn-coated
penalties paid by varying any factor from stud, stud negative, used collet, TRANSREC stud, stud positive, used collet, TMP power, T5
its ideal condition. These robustness power, large flange stud, 1.4-mm EG sheet with stud, 1.4-mm bare sheet with no oil coating.
plots were also used for subsequent no oil coating.
analysis of the process itself.
Results The representative metallographic sec- Statistical Analysis Results
tions for some trials of the DoE are also
Almost 1300 studs were welded and presented. The macrographs of the welds Of the four quality variables included
mechanically tested during this study. are shown in Figs. 1–8. in this study, three required normality
WELDING JOURNAL 21-S
WELDING RESEARCH
Table 2 — Regression Analysis for the Curve Fit Relating the Measured Shear Strengths to the
stud design. The larger body design had
Factors under Study Including Designed Two-Factor Interactions (Output of the equation must inherently higher torque strength and
be back-transformed with the appropriate function.) tended to swamp all other variables. The
second was the inherently large scatter in
Predictor Coeff. St. Dev T this type of quality measure. This was ev-
ident from the raw data, and greatly re-
Constant 6.96429 0.0283 246.11
duced the fit of the regression equation.
Stud design (std-Des) 0.72956 0.0283 25.78
Power supply (pwr) –0.59331 0.0283 –20.97
Sheet coating *Polarity (shc*pol) –0.47944 0.04002 –11.98 Graphical Analysis Results
Sheet thickness (sht-thk) 0.22321 0.0283 7.89
Polarity (pol) 0.2163 0.0283 7.64 The individual corrected curve fits
Polarity * Stud design (pol*sd) 0.17938 0.0283 6.34 presented in Tables 2–5, combined with
Stud coating (std-coat) 0.17888 0.0283 6.32 the assessed optimum set of factors as
Power supply * Thickness (pwr*thk) –0.15332 0.0283 –5.42 mentioned in the previous section, were
Sheet thickness (shc*thk) –0.19852 0.04002 –4.96
Power * Oil (pwr*oil) 0.12516 0.0283 4.42 used to produce a series of robustness
Collet wear * Power supply (cw*pwr) –0.10974 0.0283 –3.88 plots. These plots allow the effect of vary-
Sheet coating * Collet wear (shc*cw) 0.14626 0.04002 3.65 ing individual factors from their best con-
Power * Stud design (pwr*sd) 0.08852 0.0283 3.13 ditions on each of the quality measures to
Polarity * Power supply (pol*pwr) –0.08345 0.0283 –2.95 be observed directly. These plots are pre-
Stud coating * Polarity (sdc*pol) –0.06355 0.0283 –2.25 sented in Figs. 9–12. In each case, the ef-
Collet wear (coll-wr) –0.05715 0.0283 –2.02 fects of each process, manufacturing, or
Collet wear * Polarity (cw*pol) –0.05457 0.0283 –1.93
material factor is represented by a sepa-
S = 0.5062 R-Sq = 84.0% R-Sq(adj) = 83.1% rate line on the graph, with separate
The regression equation is corr-shr = 6.96 + 0.730 std-Des – 0.593 pwr – 0.479 shc*pol + 0.223 sht-thk + 0.216 pol + 0.179 graphs for each measure of weld quality.
pol*sd + 0.179 std-coat – 0.153 pwr*thk – 0.199 shc*thk + 0.125 pwr*oil – 0.110 cw*pwr + 0.146 shc*cw + 0.0885 pwr*sd –
0.0835 pol*pwr – 0.0636 sdc*pol – 0.0572 coll-wr – 0.0546 cw*pol These regression equations (after
back transformation) were then used to
predict an optimized set of input condi-
Table 3 — Regression Analysis for the Curve Fit Relating the Measured Tensile Strengths to the tions. These are provided for each of the
Factors under Study Including Designed Two-Factor Interactions (Output of the equation must quality measures in Table 6. As might be
be back-transformed with the appropriate function.) inferred from the above discussion, shear
and tensile strengths, as well as bend an-
Predictor Coeff. St. Dev T gles, were sensitive to the widest range of
Constant 5.59118 0.02389 234.01 variables. Of these, shear and tensile
Sheet thickness (sht-thk) 0.50868 0.01689 30.11 strengths were optimized to nearly iden-
Sheet coating * Sheet coating (shc*shc) 0.36309 0.03379 10.75 tical conditions. The only difference was
Stud design (std-Des) 0.16804 0.01689 9.95 regarding the type of power supply used.
Stud coating * Power supply (sdc*pwr) 0.15686 0.01689 9.28 Shear strengths optimized with the TMP
Power supply * Oil (pwr*oil) 0.12904 0.01689 7.64 supply, while tensile strengths optimized
Stud coating (std-coat) 0.12612 0.01689 7.46
to the TRANSREC power supply. It was
Oil (oil) 0.11332 0.01689 6.71
Polarity (polarity) 0.08617 0.01689 5.1 noted the TRANSREC power supply ad-
Polarity * Stud design (pol*sd) 0.08157 0.01689 4.83 versely affected the shear strength result,
Sheet coating * Collet wear (shc*cw) 0.09249 0.02389 3.87 while the use of the TMP unit only slightly
Sheet coating * Sheet thickness (shc*thk) –0.09131 0.02389 –3.82 affected the tensile strength results. Op-
Collet wear * Power supply (cw*pwr) –0.06041 0.01689 –3.58 timum conditions in this experiment,
Sheet coating (sht-coat) 0.08162 0.02389 3.42 then, were selected as those predicted for
Stud design * Polarity (sdc*pol) –0.05234 0.01689 –3.1
the shear and tensile strength curve fits
Polarity * Thickness (pol*thk) 0.04553 0.01689 2.7
Power supply (pwr) 0.03508 0.01689 2.08 with the power supply forced to the TMP
Collet wear * Polarity (cw*pol) 0.03334 0.01689 1.97 unit. These optimum conditions were
Sheet coating * Polarity (shc*pol) –0.04256 0.02389 –1.78 used for the graphical robustness analy-
ses described below.
S = 0.3022 R-Sq = 83.3% R-Sq(adj) = 82.3%
The regression equation is corr-tns = 5.59 + 0.509 sht-thk + 0.363 shc*shc + 0.168 std-Des + 0.157 sdc*pwr + 0.129 pwr*oil +
The various factors that affect shear
0.126 std-coat + 0.113 oil + 0.0862 polarity + 0.0816 pol*sd + 0.0925 shc*cw – 0.0913 shc*thk – 0.0604 cw*pwr + 0.0816 sht- strength are shown in Fig. 9. Clearly, at
coat – 0.0523 sdc*pol + 0.0455 pol*thk + 0.0351 pwr + 0.0333 cw*pol – 0.0426 shc*pol least five factors can be considered detri-
mental to measured shear strengths.
These include stud positive polarity, small
correction. These included shear, tensile, for the fit equation. These equations gen- stud diameters, use of the TRANSREC
and torque strengths. Each was normality erally showed each quality measure cor- power supply, welding onto galvanized
corrected using a power function. These related with a range of the factors studied steels, and attachment to thinner sheets.
power functions had exponents of 3.8, 4, as well as interactions between these fac- Each of these effects resulted in mea-
and 8 for the three quality variables listed tors. In these cases, the resulting R2 was sured shear strength losses of 40–60%.
above, respectively. quite high, generally over 70%. For ex- Other factors (stud coating, collet wear,
The resulting regression equations ploratory-type DoEs, this value is quite and the presence of surface oil) caused
from statistical analysis of corrected data high, indicating good predictive capabil- no more than 10% reduction in mea-
are presented in Tables 2–5. In each of ity of the developed models. The excep- sured shear strengths. This suggests a
these tables, the reduced regression tion was the fit for torque strengths. The relatively high degree of process toler-
equation is supplied as well as the corre- fit in this case was hampered by two fac- ance to these factors.
lation coefficients and overall R2 value tors. First, was the dominant effect of the Similar process robustness results for
22-S FEBRUARY 2002
WELDING RESEARCH
Fig. 9 — Effect of studied factors on shear strength. The values of individ- Fig. 10 — Effect of studied factors on tensile strength. The values of indi-
ual factors include the following: stud coating, –1 = Zn, +1 = Cu; collet vidual factors include the following: stud coating, –1 = Zn, +1 = Cu; col-
wear, –1 = new, +1 = 10,000 welds; polarity, –1 = stud positive, +1 = stud let wear, –1 = new, +1 = 10,000 welds; polarity, –1 = stud positive, +1 =
negative; power type, –1 = TMP, +1 = TRANSREC; stud design, –1 = stud negative; power type, –1 = TMP, +1 = TRANSREC; stud design, –1
small flange, +1 = large flange; sheet thickness, –1 = 0.7 mm, +1 = 1.4 = small flange, +1 = large flange; sheet thickness, –1 = 0.7 mm, +1 = 1.4
mm; surface oil, –1 = no oil, +1 = light oil; sheet coating, –1 = bare steel, mm; surface oil, –1 = no oil, +1 = light oil; sheet coating, –1 = bare steel,
0 = EG steel, +1 = HDG steel. 0 = EG steel, +1 = HDG steel.
the measured tensile strengths are pre-
Table 4 — Regression Analysis for the Curve Fit Relating the Measured Torque Strengths to the
sented in Fig. 10. In this case, the at-
Factors under Study Including Designed Two-Factor Interactions (Output of the equation must
tached sheet thickness was found to be be back-transformed with the appropriate function.)
the dominant variable, with the thicker
material demonstrating nearly double the Predictor Coeff. St. Dev T
strength compared to using the thinner
material. This is not particularly surpris- Constant 1.71465 0.00741 231.37
Stud design (std-Des) 0.123265 0.007411 16.63
ing in that the preferred mode of failure
Power supply * Stud design (pwr*sd) 0.022345 0.007411 3.02
in this test is tearing through the sheet. In Oil (oil) –0.020466 0.007411 –2.76
such cases, thicker materials will have im- Power supply * Oil (pwr*oil) –0.019278 0.007411 –2.6
plied higher strengths. This, in fact, ap- Stud coating * Polarity (sdc*pol) –0.013574 0.007411 –1.83
pears to be the case with tensile strengths Sheet thickness (sht-thk) 0.013132 0.007411 1.77
varying nearly in proportion to the at-
S = 0.1326 R-Sq = 49.5% R-Sq(adj) = 48.5%
tached sheet thickness. Smaller stud di- The regression equation is corr-tqe = 1.71 + 0.123 std-Des + 0.0223 pwr*sd – 0.0205 oil – 0.0193 pwr*oil – 0.0136 sdc*pol +
ameters, stud positive polarity, and the 0.0131 sht-thk
use of coated steels all appeared to re-
duce tensile strengths by about 20–30%.
It is of note here that the two galvanized this are not clear, and this effect may be and a stiffer base (minimizing bending dis-
steels actually performed quite similarly. an anomaly. In fact, the power supply- tortions to the sheet) on testing. The com-
Zinc stud coatings and the use of type term only appears in the regression bined effect results in bend angles on fail-
TRANSREC power supply actually ap- equation as a two-factor interaction with ure for the thin sheet of less than half of
peared to improve tensile strength per- the stud coating, so choice of the Zn- those for the thicker sheet. Detrimental ef-
formance, although the effect was rela- rather than the Cu-plated stud as the op- fects were also noted when using smaller
tively small (about 10%). The level of timum value would have inferred the stud diameters. The smaller stud diame-
collet wear appeared to have no effect on TMP power supply as the superior ters yielded bend angles roughly 10%
tensile strength performance. choice. Other factors (stud coating, collet smaller than the larger stud diameters.
The process robustness plot for mea- wear, polarity, sheet thickness, surface Obviously, this effect is not great. A num-
sured torque strengths is presented in oil, sheet coating type) all appeared to ber of factors appear to improve bend
Figure 11. These torque strengths were have either little or no effect on the mea- angle performance above the selected op-
largely dominated by one variable, the di- sured torque strengths. timum levels. These include use of the Zn
ameter of the attached stud. This is not Finally, the process robustness plot for coating on the stud, higher levels of collet
surprising because resistance to a torque the bend angles to failure is presented in wear, and use of the TRANSREC power
load is actually proportional to the square Fig. 12. Correlation between the mea- supply. All of these variations have less
of the radius. For this application, the dif- sured angles to failure was quite high (R2 than a 5% effect on measured bend test re-
ference in torque strengths between the on the order of 75%); however, only sheet sults and are of questionable physical sig-
small- and large-diameter studs was thickness appeared to have a major impact nificance. It is of note that most of the pre-
roughly a factor of two. The use of the on these results. This effect is not surpris- dicted bend test results are above the
TRANSREC power supply appeared to ing since the bend test is actually a peel test 90-deg level. This is an anomaly associated
have a relatively strong positive effect on (stud out of the sheet). In this case, the with the normality correction. In this case,
measured torque strengths. Reasons for thicker sheet offers more resistance to tear the data was not a normality correction
WELDING JOURNAL 23-S
WELDING RESEARCH
Fig. 11 — Effect of studied factors on torque strength. The values of indi - Fig. 12 — Effect of studied factors on the bend angle. The values of the in-
vidual factors include the following: stud coating, –1 = Zn, +1 = Cu; col- dividual factors include the following: stud coating, –1 = Zn, +1 = Cu;
let wear, –1 = new, +1 = 10,000 welds; polarity, –1 = stud positive, +1 = collet wear, –1 = new, +1 = 10,000 welds; polarity, –1 = stud positive, +1
stud negative; power type, –1 = TMP, +1 = TRANSREC; stud design, –1 = stud negative; power type, –1 = TMP, +1 = TRANSREC; stud design,
= small flange, +1 = large flange; sheet thickness, –1 = 0.7 mm, +1 = –1 = small flange, +1 = large flange; sheet thickness, –1 = 0.7 mm, +1
1.4 mm; surface oil, –1 = no oil, +1 = light oil; sheet coating, –1 = bare = 1.4 mm; surface oil, –1 = no oil, +1 = light oil; sheet coating, –1 = bare
steel, 0 = EG steel, +1 = HDG steel. steel, 0 = EG steel, +1 = HDG steel.
(no correction appeared adequate), so
Table 5 — Regression Analysis for the Curve Fit Relating the Measured Angles of Bend during
Bend Testing to the Factors under Study Including Designed Two-Factor Interactions (Output of
predicted best conditions extrapolate in a
the equation is in degrees of bend.) linear way beyond measured conditions.
This can be considered analytical error;
Predictor Coeff. St. Dev T however, the trends still represent the per-
formance of the data.
Constant 76.9 0.9363 82.13
Sheet thickness (sht-thk) 10.75 0.6621 16.24
Metallographic Analysis Results
Power supply * thickness (pwr*thk) –5.475 0.6621 –8.27
Power supply (pwr) 5.3125 0.6621 8.02
Stud coating * Power supply (sdc*pwr) 5.2313 0.6621 7.9 In general, it was found welds made
Sheet coating (sht-coat) 6.325 0.9363 6.76 with larger studs showed considerably
Sheet coating * Sheet thickness (shc*thk) –6.325 0.9363 –6.76 higher levels of porosity. Metallographi-
Power supply * stud design (pwr*sd) –2.7312 0.6621 –4.13 cally, welds made on the three coating
Collet wear (coll-wr) 2.5438 0.6621 3.84 configurations of steels with the small
Sheet coating * Power supply (shc*pwr) –3.075 0.9363 –3.28
studs were quite similar. However, when
Sheet coating * stud design (shc*sd) –2.825 0.9363 –3.02
Polarity * stud design (pol*sd) 1.7875 0.6621 2.7 welding with the larger studs, a greater
Sheet coating *Polarity (shc*pol) –2.5 0.9363 –2.67 degree of resolidified metal on the bare
Sheet coating * sheet coating (shc*shc) 3.225 1.324 2.44 steel compared to the coated steel was
Collet wear * Polarity (cw*pol) 1.3125 0.6621 1.98 noticed. Also, the coated steels showed
Stud design * Polarity (sdc*pol) 1.2875 0.6621 1.94 far greater porosity in the joints. Sheet
Oil (oil) –1.15 0.6621 –1.74 thickness was found to have very little im-
S = 11.84 R-Sq = 67.6% R-Sq(adj) = 65.9%
pact on the metallurgical quality of the
The regression equation is: angle = 76.9 + 10.7 sht-thk-5.47 pwr*thk + 5.31 pwr + 5.23sdc*pwr = 6.32sht-coat-6.32shc*thk - 273 welds. However, substantial distortion of
pwr*sd + 2.54coll-wr - 3.08shec*pwr -2.82shc*sd + 1.79pol*sd - 2.50shc*pol + 3.23shc*shc + 1.31cw*pol + 1.29 sde*pool -1.15 oil
the substrate sheet was noted with the
thin-gauge steels. Effects were also noted
with regard to the power supply type on
Table 6 — Estimated Optimized Values of the Factors Considered in this Study (Optimizations have been done separately for each measure of weld
quality.)
Type of Stud Sheet
Quality Stud Collet Power Design Thickness Sheet
Measure Coating Wear Polarity Supply (size flange) (mm) Oil Coating
Shear strength Cu New Stud Neg. TMP Large 1.4 No Bare
Tensile strength Cu New Stud Neg. TRANSREC Large 1.4 Light Bare
Torque strength Zn New Stud Neg. TRANSREC Large 1.4 No Bare
Bend angle Cu 10,000 Stud Neg. TRANSREC Large 1.4 No Bare
24-S FEBRUARY 2002
WELDING RESEARCH
larger-diameter studs. In this case, Sheet Coating
greater degrees of melting were noted
with the TRANSREC power supply. Sim- Metallographically,
ilar effects were not noted with smaller- the presence of the
diameter studs. Finally, polarity was sheet coating had two
noted to affect the smaller-diameter effects. First, galvaniz-
studs, but not the larger diameter ones. ing appeared to result
in greater porosity in
Discussion the joints. Also, there
appeared to be consid-
Summary of Factor Effects erably less heat and re-
tained liquid metal in
Based on the results taken from the the joints on Zn-coated
process robustness plots and augmented steels. The test corre-
with those from the metallographic inter- lating most strongly
pretations, it is possible to interpret the ef- with variations in coat-
fects of the various process conditions ing condition was that
under study. This is done for the various which applied stress
factors in the following paragraphs. These over the greatest area Fig. 13 — Effect of studied factors on the smut level surrounding the stud.
factors are described in decreasing order of affected by this poros- The values of the individual factors include the following: stud coating,
apparent importance to the process. ity. This was the shear –1 = Zn, +1 = Cu; collet wear, –1 = new, +1 = 10,000 welds; polar-
test. For this test, shear ity, –1 = stud positive, +1 = stud negative; power type, –1 = TMP, +1
Stud Design loads were uniformly = TRANSREC; stud design, –1 = small flange, +1 = large flange; sheet
distributed over the en- thickness, –1 = 0.7 mm, +1 = 1.4 mm; surface oil, –1 = no oil, +1 =
The design of the stud influenced the tire bond area. The light oil; sheet coating, –1 = bare steel, 0 = EG steel, +1 = HDG steel.
working area of the stud surface. This fac- other tests all tended to
tor was found to completely dominate the concentrate the load at
torque results, as well as contribute as a the outside edges of the weld. As a result, Other Factors
major factor to the other measures of internal porosity was not as big a factor
weld quality. This, in spite of the fact that for these tests and the presence of the Other factors considered in this study
metallurgically, these joints were far coating not as big a concern. included the presence of a coating on the
more susceptible to porosity compared to stud, level of wear in the collet, and the
smaller-diameter studs. Largely, this ap- Stud Polarity presence of oil on the sheet. None of these
pears to be a geometry effect. Clearly, factors appeared to strongly affect the per-
larger studs are going to have a greater Stud polarity was found to have a formance measures. It seems the process is
bonding area and subsequently greater strong effect on shear strength results, sufficiently robust to perform well over ob-
strengths. Also, as described previously, apparently affecting the level of heat in served variations in these factors.
larger studs have substantially greater the workpiece. Electrode negative was
torsional rigidity and, thus, dominate in found to be the desired configuration. In Comparison of Weld Quality Measures
the torque tests. This effect also appears this case, heat was preferentially gener-
to dominate the apparent reduction in ated at the sheet, rather than the stud. One facet of this study worth consid-
microstructural quality observed for Since heat flow into the stud is one di- ering is the relative performance of dif-
these larger studs. mensional and heat flow into the base ferent quality measures. For production
sheet is two or three dimensional, better stud welds, torque tests are commonly
Sheet Thickness heat balance can be achieved with the used as both destructive tests for quality
stud negative condition. It is of interest control and at reduced loads for nonde-
Sheet thickness was found to be a dom- beneficial effects were seen only with the structive proof tests. The results of this
inant factor in all but the torsion test and shear results. It is believed, again, the study raise concerns with such an ap-
was the most dominant factor in both ten- other tests are predominantly governed proach. Torque tests appear to be among
sile and bend tests. However, sheet thick- by conditions at the edge of the weld the least sensitive to variations in process,
ness had little or no effect on metallurgical rather than across the entire weld section. manufacturing, and material conditions,
weld quality. As mentioned previously, in- As a result, these measures of weld per- and are relatively poor at representing
creasing sheet thickness has two effects. formance are less affected by appropriate underlying microstructural weld quality.
First, a thicker sheet is stiffer during me- heat balance. This appears to be because torque tests
chanical testing. This minimizes the peel are sensitive only to the size of the at-
characteristic of the tests and increases Type of Power Supply tached stud, as well as the condition of the
strength. Also, thicker steels present a weld at its periphery. This suggests torque
greater cross section to tearing, creating in- Power supply type affected nearly all tests may be least appropriate for assur-
herently stronger welds. As mentioned, measures of weld quality in a contrary way. ing field weld quality.
there was only a very minor effect of sheet Metallographic results indicate that for Of the tests examined, shear testing
thickness on the torsion tests. This is be- larger studs, there are greater degrees of appears to be the most sensitive to varia-
cause during torsion loading, all shear retained liquid metal for the tions in process, manufacturing, and ma-
stresses are normal to the through-section TRANSREC stud welding process. These terial conditions. As such, where quality
thickness of the sheet. As a result, stiffness effects are ambiguous at best and may be assurance is done by destructive testing,
of the joint is only slightly affected by sheet related to how the trials were conducted. shear testing offers considerable advan-
thickness, with subsequently little impact Clearly, more consideration is required in tages. This appears to be true due to the
on torsion strength performance. this area. sensitivity of the results, even over more
WELDING JOURNAL 25-S
WELDING RESEARCH
direct tests such as tensile and/or bend gated. Of these, the EG coating had the the shear test showed a substantial drop
testing the stud. Except for shear tests, all greatest amount of smut, probably due to in performance.
the other tests, by design, preferentially its porous nature and ability to retain oil. 5) Effect of Stud Polarity — Conduct-
load only the periphery of the joint and Many factors that produced the best ing the process in the stud negative con-
tend to be dominated by geometric ef- mechanical performance also produced figuration resulted in greater heating of
fects. Use of an instrumented shear test the worst smut levels. Polarity, the most the attached sheet. This appeared to re-
gives a quantifiable result that apparently significant of these factors, showed a sult in better shear test results.
represents variation in both bond quality small decrease in mechanical perfor- 6) Effect of Other Factors — Most
and microstructure. This test, of course, mance using stud positive but showed a weld quality measures as well as metallo-
is strongly affected by geometry effects large decrease in smut levels in this graphic sections suggest the other vari-
but still appears advantageous over other configuration. ables in the study, particularly stud coat-
tests studied. ing, collet wear, and the presence of oil all
Conclusions had little impact. This suggests stud weld-
Supplementary Analysis of Process Ef- ing is very robust to these variations.
fects on Smut Levels in Weld A DoE study has been conducted to 7) Shear Testing — Shear testing was
examine the effects of a range of process, found to be the most sensitive destructive
Another important aspect of the stud manufacturing, and materials effects and method of assessing weld quality. This
welding process is the degree to which the testing on the quality of arc stud welds. method also appeared to correspond best
surrounding sheet metal surface is de- Variables studied included the with metallographic interpretations.
graded with weld smut (surface contami- following: 8) Torsion Testing — Torsion testing
nation). The effect of each process vari- •Type of stud coating was found to be the least accurate method
able on the level of surface smut was •Level of collet wear of assuring weld quality. Torsion tests
examined using the original DoE matrix. •Stud polarity were dominated by stud size considera-
The smut level was characterized for each •Power supply type tions, which made this method of evalua-
group of samples on a 0–5 basis with a 0 •Stud design tion insensitive to most other process,
value indicating a clean surface after the •Sheet thickness manufacturing, and materials variations.
weld and the larger numbers indicating •Presence of surface oil 9) Bend and Tensile Testing — Both
progressively larger areas of surface con- •Type of coating on the sheet bend and tensile test, by design, prefer-
tamination. •Testing methods. entially load only the periphery of the
Analyzed results are presented in Fig. •Measures of weld quality in this joint and tends to be dominated by geo-
13. From these results, it is clear every study included shear testing, tensile test- metric effects.
variable considered in the DoE had an ef- ing, torque testing, bend testing, and
fect on the smut level. Using the mini- some qualitative metallography. Results References
mum coating of oil reduced the smut level were analyzed using statistical techniques
significantly since an oily surface provides and used to produce a series of robust- 1. Lehman, L. R., and Gould, J. E. 1994. A
more organic material for oxidation and ness plots. These robustness plots al- study of resistance spot welding manufactura-
apparently a greater degree of smut than lowed direct observation of how each bility using design-of-experiments. Interna-
a cleaner surface. Using a TMP power weld quality measure was affected by tional Body Engineers Council (IBEC) 94 Pro-
supply appears to reduce variation in each factor of interest. Specific conclu- ceedings, Advanced Technologies and Processes,
weld current and probably lowers peak sions from this study are as follows: pp. 154–163. Warren, Mich.: IBEC Ltd.
currents in the weld. This would minimize 1) Dominant Factors in the Perfor- 2. Lehman, L. R., and Gould, J. E. 1995. A
spatter and also reduce levels of smut. mance of Stud Welds — The perfor- design-of-experiments evaluation of resistance
Using a stud positive configuration mance of stud welds in this study was spot welding manufacturability — Part 2: mul-
greatly reduced smut levels, although the dominated by geometric factors. These tiple factor effects. IBEC 95 Proceedings, Ad-
reason for this is not clear. Using a Cu- included the diameter of the stud and the vanced Technologies and Processes, pp. 89–99.
coated stud reduces the amount of Zn thickness of the attached sheet. Warren, Mich.: IBEC Ltd.
available to produce zinc oxide and also 2) Effect of Stud Diameter — In- 3. Lehman, L. R., and Gould, J. E. 1996. A
reduces the smut level. (Analysis of the creasing stud diameters appeared to in- design-of-experiments evaluation of resistance
smut indicated it was predominately a crease all measures of mechanical per- spot welding manufacturability — part 3: opti-
form of zinc oxide.) Using a new collet formance. This was true even though the mization and process robustness studies. IBEC
also produced much less smut than a used levels of internal porosity also increased 96 Proceedings, Advanced Technologies and
collet, probably due to better delivery of with the larger studs. The geometry effect Processes, in press. Warren, Mich.: IBEC Ltd.
welding power to the stud with less varia- appeared to dominate the microstruc- 4. Gould, J. E. Unpublished research.
tion in the current and voltage, again min- tural quality effect. Columbus, Ohio: Edison Welding Institute.
imizing expulsion. 3) Effect of Sheet Thickness — In-
Other factors in the study that af- creasing thickness led to increases in most
fected the smut level on the sheet to a mechanical measures of weld quality, even
lesser degree included sheet thickness, though microstructural integrity appeared
sheet coating, and stud design. The larger to be unaffected. The benefits appeared to
stud design produced more smut than the come from increased stiffness of the joint
smaller one, most likely due to the in- as well as increased peel strengths associ-
creased volume of metal molten under ated with the thicker material.
the arc. Less smut was also observed on 4) Effect of Sheet Coating — Welding
thin sheet, most likely due to the greater onto galvanized sheets appears to result
volume of molten metal associated with in substantial porosity in the joint. How-
the thick sheet. Sheet coating had the ever, this porosity appeared to not mani-
least affect on smut of any factor investi- fest itself in the various quality tests. Only
26-S FEBRUARY 2002
You might also like
- New Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodDocument10 pagesNew Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodJoel BrasilBorgesNo ratings yet
- Machine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Document10 pagesMachine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Sirajuddin ANo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- Gmaw Cladding PDFDocument20 pagesGmaw Cladding PDFMurad AlamNo ratings yet
- Edd Fuel Tank ApplicationDocument11 pagesEdd Fuel Tank ApplicationZubair AhmadNo ratings yet
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDocument10 pagesQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNo ratings yet
- JSP1265SSWPAPERFeb O9Document19 pagesJSP1265SSWPAPERFeb O9Hussain AlsaadyNo ratings yet
- 10 1 1 685 4139 PDFDocument6 pages10 1 1 685 4139 PDFOvidiu Si Roxana IvascuNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- MT PPT Govind-1Document11 pagesMT PPT Govind-1NamanNo ratings yet
- Experimental Evaluation of The Optimal Strength and Fatigue Life of A Gas Tungsten Arc Welded Joints Using RSM and GADocument9 pagesExperimental Evaluation of The Optimal Strength and Fatigue Life of A Gas Tungsten Arc Welded Joints Using RSM and GASam SadaNo ratings yet
- Optimization of Welding Process Bead Geometry in Gas Metal Arc Welding Process Using Response Surface MethodologyDocument7 pagesOptimization of Welding Process Bead Geometry in Gas Metal Arc Welding Process Using Response Surface MethodologyAdvanced Research PublicationsNo ratings yet
- Metallurgical Characterization of A Weld Bead Coating Applied by The PTA Process On The D2 Tool SteelDocument11 pagesMetallurgical Characterization of A Weld Bead Coating Applied by The PTA Process On The D2 Tool Steelbrajendra1020No ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- Experimental Study and Modeling of GTA Welding Process: Min JouDocument8 pagesExperimental Study and Modeling of GTA Welding Process: Min JouMiguel RojasNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaNo ratings yet
- 1 s2.0 S092401360400617X MainDocument8 pages1 s2.0 S092401360400617X MainÖnder AyerNo ratings yet
- DT & NDTDocument46 pagesDT & NDTThulasi RamNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Influence of Gas Metal Arc Welding Parameters On TDocument10 pagesInfluence of Gas Metal Arc Welding Parameters On TsumanthNo ratings yet
- Optimization of Mig Welding Parameters On Tensile Strength of Aluminum Alloy by Taguchi ApproachDocument7 pagesOptimization of Mig Welding Parameters On Tensile Strength of Aluminum Alloy by Taguchi ApproachAdarsh KumarNo ratings yet
- Ductile Iron NodularityDocument34 pagesDuctile Iron NodularitykarthikkandaNo ratings yet
- Materials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized ParametersDocument15 pagesMaterials: High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized Parametersadarshravindran1991No ratings yet
- Sabry Six Sigma 1 2020Document6 pagesSabry Six Sigma 1 2020speed.h4v4ytNo ratings yet
- Welding DistortionDocument7 pagesWelding DistortionSreejith S NairNo ratings yet
- Optics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyayDocument14 pagesOptics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyaykaelcorbettNo ratings yet
- Experimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelDocument16 pagesExperimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelumisaaadahNo ratings yet
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocument5 pagesAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNo ratings yet
- Forgings For Low Temperature ApplicationsDocument1 pageForgings For Low Temperature ApplicationsTasmanijskaNemaNo ratings yet
- Influence of Welding Current and Joint DDocument6 pagesInfluence of Welding Current and Joint Dlemuelbornasal12No ratings yet
- An Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsDocument8 pagesAn Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsMuhammad Bahtiyar FirdausNo ratings yet
- DT & NDTDocument46 pagesDT & NDTKumar SahebNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- Basavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035Document12 pagesBasavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035lakshmi narayanaNo ratings yet
- Experimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueDocument20 pagesExperimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueResearch Cell: An International Journal of Engineering SciencesNo ratings yet
- An Examination of Electric Servo Guns For-VehicleDocument14 pagesAn Examination of Electric Servo Guns For-VehiclemaasifmustafaNo ratings yet
- An Investigation On The Effect of Dimensional Differences in Friction Welding of AISI 1040 SpecimensDocument10 pagesAn Investigation On The Effect of Dimensional Differences in Friction Welding of AISI 1040 SpecimensBosco BeloNo ratings yet
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDocument23 pagesEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNo ratings yet
- A Generic Model For Surface Texture Development, Wear and RoughnessDocument10 pagesA Generic Model For Surface Texture Development, Wear and RoughnessArthur DumbaNo ratings yet
- Effect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsDocument9 pagesEffect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsFrancesco Di SimoneNo ratings yet
- A Review On Different Optimization Techniques Used To Optimize The Process Parameters of Resistance Spot WeldingDocument9 pagesA Review On Different Optimization Techniques Used To Optimize The Process Parameters of Resistance Spot WeldingRam PrakashNo ratings yet
- Optimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodDocument4 pagesOptimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodrichadNo ratings yet
- Experimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelDocument19 pagesExperimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelSk ShankarNo ratings yet
- Ijett V50P205 PDFDocument8 pagesIjett V50P205 PDFbeto bNo ratings yet
- Ijett V50P205Document8 pagesIjett V50P205Ronald AranhaNo ratings yet
- Experimental Analysis of Sissimilar Metal Weld Joint Ferritic To Austenitic Stainless TeelDocument10 pagesExperimental Analysis of Sissimilar Metal Weld Joint Ferritic To Austenitic Stainless TeelIvan PicchiNo ratings yet
- 30IJMPERDFEB201930Document14 pages30IJMPERDFEB201930TJPRC PublicationsNo ratings yet
- R. Stroetmann, T. Kästner: A New Design Model For Welded JointsDocument1 pageR. Stroetmann, T. Kästner: A New Design Model For Welded JointsmrmerajNo ratings yet
- Analysis and Quantification of Mechanical Properties of Various ERW Seam Steel Tubes Manufacturing Processes Using Drift Expanding TestDocument4 pagesAnalysis and Quantification of Mechanical Properties of Various ERW Seam Steel Tubes Manufacturing Processes Using Drift Expanding TestInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Robotic Stud Welding Process Optimization With Designed ExperimentDocument8 pagesRobotic Stud Welding Process Optimization With Designed ExperimentSam KashNo ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- JJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw ProcessDocument10 pagesJJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw Processmeckup123No ratings yet
- Blanking and Piercing Theory Applications and Rece PDFDocument11 pagesBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirNo ratings yet
- Design of ShellDocument11 pagesDesign of ShellsachinNo ratings yet
- WRC 412 Repair Welding CRDocument3 pagesWRC 412 Repair Welding CRAnonymous nw5AXJqjd25% (4)
- Exp2 4Document6 pagesExp2 4Alexis Joshua LaceNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Flame Cut Imperfections English V2.4Document20 pagesFlame Cut Imperfections English V2.4tazzorroNo ratings yet
- Weld Solidification and Cracking Behavior of Free-Machining Stainless SteelDocument14 pagesWeld Solidification and Cracking Behavior of Free-Machining Stainless SteeltazzorroNo ratings yet
- Mechanical Modeling of Ultrasonic WeldingDocument7 pagesMechanical Modeling of Ultrasonic WeldingtazzorroNo ratings yet
- Active Soldering of ITO To Copper: Welding ResearchDocument3 pagesActive Soldering of ITO To Copper: Welding ResearchtazzorroNo ratings yet
- The Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalsDocument8 pagesThe Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalstazzorroNo ratings yet
- Aws MikroDocument12 pagesAws MikroSuphi YükselNo ratings yet
- Kehandalan Sistem Jaringan Tenaga ListrikDocument6 pagesKehandalan Sistem Jaringan Tenaga ListrikMarchelius KalvinNo ratings yet
- The Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalsDocument8 pagesThe Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalstazzorroNo ratings yet
- Reconsidering The Basicity of A FCAW Consumable - Part 1: Solidified Slag Composition of A FCAW Consumable As A Basicity IndicatorDocument9 pagesReconsidering The Basicity of A FCAW Consumable - Part 1: Solidified Slag Composition of A FCAW Consumable As A Basicity IndicatortazzorroNo ratings yet
- Ranking The Resistance of Wrought Superalloys To Strain-Age CrackingDocument8 pagesRanking The Resistance of Wrought Superalloys To Strain-Age CrackingtazzorroNo ratings yet
- Magneto-Fluid Dynamic Control of Seam Quality in CO2 Laser Beam WeldingDocument7 pagesMagneto-Fluid Dynamic Control of Seam Quality in CO2 Laser Beam WeldingtazzorroNo ratings yet
- Experimental and Numerical Simulation of Restraining Forces in Gas Metal Arc Welded JointsDocument9 pagesExperimental and Numerical Simulation of Restraining Forces in Gas Metal Arc Welded JointstazzorroNo ratings yet
- Reconsidering The Basicity of A FCAW Consumable - Part 2: Verification of The Flux/Slag Analysis Methodology For Weld Metal Oxygen ControlDocument6 pagesReconsidering The Basicity of A FCAW Consumable - Part 2: Verification of The Flux/Slag Analysis Methodology For Weld Metal Oxygen ControltazzorroNo ratings yet
- Influence of Stress Ratio On Fatigue Crack Propagation Behavior of Stainless Steel WeldsDocument6 pagesInfluence of Stress Ratio On Fatigue Crack Propagation Behavior of Stainless Steel WeldstazzorroNo ratings yet
- Weld Properties of AISI 303 Free-Machining Stainless SteelDocument9 pagesWeld Properties of AISI 303 Free-Machining Stainless SteeltazzorroNo ratings yet
- Single-Pass Laser Beam Welding of Clad Steel PlateDocument7 pagesSingle-Pass Laser Beam Welding of Clad Steel PlatetazzorroNo ratings yet
- 01 2006 DARCIS S PDFDocument8 pages01 2006 DARCIS S PDFtazzorroNo ratings yet
- The Influence of Various Hybrid Welding Parameters On Bead GeometryDocument7 pagesThe Influence of Various Hybrid Welding Parameters On Bead GeometrytazzorroNo ratings yet
- Heat-Affected Zone Microstructure in Laser-Beam-Welded Nickel SheetDocument8 pagesHeat-Affected Zone Microstructure in Laser-Beam-Welded Nickel SheettazzorroNo ratings yet
- Intelligent Control of Pulsed GTAW With Filler MetalDocument8 pagesIntelligent Control of Pulsed GTAW With Filler MetaltazzorroNo ratings yet
- Microstructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelsDocument8 pagesMicrostructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelstazzorroNo ratings yet
- Process Sensitivity of GMAW: Aluminum vs. SteelDocument6 pagesProcess Sensitivity of GMAW: Aluminum vs. SteeltazzorroNo ratings yet
- Finite Element Analysis of Heat Flow inDocument5 pagesFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaNo ratings yet
- HicDocument8 pagesHickartik_harwani4387No ratings yet
- Landscape+Photography+ +Compositions+Basics+ +ebookDocument27 pagesLandscape+Photography+ +Compositions+Basics+ +ebooktazzorroNo ratings yet
- Macro Photography: Quick Start GuideDocument23 pagesMacro Photography: Quick Start GuidetazzorroNo ratings yet
- Heat ResistantDocument52 pagesHeat Resistantkompany_dNo ratings yet
- SCRATA Casting Surface Quality PDFDocument43 pagesSCRATA Casting Surface Quality PDFrakesh100% (1)
- Macro Photography: Quick Start GuideDocument23 pagesMacro Photography: Quick Start GuidetazzorroNo ratings yet
- Techniques: All Photographers Should MasterDocument69 pagesTechniques: All Photographers Should MastertazzorroNo ratings yet
- VegetaterDocument5 pagesVegetaterLogeshMechNo ratings yet
- Gulf Gear WT: High Performance Industrial Gear OilDocument1 pageGulf Gear WT: High Performance Industrial Gear Oilatripathi2009No ratings yet
- Rigid Pavement at IPTMDocument33 pagesRigid Pavement at IPTMPadma ShahiNo ratings yet
- Influence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyDocument7 pagesInfluence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyVignesh KumaranNo ratings yet
- CE 3141 Structural Theory Lecture 1 2023Document27 pagesCE 3141 Structural Theory Lecture 1 2023Cyan SethNo ratings yet
- Thermoplastic Support Catalog 1st Edition PDFDocument38 pagesThermoplastic Support Catalog 1st Edition PDFlaguna028No ratings yet
- Gravitation: Arride Learning Online E-Learning AcademyDocument25 pagesGravitation: Arride Learning Online E-Learning AcademyOm JethwaniNo ratings yet
- Haulm Cutter: Solves Problems Before Mechanical Harvesting!Document6 pagesHaulm Cutter: Solves Problems Before Mechanical Harvesting!FabianoNo ratings yet
- HMC S Eng V6Document104 pagesHMC S Eng V6mohammed100% (1)
- Motor 3612Document238 pagesMotor 3612royert80No ratings yet
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Case Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsDocument13 pagesCase Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsAruna MNo ratings yet
- Design Report FinalDocument68 pagesDesign Report FinalAsiri MihiranNo ratings yet
- 12.pedal Operated Hacksaw DIVAKARDocument2 pages12.pedal Operated Hacksaw DIVAKARsathish kumarNo ratings yet
- Francis Urbines Litostroj Power Product SheetDocument2 pagesFrancis Urbines Litostroj Power Product SheetНенад АритоновиќNo ratings yet
- Expansion Joint Waterstops, Internal:, Black, LECOTRIL DIN 18541Document2 pagesExpansion Joint Waterstops, Internal:, Black, LECOTRIL DIN 18541Dilhara WickramaarachchiNo ratings yet
- Resolvers HaroweDocument8 pagesResolvers Harowemcantraks17No ratings yet
- 4D Seismic Analysis: Robertson Research International LTDDocument35 pages4D Seismic Analysis: Robertson Research International LTDHanan KakiNo ratings yet
- Isuzu REDTech 4J Lit SheetDocument2 pagesIsuzu REDTech 4J Lit SheetVăn Tuấn NguyễnNo ratings yet
- 2016 FC-W Registered Four-Stroke-Cycle Marine OilsDocument2 pages2016 FC-W Registered Four-Stroke-Cycle Marine Oilschaca18No ratings yet
- Full Report Thermo Lab 2Document24 pagesFull Report Thermo Lab 2ahmad pidotNo ratings yet
- 2015 Nissan GTRDocument2 pages2015 Nissan GTRSheral AidaNo ratings yet
- R 11 Tumansky in Reality & Its MaintenanceDocument9 pagesR 11 Tumansky in Reality & Its MaintenanceAdithya AnandhanNo ratings yet
- 4.3 Moment Magnification PDFDocument13 pages4.3 Moment Magnification PDFChetan ChaudhariNo ratings yet
- Vibration Dampers - An Evolution in AustraliaDocument12 pagesVibration Dampers - An Evolution in Australiaskc3128No ratings yet
- Shortage 08112023Document360 pagesShortage 08112023ahmadridwanhpNo ratings yet
- طلمبة رفع مياه كالبيداDocument12 pagesطلمبة رفع مياه كالبيداgrand_ammarNo ratings yet
- Recommended Spare Parts List: Servicemaster 600RDocument1 pageRecommended Spare Parts List: Servicemaster 600RSofia PerezNo ratings yet
- Conectores Rele Arranque Aveo 2005Document3 pagesConectores Rele Arranque Aveo 2005Jose Luis Velasquez RomeroNo ratings yet
- Commercial Wet Dry Vacuum Cleaner User ManualDocument8 pagesCommercial Wet Dry Vacuum Cleaner User ManualmurNo ratings yet