You might also like
- Genie GS-3268 RT Service ManualDocument183 pagesGenie GS-3268 RT Service ManualBosko100% (3)
- Engineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019Document715 pagesEngineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019DCRAING201675% (4)
- 2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFDocument11 pages2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFAshish AgrawalNo ratings yet
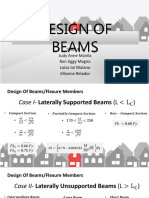
- Design of Beams 1Document30 pagesDesign of Beams 1Jill Relador100% (1)
- 4.0 Crude Oil Export System Commissioning ProcedureDocument12 pages4.0 Crude Oil Export System Commissioning Procedurenaved ahmed100% (1)
- Berco Heavy Duty HD Track ChainsDocument8 pagesBerco Heavy Duty HD Track ChainsGUILLERMO SEGURANo ratings yet
- Turbo Daily-Use and MaintenanceDocument152 pagesTurbo Daily-Use and MaintenanceMilosSanjaPop100% (1)
- G3500C and G3500E Generator Sets-Maintenance IntervalsDocument73 pagesG3500C and G3500E Generator Sets-Maintenance Intervalspedropablo1100% (6)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- the History of The Modern Steel Making Really Started From 1760, When HuntsmanDocument19 pagesthe History of The Modern Steel Making Really Started From 1760, When HuntsmanvzschoudharyNo ratings yet
- Separator Sizing and DesignDocument44 pagesSeparator Sizing and DesignKay EenNo ratings yet
- QAQC Weekly Report (14072017)Document15 pagesQAQC Weekly Report (14072017)Namta GeorgeNo ratings yet
- Manual de Servicio Schwing s28x Valvula RockDocument66 pagesManual de Servicio Schwing s28x Valvula RockEduardo Ariel Bernal100% (2)
- An Improved Thermal Model For Machine Tool Bearings: Xu Min, Jiang Shuyun, Cai YingDocument10 pagesAn Improved Thermal Model For Machine Tool Bearings: Xu Min, Jiang Shuyun, Cai Yingemreali1No ratings yet
- Analytical Modeling For Thermal Errors of Motorized Spindle UnitDocument18 pagesAnalytical Modeling For Thermal Errors of Motorized Spindle UnitJohn DonboscoNo ratings yet
- Temperature Analysis in A Ball Bearing With Heat Generation Caused by FrictionDocument10 pagesTemperature Analysis in A Ball Bearing With Heat Generation Caused by Frictionviceranster100% (1)
- Heat Has Critical Influences On Machining. To Some Extent, It Can Increase Tool Wear andDocument8 pagesHeat Has Critical Influences On Machining. To Some Extent, It Can Increase Tool Wear andPassmore DubeNo ratings yet
- Thermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessDocument22 pagesThermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessHarshalNo ratings yet
- 1 s2.0 S0007850610000223 MainDocument4 pages1 s2.0 S0007850610000223 MainabdollahzadehNo ratings yet
- Applied SciencesDocument14 pagesApplied SciencesflNo ratings yet
- Applicationofthe Hot Spotting MethoDocument24 pagesApplicationofthe Hot Spotting Methosemarasik_651536604No ratings yet
- Mmscience - 2021 06 - Prediction of Thermal Growth in A High Speed Spindle by Considering Thermo Mechanical BehaviorDocument8 pagesMmscience - 2021 06 - Prediction of Thermal Growth in A High Speed Spindle by Considering Thermo Mechanical BehaviorShamanth CNo ratings yet
- Else 2020 ConferenceDocument8 pagesElse 2020 ConferenceChestionar SanatateNo ratings yet
- Evaluation of Temperature and Properties at Interface of AISI 1040 Steels Joined by Friction WeldingDocument9 pagesEvaluation of Temperature and Properties at Interface of AISI 1040 Steels Joined by Friction WeldingBosco BeloNo ratings yet
- White LDocument29 pagesWhite LAnupam AlokNo ratings yet
- 2017 - Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument30 pages2017 - Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeNguyen Hoang DungNo ratings yet
- Applsci 11 06447 v2Document16 pagesApplsci 11 06447 v2Vijay KadliNo ratings yet
- A Review On Heat Generation in Metal Cutting: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962Document5 pagesA Review On Heat Generation in Metal Cutting: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962Sandeep MandalNo ratings yet
- Heat in MachiningDocument8 pagesHeat in MachiningSam vermNo ratings yet
- Operatingtemperatureinhigh SpeedballbearingsageDocument9 pagesOperatingtemperatureinhigh SpeedballbearingsageOmar QatawnehNo ratings yet
- Technical Note An Investigation On The Causes of A Rotor Bending and Its Thermal StraighteningDocument10 pagesTechnical Note An Investigation On The Causes of A Rotor Bending and Its Thermal Straighteningsemarasik_651536604No ratings yet
- Analytical Modelling of FSWDocument13 pagesAnalytical Modelling of FSWDr J KandasamyNo ratings yet
- Rotor Thermal Stress Monitoring in Steam TurbinesDocument12 pagesRotor Thermal Stress Monitoring in Steam Turbinesalexis walter100% (1)
- Ball-Screw Thermal Errors A Finite Element Simulation For On-Line EstimationDocument10 pagesBall-Screw Thermal Errors A Finite Element Simulation For On-Line Estimationdhans20051No ratings yet
- Numerical Modeling of Disc Brake System in Frictional Contact PDFDocument18 pagesNumerical Modeling of Disc Brake System in Frictional Contact PDFnatuan74No ratings yet
- Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument11 pagesNumerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladepinkungNo ratings yet
- Steady State Thermal Analysis of Perforated Honeycombplate Fin Heat Sinks Using AnsysDocument32 pagesSteady State Thermal Analysis of Perforated Honeycombplate Fin Heat Sinks Using AnsysIJAR JOURNALNo ratings yet
- Materials Science and TechnologyDocument27 pagesMaterials Science and TechnologyzainyousafzaiNo ratings yet
- Effect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsDocument4 pagesEffect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsJabbar AljanabyNo ratings yet
- Heat Generation and Temperature Prediction in Metal Cutting: A Review and Implications For High Speed Machining.Document19 pagesHeat Generation and Temperature Prediction in Metal Cutting: A Review and Implications For High Speed Machining.SoudeepSahaNo ratings yet
- ARPN2012Document12 pagesARPN2012Zulqarnain SarfarazNo ratings yet
- Impact of Ball-Screw Pre-Loading On Thermal Behavior Simulation of Vertical Machining Center During End-Milling..Document8 pagesImpact of Ball-Screw Pre-Loading On Thermal Behavior Simulation of Vertical Machining Center During End-Milling..dhans20051No ratings yet
- Rotor Hot Spot Treatment PDFDocument10 pagesRotor Hot Spot Treatment PDFramnadh803181No ratings yet
- Sciencedirect: Optimization of High Speed Machine Tool Spindle To Minimize Thermal DistortionDocument6 pagesSciencedirect: Optimization of High Speed Machine Tool Spindle To Minimize Thermal DistortionGilberto ZencovNo ratings yet
- I Jeter 129112021Document5 pagesI Jeter 129112021WARSE JournalsNo ratings yet
- Optimization of Structure Parameters For Angular Contact Ball Bearings Based On Kriging Model and Particle Swarm Optimization AlgorithmDocument11 pagesOptimization of Structure Parameters For Angular Contact Ball Bearings Based On Kriging Model and Particle Swarm Optimization AlgorithmGogyNo ratings yet
- Nas01 Librhome Librsh3 Desktop Manuscript Revision1-English Proof ReadingDocument31 pagesNas01 Librhome Librsh3 Desktop Manuscript Revision1-English Proof ReadingRAHUL K SEC 2020No ratings yet
- Quenching Process Simulation of Spur Gear Based OnDocument7 pagesQuenching Process Simulation of Spur Gear Based Onvijay kumarNo ratings yet
- A Study On Rotary Friction Welding of Titanium AllDocument10 pagesA Study On Rotary Friction Welding of Titanium AllmadhukarNo ratings yet
- Materials 14 03315 v2Document22 pagesMaterials 14 03315 v2Liviu BadeaNo ratings yet
- Measurement of Cutting Temperature During MachiningDocument15 pagesMeasurement of Cutting Temperature During MachiningivanNo ratings yet
- 1 s2.0 S1359431123018689 MainDocument18 pages1 s2.0 S1359431123018689 MainTrọng HòaNo ratings yet
- Distortion in Rolled and Heat-Treated RingsDocument4 pagesDistortion in Rolled and Heat-Treated RingsEldori1988No ratings yet
- Study of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsDocument12 pagesStudy of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsMuhammad Fatka FirmansyahNo ratings yet
- Analysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodDocument9 pagesAnalysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodchantivsNo ratings yet
- Sodsri Et Al. - 2017 - Numerical Thermal Performance Study in A Heat Exchanger Tube With Inclined Elliptical RingsDocument8 pagesSodsri Et Al. - 2017 - Numerical Thermal Performance Study in A Heat Exchanger Tube With Inclined Elliptical RingsAsep asepNo ratings yet
- A Thermomechanical Analysis of The Multi-Wedge Helical Rolling (MWHR) Process For Producing BallsDocument4 pagesA Thermomechanical Analysis of The Multi-Wedge Helical Rolling (MWHR) Process For Producing Ballsreza razaviNo ratings yet
- 1 s2.0 S1359431106000408 Main PDFDocument11 pages1 s2.0 S1359431106000408 Main PDFKulaNo ratings yet
- Thermal Analysis of Both Ventilated and Full Disc Brake RotorsDocument20 pagesThermal Analysis of Both Ventilated and Full Disc Brake RotorsAL Rajhi ZakariaNo ratings yet
- 7206 9292 1 PB PDFDocument11 pages7206 9292 1 PB PDFMichael SerraNo ratings yet
- Characteristics of Transient Heat Transfer and Wetting Pheno - 2015 - Procedia EDocument11 pagesCharacteristics of Transient Heat Transfer and Wetting Pheno - 2015 - Procedia Eyirga shitahunNo ratings yet
- Influence of Various Metallic Fillers in Friction Materials On Hot-Spot Appearance During Stop BrakingDocument12 pagesInfluence of Various Metallic Fillers in Friction Materials On Hot-Spot Appearance During Stop BrakingDianiTz MendOzaNo ratings yet
- Numerical Simulation of Friction Stir WeldingDocument6 pagesNumerical Simulation of Friction Stir WeldingJitender KunduNo ratings yet
- PJST13 1 48Document15 pagesPJST13 1 48Jeevanandam ShanmugasundaramNo ratings yet
- Role of Cross-Drilled Holes in Enhanced Cooling of Ventilated Brake DiscsDocument16 pagesRole of Cross-Drilled Holes in Enhanced Cooling of Ventilated Brake DiscsAntony BalconyNo ratings yet
- Int Journal LisDocument24 pagesInt Journal LissaranNo ratings yet
- Thermal Instability Analysis of A Synchronous Generator Rotor Using Direct Mapping - CORE ReaderDocument1 pageThermal Instability Analysis of A Synchronous Generator Rotor Using Direct Mapping - CORE Readerabdalla AljzNo ratings yet
- EasyChair Preprint 404Document7 pagesEasyChair Preprint 404Burak KoyuncuogluNo ratings yet
- Thermal Analysis of Ceramic Conventional Ball BearingsDocument8 pagesThermal Analysis of Ceramic Conventional Ball BearingsAdityaNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- LIVRO - PhaseDiagramDocument102 pagesLIVRO - PhaseDiagramMÔNICA SUEDE S. SILVANo ratings yet
- Permeabilidade de Leitos 1 PDFDocument2 pagesPermeabilidade de Leitos 1 PDFMÔNICA SUEDE S. SILVANo ratings yet
- AnalysisDocument8 pagesAnalysisMÔNICA SUEDE S. SILVANo ratings yet
- InterlaboratorialDocument84 pagesInterlaboratorialMÔNICA SUEDE S. SILVANo ratings yet
- Preparation of SiC Fiber Reinforced Nickel Matrix Composite PDFDocument7 pagesPreparation of SiC Fiber Reinforced Nickel Matrix Composite PDFMÔNICA SUEDE S. SILVANo ratings yet
- Porosidade em Aglomerados de Finos de Minério de FerroDocument229 pagesPorosidade em Aglomerados de Finos de Minério de FerroMÔNICA SUEDE S. SILVANo ratings yet
- QuantachromeDocument4 pagesQuantachromeMÔNICA SUEDE S. SILVANo ratings yet
- Climate ChangeDocument16 pagesClimate ChangeMÔNICA SUEDE S. SILVANo ratings yet
- Extractive Metallurgy of NickelDocument20 pagesExtractive Metallurgy of NickelMÔNICA SUEDE S. SILVANo ratings yet
- Smelting ProcessDocument6 pagesSmelting ProcessMÔNICA SUEDE S. SILVANo ratings yet
- Elkem ElectrodeDocument11 pagesElkem ElectrodeMÔNICA SUEDE S. SILVANo ratings yet
- Impact of Electrode Paste On Soderberg Electrode PerformanceDocument11 pagesImpact of Electrode Paste On Soderberg Electrode PerformanceMÔNICA SUEDE S. SILVANo ratings yet
- Permeabilidade de Leitos 1 PDFDocument2 pagesPermeabilidade de Leitos 1 PDFMÔNICA SUEDE S. SILVANo ratings yet
- Mecanismos de DesgasteDocument5 pagesMecanismos de DesgasteMÔNICA SUEDE S. SILVANo ratings yet
- Modelling of Tribofilm Sliding BehaviourDocument8 pagesModelling of Tribofilm Sliding BehaviourMÔNICA SUEDE S. SILVANo ratings yet
- 671 VonKrugerDocument10 pages671 VonKrugerBagus Tri Ardaya ArdayaNo ratings yet
- Edital UESB 2016Document66 pagesEdital UESB 2016MÔNICA SUEDE S. SILVANo ratings yet
- Powder MetallurgyDocument5 pagesPowder MetallurgyMÔNICA SUEDE S. SILVANo ratings yet
- Blast Furnace & Sintering March 2016Document10 pagesBlast Furnace & Sintering March 2016MÔNICA SUEDE S. SILVANo ratings yet
- Effect of Lubricants On Warm Compaction Process of Cu-Based CompositeDocument7 pagesEffect of Lubricants On Warm Compaction Process of Cu-Based CompositeMÔNICA SUEDE S. SILVANo ratings yet
- Erdemir 1 - Tribological and Solid Lubrificant Coatings PDFDocument9 pagesErdemir 1 - Tribological and Solid Lubrificant Coatings PDFMÔNICA SUEDE S. SILVANo ratings yet
- Debinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergDocument21 pagesDebinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergAzrul ZafrieNo ratings yet
- CFD Analysis - Hydrodynamic Lubrification and Bingham LubrificantDocument15 pagesCFD Analysis - Hydrodynamic Lubrification and Bingham LubrificantMÔNICA SUEDE S. SILVANo ratings yet
- Numerical Tribology of A Dry ContactDocument11 pagesNumerical Tribology of A Dry ContactMÔNICA SUEDE S. SILVANo ratings yet
- Microstructure and Wear of MaterialsDocument2 pagesMicrostructure and Wear of MaterialsMÔNICA SUEDE S. SILVANo ratings yet
- Automotive Tribology Overview of Current Advances and Challenges For The Future PDFDocument20 pagesAutomotive Tribology Overview of Current Advances and Challenges For The Future PDFMÔNICA SUEDE S. SILVANo ratings yet
- Materials and Design: T.K. Kandavel, R. Chandramouli, M. Manoj, B. Manoj, Deepak Kumar GuptaDocument9 pagesMaterials and Design: T.K. Kandavel, R. Chandramouli, M. Manoj, B. Manoj, Deepak Kumar GuptakrishnaNo ratings yet
- Rapid SinteringDocument12 pagesRapid SinteringMÔNICA SUEDE S. SILVANo ratings yet
- BE Specs VG1000 M9000 TableDocument3 pagesBE Specs VG1000 M9000 TableKumar sssssNo ratings yet
- Checklist GD BandlockDocument3 pagesChecklist GD BandlockdeogmozyxNo ratings yet
- EVO165DR GreenMech HäckslerDocument54 pagesEVO165DR GreenMech HäckslerontoptreeworkerNo ratings yet
- Comparison Between Horizontal and Vertical PumpDocument1 pageComparison Between Horizontal and Vertical PumpWilmer GarcíaNo ratings yet
- DSS PMT Part 1Document57 pagesDSS PMT Part 12KE18CV007 D R ANJITHA CivilNo ratings yet
- SudcoCatalogRetailPriceList2012 2Document173 pagesSudcoCatalogRetailPriceList2012 2Rodney Dale CollesterNo ratings yet
- Fluid 1Document40 pagesFluid 1NateNo ratings yet
- Baja Be 500 Owners ManualDocument29 pagesBaja Be 500 Owners ManualDragos EnacheNo ratings yet
- Crane Vibration AnalysisDocument6 pagesCrane Vibration AnalysisTomas Muñoz VergaraNo ratings yet
- JT Plants: PC LiquidsDocument2 pagesJT Plants: PC LiquidsJimenez ArgenisNo ratings yet
- fb4cnf 04pd PDFDocument16 pagesfb4cnf 04pd PDFMarianela MasyRubiNo ratings yet
- As1 Cee317b 2022Document4 pagesAs1 Cee317b 2022Pheletso Andrias MoloantoaNo ratings yet
- 2013 Turbine Manufacture Pelton TurbineDocument60 pages2013 Turbine Manufacture Pelton TurbineAnonymous K48TgviNo ratings yet
- Seamless Dimensional Range: Wall ThicknessDocument1 pageSeamless Dimensional Range: Wall ThicknessFilipNo ratings yet
- Layout: Rear View Front ViewDocument14 pagesLayout: Rear View Front ViewRms AutomotrizNo ratings yet
- DC-Powered Jumping Ring: Articles You May Be Interested inDocument6 pagesDC-Powered Jumping Ring: Articles You May Be Interested inTiberiuNo ratings yet
- Juki HZL-FDocument35 pagesJuki HZL-FjinkysuzykayeNo ratings yet
- Stress AnalysisDocument4 pagesStress AnalysisSandeep BhatiaNo ratings yet
- Vapour Liquid Equilibrium ExpDocument5 pagesVapour Liquid Equilibrium ExpAakash Sharma100% (1)
- FP IgniterDocument13 pagesFP IgniterDavid AlexanderNo ratings yet