You might also like
- 963 C Pressure TapsDocument105 pages963 C Pressure TapsBaron KasoziNo ratings yet
- Service Manual 1 For Closed Circuit No Date/sign Sect 2 Rev 971 15Sep2000/BLDocument3 pagesService Manual 1 For Closed Circuit No Date/sign Sect 2 Rev 971 15Sep2000/BLДмитрий МещерскихNo ratings yet
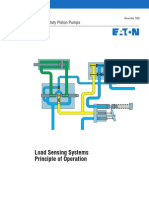
- Load Sensing Syst. Princ Oper. EatonDocument28 pagesLoad Sensing Syst. Princ Oper. EatonPedro Blanco92% (12)
- Iom Ylae-2Document32 pagesIom Ylae-2lam100% (1)
- Emd Mi259 PDFDocument20 pagesEmd Mi259 PDFJesse BarnettNo ratings yet
- AIChE Surge Control PaperDocument38 pagesAIChE Surge Control Paperscongiundi100% (1)
- Flow Divider Designs: HydraulikDocument40 pagesFlow Divider Designs: HydraulikHugo Muñoz ValdiviaNo ratings yet
- Tuning Anti-Surge Controllers: Safety Features in ManualDocument6 pagesTuning Anti-Surge Controllers: Safety Features in Manualcvg ertd100% (1)
- ReliefDocument3 pagesReliefMohamed OmarNo ratings yet
- Hydraulics FundamentalsDocument31 pagesHydraulics FundamentalsDavid LacunesNo ratings yet
- PB3302Document2 pagesPB3302parrastevens930No ratings yet
- ML11223A287Document13 pagesML11223A287Usman NaseemNo ratings yet
- 1.dresser Rand Surge ControlDocument4 pages1.dresser Rand Surge ControlHimawan Sigit NugrohoNo ratings yet
- PRESSOR Controls Anti SurgeDocument25 pagesPRESSOR Controls Anti SurgeTrungNo ratings yet
- Hydraulic Pneumatic Oxygen Some Aspect of The SytemsDocument10 pagesHydraulic Pneumatic Oxygen Some Aspect of The SytemsGauri ShindeNo ratings yet
- Second-Stage Nozzle Control: GeneralDocument4 pagesSecond-Stage Nozzle Control: GeneralSara VaccaNo ratings yet
- Descritivo de Manutenção - Guindaste Appleton Marine - SWL 30 TonsDocument9 pagesDescritivo de Manutenção - Guindaste Appleton Marine - SWL 30 TonsSérgio Meneses VieiraNo ratings yet
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Pressure Control ValveDocument34 pagesPressure Control ValveHASHEMNo ratings yet
- Compressor Anti SurgeDocument4 pagesCompressor Anti SurgeAboaliNo ratings yet
- Regulators - Valves and SystemsDocument16 pagesRegulators - Valves and SystemssalemNo ratings yet
- Section 907: Starting Air SystemDocument10 pagesSection 907: Starting Air SystemMade AgusNo ratings yet
- Common Terms Used With Control ValveDocument4 pagesCommon Terms Used With Control ValveMohamed RezkNo ratings yet
- HydraulicCA251 W2 10241 1ENDocument13 pagesHydraulicCA251 W2 10241 1ENAdrian Alonso Bustos Gonzalez100% (1)
- PM Tune Up PC 1250SP - 7Document23 pagesPM Tune Up PC 1250SP - 7Abc KeuanganNo ratings yet
- Surge ControlDocument16 pagesSurge ControlSANTOSH KUMARNo ratings yet
- BDV ValvesDocument4 pagesBDV ValvesAmanda MartinezNo ratings yet
- What Is Pressure SwitchDocument2 pagesWhat Is Pressure Switchtetsa zangetsuNo ratings yet
- What Pressure Relief Really MeansDocument6 pagesWhat Pressure Relief Really MeansWeam IssaNo ratings yet
- Cessna Citation X-HydraulicDocument7 pagesCessna Citation X-HydraulicSharpeEngineerNo ratings yet
- Selflevel in BMWDocument57 pagesSelflevel in BMWopenid_r8Qrgb3l100% (2)
- Fisher - Compressor Anti Surge ValveDocument3 pagesFisher - Compressor Anti Surge ValveAlexa MouawadNo ratings yet
- Pages From TA37-41-45M Maint 749-20052Document7 pagesPages From TA37-41-45M Maint 749-20052Jason VelasquezNo ratings yet
- Lesson 8 Final Control ElementDocument9 pagesLesson 8 Final Control ElementRachel Renti CruzNo ratings yet
- Pressure Independent Valves For Terminal Unit Applications: Cost Effective Solution With Maximum Energy SavingsDocument8 pagesPressure Independent Valves For Terminal Unit Applications: Cost Effective Solution With Maximum Energy SavingsDaniel FigueiredoNo ratings yet
- This Information For: SL, SM & SH 90, 110, 132, 150, 200, 250 &300 (50Hz) L, H & HH 125, 150, 200, 250, 300, 350 & 400 (60Hz)Document4 pagesThis Information For: SL, SM & SH 90, 110, 132, 150, 200, 250 &300 (50Hz) L, H & HH 125, 150, 200, 250, 300, 350 & 400 (60Hz)abdbawazirNo ratings yet
- Controlling Anti-Surge Valves in Low Flow Load Balancing OperationDocument7 pagesControlling Anti-Surge Valves in Low Flow Load Balancing Operationmasimaha1379100% (1)
- ManipulatorDocument8 pagesManipulatorIan PanergarNo ratings yet
- Aircraft Systems and InstrumentsDocument168 pagesAircraft Systems and InstrumentsHarshal RodgeNo ratings yet
- TSC 802 (A)Document2 pagesTSC 802 (A)KarmandeepBrarNo ratings yet
- Service & Maintenance TrainingDocument85 pagesService & Maintenance TrainingERWIN SAPUTRANo ratings yet
- Bypass ControllerDocument4 pagesBypass Controllernjc6151No ratings yet
- Ycrl0064-0156 Start-Up Checklist CommissioningDocument8 pagesYcrl0064-0156 Start-Up Checklist Commissioninggabo andresNo ratings yet
- SPC Idc 2ls Iom Operation GuideDocument8 pagesSPC Idc 2ls Iom Operation GuideisurukalharaNo ratings yet
- INSTRUMENT - AUTODRILLER - AOI - TECH MANUAL - IOM-111 Automatic Drilling Control SystemDocument53 pagesINSTRUMENT - AUTODRILLER - AOI - TECH MANUAL - IOM-111 Automatic Drilling Control SystemKapil AgarwalNo ratings yet
- Steam Turbine Over Speed Trip SystemsDocument11 pagesSteam Turbine Over Speed Trip SystemsPRASAD326100% (17)
- Basics of HydraulicsDocument13 pagesBasics of HydraulicsJames DanielNo ratings yet
- FM HydraulicsDocument4 pagesFM HydraulicsOnkar KakadNo ratings yet
- Asses Rundown Speed of A CompresorDocument8 pagesAsses Rundown Speed of A CompresorFATHYNo ratings yet
- Causes and Cures of Regulator InstabilityDocument5 pagesCauses and Cures of Regulator Instabilityratninp9368100% (1)
- Introduction To RegulatorsDocument7 pagesIntroduction To Regulatorsoldboy1No ratings yet
- Proportional ValvesDocument7 pagesProportional ValvesSummer AshleyNo ratings yet
- SM-800.40 FlexAirValve PDFDocument31 pagesSM-800.40 FlexAirValve PDFJIM CAMPBELLNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetRating: 2 out of 5 stars2/5 (1)
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- SynopsisDocument5 pagesSynopsisRohit MathurNo ratings yet
- Gothic V RomanticDocument10 pagesGothic V RomanticLucia InglesNo ratings yet
- PRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Document73 pagesPRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Sebastian PettersNo ratings yet
- ALL ABOUT US 5 UNIT 5 Vocab and GrammarDocument3 pagesALL ABOUT US 5 UNIT 5 Vocab and Grammaravecren67% (3)
- Question Bank - Unit VDocument2 pagesQuestion Bank - Unit VMoses DianNo ratings yet
- E9825c12 Unm Wsoc Box Score 1102Document13 pagesE9825c12 Unm Wsoc Box Score 1102Albuquerque JournalNo ratings yet
- Manuale StoegerDocument107 pagesManuale StoegerPaolo Marcello BattianteNo ratings yet
- Blitzcrank (League of Legends) League of Legends Wiki FandomDocument1 pageBlitzcrank (League of Legends) League of Legends Wiki FandomBamiasNo ratings yet
- Overnight OatsDocument81 pagesOvernight OatsMaria CarmelaNo ratings yet
- Chapter 5Document28 pagesChapter 5Nada ElDeebNo ratings yet
- February Free Chapter - Under The Microscope by Professor Earl OwenDocument32 pagesFebruary Free Chapter - Under The Microscope by Professor Earl OwenRandomHouseAUNo ratings yet
- Hes 386 Poster Breanna CrockettDocument2 pagesHes 386 Poster Breanna CrockettManuel FerreiraNo ratings yet
- Speech of AntonyDocument9 pagesSpeech of AntonyMiruna BirladeanuNo ratings yet
- Costume Jewellery in GermanyDocument3 pagesCostume Jewellery in GermanyJustin CarewNo ratings yet
- Hi-Force Hydrostatic PDFDocument6 pagesHi-Force Hydrostatic PDFWong Chung MengNo ratings yet
- Dadaist FilmsDocument4 pagesDadaist FilmsDiego GrañenaNo ratings yet
- Compatibilidad APPs Dispositivos 03-01-2023-GTDDocument1,232 pagesCompatibilidad APPs Dispositivos 03-01-2023-GTDAnthony ArmstrongNo ratings yet
- Actor NotesDocument2 pagesActor NotesMICHAEL PRITCHARDNo ratings yet
- SAILOR 6004 Control Panel: Installation GuideDocument2 pagesSAILOR 6004 Control Panel: Installation GuideRomeish KelaartNo ratings yet
- Orchestral Technique: A Manual For Students: Gordon JacobDocument1 pageOrchestral Technique: A Manual For Students: Gordon JacobDeepan AkashNo ratings yet
- Mutua Madrid Open: City, Country Tournament Dates Surface Total Financial CommitmentDocument1 pageMutua Madrid Open: City, Country Tournament Dates Surface Total Financial CommitmentMarco Fiammata XBOXNo ratings yet
- Something's Cooking 3.5Document4 pagesSomething's Cooking 3.5matthew russieNo ratings yet
- Maths Test-Chapter 13 - Surface Area - Part-1Document1 pageMaths Test-Chapter 13 - Surface Area - Part-1PaldexNo ratings yet
- SE125 ClassDocument125 pagesSE125 ClassdanialsafianNo ratings yet
- Defensive Depth ChartDocument2 pagesDefensive Depth ChartAnonymous Q0S8eeAxoNo ratings yet
- Stations of The Cross - 16th March 2024Document6 pagesStations of The Cross - 16th March 2024markalphonso40261No ratings yet
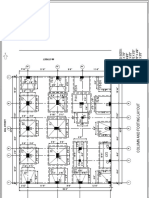
- Column and Footing LayoutDocument1 pageColumn and Footing LayoutV.m. RajanNo ratings yet
- Table Manners: MaterialsDocument8 pagesTable Manners: MaterialsStacey LiuNo ratings yet
- Usb Device Forensics XP Guide-1Document5 pagesUsb Device Forensics XP Guide-1John YeungNo ratings yet
- Chord ProgressionDocument2 pagesChord Progressionsenonais nissaroub100% (1)