You might also like
- Welding SymbolsDocument13 pagesWelding SymbolsPhelan Roque100% (1)
- Deciphering Weld SymbolsDocument10 pagesDeciphering Weld SymbolsVinoth MechNo ratings yet
- Order This Information in Print Download in PDF FormatDocument7 pagesOrder This Information in Print Download in PDF Formatlutfi_ismailNo ratings yet
- Weld and Welding Symbols: Er Latest Technology in The Widest Product Range, ComprDocument27 pagesWeld and Welding Symbols: Er Latest Technology in The Widest Product Range, ComprFYNo ratings yet
- Weld and Welding Symbols: 3-4. GENERALDocument24 pagesWeld and Welding Symbols: 3-4. GENERALAnonymous D2GXdENo ratings yet
- Simboluri SuduriDocument32 pagesSimboluri SuduriGabriel MateiNo ratings yet
- Welding Symbols HandoutDocument2 pagesWelding Symbols HandouttereveNo ratings yet
- Weld SymbolsDocument26 pagesWeld SymbolsAju aju100% (1)
- Welding Symbols HandoutDocument2 pagesWelding Symbols HandouttereveNo ratings yet
- Welding SymbolsDocument94 pagesWelding Symbolshatem jlolNo ratings yet
- Welding SymbolsDocument37 pagesWelding SymbolsmehmetsalliNo ratings yet
- Joining Welders Since 1995Document38 pagesJoining Welders Since 1995Sanjay Kumar SinghNo ratings yet
- Simboluri SuduriDocument32 pagesSimboluri Sudurinzc_laurNo ratings yet
- Section I. Print Reading: 3-1. GENERALDocument32 pagesSection I. Print Reading: 3-1. GENERALarnolhariNo ratings yet
- Lesson 6. Welding SymbolsDocument37 pagesLesson 6. Welding SymbolsJay-r MiñozaNo ratings yet
- Fabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITDocument73 pagesFabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITVandan GundaleNo ratings yet
- Print Reading and Welding SymbolsDocument30 pagesPrint Reading and Welding Symbolsmega accountNo ratings yet
- Section I. Print Reading: 3-1. GENERALDocument34 pagesSection I. Print Reading: 3-1. GENERALSikandar HayatNo ratings yet
- Welding PDFDocument34 pagesWelding PDFSikandar HayatNo ratings yet
- Welding SymbolsDocument26 pagesWelding Symbolssamy7354No ratings yet
- Weld Symbol and Welding Symbol - Description and UsesDocument16 pagesWeld Symbol and Welding Symbol - Description and UsesASHVIN YADAVNo ratings yet
- Drawing of Weld SymbolsDocument17 pagesDrawing of Weld SymbolsSteranskoNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsPetar TopicNo ratings yet
- Welding SymbolsDocument21 pagesWelding SymbolsAsaad Mohamed100% (1)
- Welding SymbolsDocument11 pagesWelding SymbolsViswanathNo ratings yet
- Module10 (Autosaved)Document26 pagesModule10 (Autosaved)remit kitaNo ratings yet
- Welding SymbolsDocument8 pagesWelding SymbolsdsbintaroNo ratings yet
- Welding Symbols (Part - 1) Welding and NDTDocument8 pagesWelding Symbols (Part - 1) Welding and NDTALFA ENGINEERINGNo ratings yet
- Basic Requirements WeldingDocument7 pagesBasic Requirements Weldingbrpnaidu2157100% (1)
- Welding SymbolsDocument9 pagesWelding SymbolsultraspeedNo ratings yet
- How To Read Welding Symbols1Document9 pagesHow To Read Welding Symbols1Ένκινουαν Κόγκ ΑδάμουNo ratings yet
- Welding Symbols - The Basics: by Rosemary RegelloDocument5 pagesWelding Symbols - The Basics: by Rosemary RegelloAravind H B Engineering CivilNo ratings yet
- Welding Symbols - The Basics: by Rosemary RegelloDocument8 pagesWelding Symbols - The Basics: by Rosemary RegelloChristian GervacioNo ratings yet
- Arrow Leader Line Reference Line TailDocument8 pagesArrow Leader Line Reference Line TailpmkarNo ratings yet
- PDFDocument15 pagesPDFMatthew HaleNo ratings yet
- Welding SymbolsDocument10 pagesWelding SymbolskvsagarNo ratings yet
- HTTP WWW - Welding.com Weld - Symbols - Welding - SymbolsDocument21 pagesHTTP WWW - Welding.com Weld - Symbols - Welding - Symbolsvmuthu76No ratings yet
- Welding Symbol and Its PositionDocument12 pagesWelding Symbol and Its PositionKrishna PatelNo ratings yet
- Module 10Document24 pagesModule 10remit kitaNo ratings yet
- Welding SymbolsDocument8 pagesWelding SymbolsRaoFarhan100% (1)
- WeldingDocument6 pagesWeldingAnonymous kIrNuhNo ratings yet
- Weld SymbolsDocument8 pagesWeld SymbolsM.IBRAHEEMNo ratings yet
- M1 - 2 Welding Symbols and DrawingsDocument13 pagesM1 - 2 Welding Symbols and DrawingsmullanjiNo ratings yet
- Welding Notes PDFDocument9 pagesWelding Notes PDFOLIVER FLORESNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsleventkilicNo ratings yet
- An Introduction To Reading Drawings: Welding Symbols - The BasicsDocument6 pagesAn Introduction To Reading Drawings: Welding Symbols - The BasicsPunit singhNo ratings yet
- Welding JointDocument17 pagesWelding Jointmicheleling6696No ratings yet
- Welding 200708Document17 pagesWelding 200708rk.mtplNo ratings yet
- Welding 200708Document17 pagesWelding 200708lkirankarthikNo ratings yet
- Welding 200708Document17 pagesWelding 200708tnchsgNo ratings yet
- M1 - 2 Welding Symbols and DrawingsDocument13 pagesM1 - 2 Welding Symbols and DrawingsGiurcanas AndreiNo ratings yet
- Welding Drawings 2Document10 pagesWelding Drawings 2cfcshakerNo ratings yet
- Weld SysmbolDocument17 pagesWeld SysmbolBashu PoudelNo ratings yet
- Welding 200708Document17 pagesWelding 200708Jamal MohamedNo ratings yet
- Welding 200708Document17 pagesWelding 200708sansagithNo ratings yet
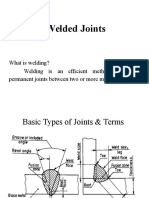
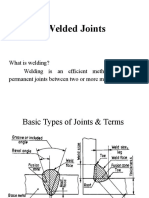
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsGovindasamy CrgNo ratings yet
- Welding 200708Document17 pagesWelding 200708Rajarajan NMNo ratings yet
- Welding 200708Document17 pagesWelding 200708Vashish RamrechaNo ratings yet
- Novozymes IPRDocument19 pagesNovozymes IPRthereisaneedNo ratings yet
- Unpacking and Storage Instruction-EN-0807Document18 pagesUnpacking and Storage Instruction-EN-0807Tim ZHANGNo ratings yet
- NMIMS Offer LetterDocument4 pagesNMIMS Offer LetterSUBHAJITNo ratings yet
- Fuel Supply Agreement - First DraftDocument104 pagesFuel Supply Agreement - First DraftMuhammad Asif ShabbirNo ratings yet
- 13 DocumentsDocument38 pages13 DocumentsPoorClaresBostonNo ratings yet
- Lesson 1 - Basic Concept of DesignDocument32 pagesLesson 1 - Basic Concept of DesignSithara BandaraNo ratings yet
- PROCEMAC PT Spare Parts ManualDocument27 pagesPROCEMAC PT Spare Parts ManualMauricio CruzNo ratings yet
- SPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGDocument3 pagesSPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGRengie GaloNo ratings yet
- TelekomDocument2 pagesTelekomAnonymous eS7MLJvPZCNo ratings yet
- Controllogix EthernetDocument136 pagesControllogix Ethernetcnp0705No ratings yet
- Bruno (2005) Approximating The Bias of The LSDV Estimator For Dynamic Unbalanced Panel Data ModelsDocument6 pagesBruno (2005) Approximating The Bias of The LSDV Estimator For Dynamic Unbalanced Panel Data Modelsvincus27No ratings yet
- NHS FPX 5004 Assessment 4 Self-Assessment of Leadership, Collaboration, and EthicsDocument4 pagesNHS FPX 5004 Assessment 4 Self-Assessment of Leadership, Collaboration, and EthicsEmma WatsonNo ratings yet
- IDS701Document26 pagesIDS701Juan Hidalgo100% (2)
- Assignment No. 1: Semester Fall 2021 Data Warehousing - CS614Document3 pagesAssignment No. 1: Semester Fall 2021 Data Warehousing - CS614Hamza Khan AbduhuNo ratings yet
- The 360 Degree Leader J MaxwellDocument2 pagesThe 360 Degree Leader J MaxwellUzen50% (2)
- Lampiran Surat 739Document1 pageLampiran Surat 739Rap IndoNo ratings yet
- Java Programming Unit5 Notes PDFDocument110 pagesJava Programming Unit5 Notes PDFVishnu VardhanNo ratings yet
- Investigating The Determinants of Internet Banking Adoption in GreeceDocument10 pagesInvestigating The Determinants of Internet Banking Adoption in GreeceEman MostafaNo ratings yet
- Validation TP APPO R12Document3 pagesValidation TP APPO R12Suman GopanolaNo ratings yet
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDocument102 pagesMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeNo ratings yet
- Faculty Performance Appraisal Report (Draft1)Document3 pagesFaculty Performance Appraisal Report (Draft1)mina dote100% (1)
- Feasibility Report, Modhumoti, Rev. - April-.2015-1Document19 pagesFeasibility Report, Modhumoti, Rev. - April-.2015-1Jahangir RaselNo ratings yet
- Workbook, Exercises-Unit 8Document6 pagesWorkbook, Exercises-Unit 8Melanie ValdezNo ratings yet
- ClientDocument51 pagesClientCarla Nilana Lopes XavierNo ratings yet
- Turn Pet1 Plastic Bottles Into 3d Filament With The Recreator 3d Mk5kit Ender3 b7936987 A5e5 4b10 80fa 8754423f3ee8Document11 pagesTurn Pet1 Plastic Bottles Into 3d Filament With The Recreator 3d Mk5kit Ender3 b7936987 A5e5 4b10 80fa 8754423f3ee8Meet MehtaNo ratings yet
- Labor LawDocument6 pagesLabor LawElden Cunanan BonillaNo ratings yet
- New Holland TM165 Shuttle Command (Mechanical Transmission) PDFDocument44 pagesNew Holland TM165 Shuttle Command (Mechanical Transmission) PDFElena DNo ratings yet
- ET275 Unit 2 - Lesson Plan - SlidesDocument27 pagesET275 Unit 2 - Lesson Plan - SlidesDonald LeedyNo ratings yet
- IT Quiz QuestionsDocument10 pagesIT Quiz QuestionsbrittosabuNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFArjun S SanakanNo ratings yet