You might also like
- Type Test Verification - SafePlusDocument7 pagesType Test Verification - SafePlusAnonymous hRePlgdOFrNo ratings yet
- Chap04 NISEDocument58 pagesChap04 NISEDaniel MartínezNo ratings yet
- Dematic WMSDocument20 pagesDematic WMSkrystyinNo ratings yet
- IEEE STD C57.19.00-2004 (CN - EN)Document18 pagesIEEE STD C57.19.00-2004 (CN - EN)pdrich8No ratings yet
- IEEE Standard Performance Characteristics and Dimensions For Outdoor Apparatus BushingsDocument11 pagesIEEE Standard Performance Characteristics and Dimensions For Outdoor Apparatus BushingsSetia SianiparNo ratings yet
- POWER FACTOR CORRECTION GUIDEDocument16 pagesPOWER FACTOR CORRECTION GUIDEHariz MuzaffarNo ratings yet
- G120 PM2402 HW Inst Man 0817 en-US PDFDocument160 pagesG120 PM2402 HW Inst Man 0817 en-US PDFNagarajan RajamanickamNo ratings yet
- CORONA ch5Document14 pagesCORONA ch5yaredNo ratings yet
- Error Correction LearningDocument12 pagesError Correction LearningNagaVenkateshG88% (8)
- Upptcl Intern PDFDocument24 pagesUpptcl Intern PDFnischaljain07No ratings yet
- Arrester - Characteristics - For - ATPDraw - Users (Ajuste Cebado) 5kaDocument11 pagesArrester - Characteristics - For - ATPDraw - Users (Ajuste Cebado) 5kagilbertomjcNo ratings yet
- 2015 Ish Pattern Recognition of Partial Discharge in Gis Based On Improved BP NetworkDocument6 pages2015 Ish Pattern Recognition of Partial Discharge in Gis Based On Improved BP NetworkHartanto KartojoNo ratings yet
- ASHIDA Numerical 3OC + EF Protection Relay Features 11 Protection FunctionsDocument17 pagesASHIDA Numerical 3OC + EF Protection Relay Features 11 Protection FunctionsVishwanath TodurkarNo ratings yet
- VZ E Product Catalogue Sept2011Document16 pagesVZ E Product Catalogue Sept2011anand.bala100% (1)
- Voltage Controlled Current SourceDocument14 pagesVoltage Controlled Current SourceQaiser JavedNo ratings yet
- RM6 ManualDocument56 pagesRM6 ManualMuhammed DemirNo ratings yet
- Calculus 3 Practice Problems, Methods, and SolutionDocument143 pagesCalculus 3 Practice Problems, Methods, and Solutionsklee0730No ratings yet
- Grading of InsulatorDocument38 pagesGrading of InsulatormunisekharNo ratings yet
- DAQ, Simulation and Control in MATLAB and SimulinkDocument21 pagesDAQ, Simulation and Control in MATLAB and SimulinkHammerly Mamani ValenciaNo ratings yet
- ATPDesigner Protection Modeling CourseDocument33 pagesATPDesigner Protection Modeling CourseGesiel SoaresNo ratings yet
- Grid Converters for Photovoltaic and Wind Power SystemsFrom EverandGrid Converters for Photovoltaic and Wind Power SystemsRating: 4.5 out of 5 stars4.5/5 (4)
- Lightening Arrester 500kVTest Report EnglishDocument20 pagesLightening Arrester 500kVTest Report Englishashwani2101No ratings yet
- Introduction to Process Control Feedback and Feedforward ControlDocument30 pagesIntroduction to Process Control Feedback and Feedforward ControlRyle ArbonNo ratings yet
- Distributed Generation With ATP EMTP PDFDocument6 pagesDistributed Generation With ATP EMTP PDFCarlos Lino Rojas AgüeroNo ratings yet
- en v2 Signal Input Plate ElectricalDocument2 pagesen v2 Signal Input Plate ElectricalhamidouhouNo ratings yet
- Is 2026 1 2011 PDFDocument31 pagesIs 2026 1 2011 PDFAravind Sampath100% (2)
- 7.21 Outdoor Bus StructuresDocument191 pages7.21 Outdoor Bus StructuresEdyta MarzecNo ratings yet
- Assignment 1Document2 pagesAssignment 1Shareef ChampNo ratings yet
- Loss Evaluation of HVAC and HVDC Transmission Solutions For Large Offshore Wind FarmsDocument11 pagesLoss Evaluation of HVAC and HVDC Transmission Solutions For Large Offshore Wind Farmsmohon_eee03100% (2)
- Ampacity of Cables in Single Covered Trays - IEEEDocument12 pagesAmpacity of Cables in Single Covered Trays - IEEEBoris CalderonNo ratings yet
- Info Iec60038 (Ed6.2) en DDocument4 pagesInfo Iec60038 (Ed6.2) en DArief Muhammad LubisNo ratings yet
- Solar Water PumpDocument10 pagesSolar Water PumpSOLARC GREEN ENERGY SOLUTIONSNo ratings yet
- UPFC Detailed Model MATLAB and SimulinkDocument3 pagesUPFC Detailed Model MATLAB and SimulinkEdilberto MJNo ratings yet
- Grounding & Ground Fault Protection of Multiple Generator InstallationsDocument22 pagesGrounding & Ground Fault Protection of Multiple Generator InstallationssparkCE100% (1)
- ReadmeDocument190 pagesReadmeJAIMES ALFONSO JINA MARIANo ratings yet
- Cigre Elt - 183 - 2Document31 pagesCigre Elt - 183 - 2adriasiq3068No ratings yet
- Frequency Response Analyzer Manual from Wuhan Huaying ElectricDocument18 pagesFrequency Response Analyzer Manual from Wuhan Huaying ElectricPaulRuedaNo ratings yet
- Power Quality Analysis Using Relay Recorded DataDocument177 pagesPower Quality Analysis Using Relay Recorded DataHBNo ratings yet
- SCOPE Kit CRM - 200B ManualDocument4 pagesSCOPE Kit CRM - 200B Manualsatheskumark26100% (1)
- Congestion Management in Deregulated Power System: A ReviewDocument7 pagesCongestion Management in Deregulated Power System: A ReviewGJESRNo ratings yet
- IEC 61850-9-2 Process Bus Communication Interface For Light Weight Merging Unit Testing EnvironmentDocument85 pagesIEC 61850-9-2 Process Bus Communication Interface For Light Weight Merging Unit Testing Environmentjsantodo_2No ratings yet
- Transformers ConnectionsDocument6 pagesTransformers Connectionsgeorgel1980No ratings yet
- Industrial AC Machines DOL StarterDocument20 pagesIndustrial AC Machines DOL Starterhrishikesh barveNo ratings yet
- GSM Based Fault Monitoring SystemDocument23 pagesGSM Based Fault Monitoring SystemSanjana Singh100% (1)
- Lecture-3: EE 407 Renewable Electrical Energy ResourcesDocument34 pagesLecture-3: EE 407 Renewable Electrical Energy ResourcesjameelahmadNo ratings yet
- Department of Electrical and Electronics Engineering: Third Internal Assessment TestDocument1 pageDepartment of Electrical and Electronics Engineering: Third Internal Assessment Testsyed1188No ratings yet
- NDPLDocument27 pagesNDPLkaushal895No ratings yet
- Energy Audit of A 400-220 KV Substation - A Case Study PDFDocument8 pagesEnergy Audit of A 400-220 KV Substation - A Case Study PDFRajuNo ratings yet
- Catalogo Contactores en Vacio MitsubichiDocument16 pagesCatalogo Contactores en Vacio MitsubichiWalter CataldoNo ratings yet
- Voltage Stability With The Help of STATCOMDocument6 pagesVoltage Stability With The Help of STATCOMijsretNo ratings yet
- B65 Teil3 Steuerung e 11 2004Document30 pagesB65 Teil3 Steuerung e 11 2004beckam88No ratings yet
- 223-Statcom Seminar ReportDocument24 pages223-Statcom Seminar ReportHarish B. M.100% (1)
- PSSE Stability Modeling Guideline For Inverter-Based DER 5MW or Greater Per NGRID-1-24-22Document18 pagesPSSE Stability Modeling Guideline For Inverter-Based DER 5MW or Greater Per NGRID-1-24-22bhargavNo ratings yet
- A Review Paper On Technical Data of Present HVDC Links in IndiaDocument7 pagesA Review Paper On Technical Data of Present HVDC Links in IndiaEditor IJRITCCNo ratings yet
- 7SR210 and 7SR220 Complete Technical Manual PDFDocument685 pages7SR210 and 7SR220 Complete Technical Manual PDFvirendramehraNo ratings yet
- Seal of BushingDocument6 pagesSeal of BushingB.k. BirtiaNo ratings yet
- Chapter 03 - Basic ElectricityDocument109 pagesChapter 03 - Basic Electricitymich48chin100% (1)
- 04 Fault CalculationsDocument15 pages04 Fault Calculationsapi-3750225100% (1)
- en Druckschalter SDE5Document2 pagesen Druckschalter SDE5hamidouhouNo ratings yet
- en Durchflusssensor SFETDocument2 pagesen Durchflusssensor SFEThamidouhouNo ratings yet
- Pressure Sensor 0 - 10 Bar (0 - 1,000 Kpa), With Switching Outputs and DisplayDocument2 pagesPressure Sensor 0 - 10 Bar (0 - 1,000 Kpa), With Switching Outputs and DisplayhamidouhouNo ratings yet
- en Durchflusssensor SFETDocument2 pagesen Durchflusssensor SFEThamidouhouNo ratings yet
- Diffuse Sensor With Background Suppression: DesignDocument2 pagesDiffuse Sensor With Background Suppression: DesignhamidouhouNo ratings yet
- en Cosimir Factory ManualDocument338 pagesen Cosimir Factory ManualhamidouhouNo ratings yet
- en Proximity Sensor Optical M12Document2 pagesen Proximity Sensor Optical M12hamidouhouNo ratings yet
- en Pressure Sensor SDE1Document2 pagesen Pressure Sensor SDE1hamidouhouNo ratings yet
- en 42 Way Hydraulic Valve Manually OperatedDocument2 pagesen 42 Way Hydraulic Valve Manually OperatedhamidouhouNo ratings yet
- Pressure Sensor 0 - 10 Bar (0 - 1,000 Kpa), With Switching Outputs and DisplayDocument2 pagesPressure Sensor 0 - 10 Bar (0 - 1,000 Kpa), With Switching Outputs and DisplayhamidouhouNo ratings yet
- en LP 698776 Cosimir PLC Advanced ManualDocument324 pagesen LP 698776 Cosimir PLC Advanced ManualhamidouhouNo ratings yet
- en Signalwandler SVE4Document2 pagesen Signalwandler SVE4hamidouhouNo ratings yet
- en Lichtleitergeraet Q30Document2 pagesen Lichtleitergeraet Q30hamidouhouNo ratings yet
- Deenesfr LP 380156 IO Cable Open Wire Sleeves SysLink ConnectorDocument1 pageDeenesfr LP 380156 IO Cable Open Wire Sleeves SysLink ConnectorhamidouhouNo ratings yet
- en Magneto Resistive Proximity Sensor SMTODocument2 pagesen Magneto Resistive Proximity Sensor SMTOhamidouhouNo ratings yet
- en 32 Way Solenoid ValveDocument2 pagesen 32 Way Solenoid ValvehamidouhouNo ratings yet
- en Preselect Counter Electrical IncrementingDocument2 pagesen Preselect Counter Electrical IncrementinghamidouhouNo ratings yet
- Es ObjektsortimentDocument2 pagesEs ObjektsortimenthamidouhouNo ratings yet
- Manual Cos I Mir PLCDocument208 pagesManual Cos I Mir PLCErnam PehlivanNo ratings yet
- en v1 Signal Input Plate ElectricalDocument2 pagesen v1 Signal Input Plate ElectricalhamidouhouNo ratings yet
- de Anschlusseinheit FPC 101 AFDocument2 pagesde Anschlusseinheit FPC 101 AFhamidouhouNo ratings yet
- en Time Relay 2-OffDocument2 pagesen Time Relay 2-OffhamidouhouNo ratings yet
- Installation Instructions For Network LicensingDocument32 pagesInstallation Instructions For Network LicensinghamidouhouNo ratings yet
- LP 685603 Deenesfr Workstation Systems Assembly InstructionDocument46 pagesLP 685603 Deenesfr Workstation Systems Assembly InstructionhamidouhouNo ratings yet
- en IO CableDocument2 pagesen IO CablehamidouhouNo ratings yet
- en Cylinder Pneumatic 100mm v2Document2 pagesen Cylinder Pneumatic 100mm v2hamidouhouNo ratings yet
- en Preselect Counter Electrical IncrementingDocument2 pagesen Preselect Counter Electrical IncrementinghamidouhouNo ratings yet
- Manual of Engineering DrawingDocument113 pagesManual of Engineering DrawinghamidouhouNo ratings yet
- en Time Relay 2-OffDocument2 pagesen Time Relay 2-OffhamidouhouNo ratings yet
- Navigating The Quality Quandaries: Big Data Applications' Challenges in Supply Chain ManagementDocument7 pagesNavigating The Quality Quandaries: Big Data Applications' Challenges in Supply Chain ManagementInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Lectures 13-14Document23 pagesLectures 13-14vishnu reddyNo ratings yet
- ENERGY ANALYSIS OF CLOSED SYSTEMSDocument3 pagesENERGY ANALYSIS OF CLOSED SYSTEMSAnonymous mXicTi8hBNo ratings yet
- Adaptive Control: Presented by Harikrishna Satish.TDocument22 pagesAdaptive Control: Presented by Harikrishna Satish.THari ThotaNo ratings yet
- Babok (Business Analysis Body of Knowledge)Document10 pagesBabok (Business Analysis Body of Knowledge)Keyur KhoontNo ratings yet
- Definition of Artificial IntelligenceDocument3 pagesDefinition of Artificial IntelligenceArif HidyawanNo ratings yet
- Chapter 5Document4 pagesChapter 5Hoàng Đá ĐỏNo ratings yet
- 10.11.2022 - Werner Reichelt - Festo GermanyDocument11 pages10.11.2022 - Werner Reichelt - Festo Germanysergio pretell villaNo ratings yet
- Chapter 5. ScopeDocument35 pagesChapter 5. ScopeJoshua CareloNo ratings yet
- Controllability and Observability of DTISDocument5 pagesControllability and Observability of DTISKrishnamurthy AnantharamakrishnanNo ratings yet
- Martha Peláez - Behavior analysis of development: History, theory and researchDocument5 pagesMartha Peláez - Behavior analysis of development: History, theory and researchIrving Pérez MéndezNo ratings yet
- Software Engineering exam questionsDocument2 pagesSoftware Engineering exam questionsHarika RavitlaNo ratings yet
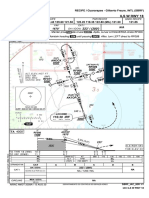
- ILS W RWY 18 Approach Chart for RECIFE / Guararapes - Gilberto Freyre, INTL (SBRFDocument1 pageILS W RWY 18 Approach Chart for RECIFE / Guararapes - Gilberto Freyre, INTL (SBRFRicardo PalermoNo ratings yet
- New Microsoft Word DocumentDocument5 pagesNew Microsoft Word DocumentTariku WodajoNo ratings yet
- Chapter 1 To7 With Course OutlineDocument34 pagesChapter 1 To7 With Course Outlinerk_kamatchi3483No ratings yet
- RISK ASSESSMENT AND CONTROL OF AGRICULTURAL SECTORDocument8 pagesRISK ASSESSMENT AND CONTROL OF AGRICULTURAL SECTORAde margusNo ratings yet
- Thermo Ch6 Second Law of ThermodynamicsDocument48 pagesThermo Ch6 Second Law of ThermodynamicsUğur DİRİKNo ratings yet
- Design Fuzzy Logic Controller For Liquid Level Control: Abdelelah Kidher Mahmood, Hussam Hamad TahaDocument4 pagesDesign Fuzzy Logic Controller For Liquid Level Control: Abdelelah Kidher Mahmood, Hussam Hamad TaharirinNo ratings yet
- Process Dynamics and Control: BITS PilaniDocument30 pagesProcess Dynamics and Control: BITS PilaniShubham ChoudharyNo ratings yet
- SumitDocument10 pagesSumitSumit LunaychNo ratings yet
- Nyquist Plot and Stability Criteria - GATE Study Material in PDFDocument7 pagesNyquist Plot and Stability Criteria - GATE Study Material in PDFnidhi tripathiNo ratings yet
- 20 Log STD (Actual) STD (Errors)Document6 pages20 Log STD (Actual) STD (Errors)O Doutor FantasticNo ratings yet
- Thermostat MDDocument29 pagesThermostat MDsrokkam100% (1)
- Chapter 1 - Introduction To Mechatronic DevicesDocument12 pagesChapter 1 - Introduction To Mechatronic Devicesmohd_mizanNo ratings yet
- Control System Engineering - FinalDocument2 pagesControl System Engineering - FinalLuciferNo ratings yet