You might also like
- Estudio Del Comportamiento de Las Aleaciones Ferrosas y No Ferrosas-Teoria y Problemas 2017-IIDocument71 pagesEstudio Del Comportamiento de Las Aleaciones Ferrosas y No Ferrosas-Teoria y Problemas 2017-IIclaudiaNo ratings yet
- Cap. 4 Clase Parametros OperacionalesDocument37 pagesCap. 4 Clase Parametros OperacionalesJonathan Esqueche AragonNo ratings yet
- Clase 09 Curva de AprendizajeDocument51 pagesClase 09 Curva de AprendizajeYhoniArotomaLandeo0% (1)
- TRITURADORADocument29 pagesTRITURADORAjonathan condori quispeNo ratings yet
- Pabellón de Chile. SevillaDocument19 pagesPabellón de Chile. SevillaJose SosaNo ratings yet
- Material Desmontaje Montaje Cubo Una Rueda Delantera Camion PDFDocument4 pagesMaterial Desmontaje Montaje Cubo Una Rueda Delantera Camion PDFmateoNo ratings yet
- Balanceo de LineasDocument17 pagesBalanceo de LineasElssy Perez CastroNo ratings yet
- PDF Sfida CompressDocument10 pagesPDF Sfida CompressPascual D MP0% (1)
- Materiales de Ingeniería El Aluminio, Propiedades y Aplicaciones DiapositivasDocument31 pagesMateriales de Ingeniería El Aluminio, Propiedades y Aplicaciones DiapositivasGerlin Gomez Morales33% (3)
- Proyecto Final (G 1) - Ind 2202Document99 pagesProyecto Final (G 1) - Ind 2202CHAVEZ COPA MARY GABRIELANo ratings yet
- Bocín de Rueda o Cubo de RuedaDocument16 pagesBocín de Rueda o Cubo de RuedaDiego Mejia JaramilloNo ratings yet
- Diamante SacDocument25 pagesDiamante SacRoy Falconi MedinaNo ratings yet
- Pc2 AyudaDocument3 pagesPc2 AyudaMiguelNo ratings yet
- Historial AcademicoDocument2 pagesHistorial AcademicoDiego ChugarNo ratings yet
- Practica 4Document2 pagesPractica 4Monrroy Choque KevinNo ratings yet
- Lab 6Document15 pagesLab 6Fabrii Magnus LodbrókNo ratings yet
- Practica Elt 2273Document3 pagesPractica Elt 2273Elias ChugarNo ratings yet
- Ejercicios Ing MetodosDocument3 pagesEjercicios Ing MetodosMarizol Carla Callaguara Coca100% (1)
- DIAGRAMA HOMBRE MAQUINA Problemas Propuestos.Document2 pagesDIAGRAMA HOMBRE MAQUINA Problemas Propuestos.marit2504No ratings yet
- Tarea s03Document2 pagesTarea s03JOSE LUIS DEL CASTILLO MARTINEZNo ratings yet
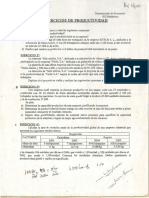
- Ejercicios ProductividadDocument6 pagesEjercicios ProductividadGusTavo Sandoval100% (1)
- Practica N°3 Fresa G. 1, 2020-2Document1 pagePractica N°3 Fresa G. 1, 2020-2EstudianteNo ratings yet
- Practica #4Document4 pagesPractica #4Ale SuaznabarNo ratings yet
- Sesión 3.1Document76 pagesSesión 3.1yadhira olivera floresNo ratings yet
- Molibdeno ExpoDocument4 pagesMolibdeno ExpoJose ChoqueNo ratings yet
- Lab 6 Diagrama Bimanual - DEHEZA ESPINOZA ROMMEL HERIBERTODocument16 pagesLab 6 Diagrama Bimanual - DEHEZA ESPINOZA ROMMEL HERIBERTOISRAEL MANFRED CONDORI ROCHANo ratings yet
- Lab 8 Balance de LineaDocument6 pagesLab 8 Balance de LineaHenrry Gonzales Manuel0% (1)
- Taller 3. Ing Ec. Karina ValeroDocument6 pagesTaller 3. Ing Ec. Karina Valerokhana11100% (1)
- Practica Calificada 3Document3 pagesPractica Calificada 3Lev21No ratings yet
- Ejercicio 7 D.PDocument8 pagesEjercicio 7 D.PJonny ZamudioNo ratings yet
- Balance de LineaSDocument24 pagesBalance de LineaSAnonymous a7VuPAB5CNo ratings yet
- Aleado MecanicoDocument20 pagesAleado MecanicoWilson VicencioNo ratings yet
- Guia Lab 1 Curva de Aprendizaje PDFDocument12 pagesGuia Lab 1 Curva de Aprendizaje PDFISRAEL M CONDORINo ratings yet
- Formacion de Bloques y Confusion PDFDocument27 pagesFormacion de Bloques y Confusion PDFalizanov100% (1)
- Lab #12 de QMC 1206Document4 pagesLab #12 de QMC 1206Sady MarazNo ratings yet
- Composición y Tipos de VidrioDocument21 pagesComposición y Tipos de VidrioSarahMuñozA100% (2)
- Laboratorio Curva de AprendizajeDocument14 pagesLaboratorio Curva de AprendizajeKevin AlanNo ratings yet
- Calor Latente de Fusion Del AguaDocument8 pagesCalor Latente de Fusion Del AguaTJ Klein AldairNo ratings yet
- Casos Costos Por Ordenes de ProduccionDocument2 pagesCasos Costos Por Ordenes de ProduccionCARLOS DANIEL DOMINGUEZ CALLENo ratings yet
- Resumenes y Analisis de Los Trabajos deDocument414 pagesResumenes y Analisis de Los Trabajos deMARIA FERNANDA DIAZ CHAVEZ0% (1)
- .Mat 1105 F Practica#3 Gutierrez G Diego D.Document6 pages.Mat 1105 F Practica#3 Gutierrez G Diego D.Diego GutierrezNo ratings yet
- QUISPE - PANIAGUA - ANDREA - THAIZ - LAB - 7 - Andrea Thaiz Quispe PaniaguaDocument21 pagesQUISPE - PANIAGUA - ANDREA - THAIZ - LAB - 7 - Andrea Thaiz Quispe PaniaguaISRAEL MANFRED CONDORI ROCHANo ratings yet
- Quimica Industrial II Acido SulfuricoDocument14 pagesQuimica Industrial II Acido Sulfuricoampiedramo100% (1)
- Presentacion 4 - Productividad de Mano de ObraDocument39 pagesPresentacion 4 - Productividad de Mano de ObraJEHISEN CLEVER CISNEROS CHUMBILENo ratings yet
- Extrusión y TrefiladoDocument17 pagesExtrusión y TrefiladoJoselyn Antonia Toribio MalpartidaNo ratings yet
- Acotación - Iso 129-1973Document16 pagesAcotación - Iso 129-1973hombre.muerto5959No ratings yet
- Balance de Linea 2016 2Document31 pagesBalance de Linea 2016 2ChristianNo ratings yet
- Medidor de ConcentricidadesDocument11 pagesMedidor de ConcentricidadesOlivert Honorio ApazaNo ratings yet
- Diagrama Operin Elaboracion de CervezaDocument1 pageDiagrama Operin Elaboracion de CervezaAmayaNo ratings yet
- TAREA 01 PARCIAL 1 - Revisión Del IntentoDocument8 pagesTAREA 01 PARCIAL 1 - Revisión Del IntentoSteven MalavéNo ratings yet
- Tarea Academica - CronometrajeDocument3 pagesTarea Academica - CronometrajeSantiagNo ratings yet
- Práctica N°15Document23 pagesPráctica N°15Oscar Alfonso Galvez MegoNo ratings yet
- Corrosion Unidad 1 y Prueba SumativaDocument114 pagesCorrosion Unidad 1 y Prueba SumativaDayana LascanoNo ratings yet
- Examen de Ind 3404 AuxiliaturaDocument1 pageExamen de Ind 3404 AuxiliaturaLesly Canaza NinaNo ratings yet
- Proceso Corte Termico (Autoguardado)Document61 pagesProceso Corte Termico (Autoguardado)David FlowersNo ratings yet
- Laboratorio 2 ProductividadDocument6 pagesLaboratorio 2 ProductividadAdriana aguilar tercerosNo ratings yet
- Ficha Inspeccion Luis CarreñoDocument2 pagesFicha Inspeccion Luis CarreñoLuis Yovany Carreño100% (2)
- Diagrama Bimanual Del FocoDocument3 pagesDiagrama Bimanual Del FocoMaynor BustamanteNo ratings yet
- Ingenieria de Metodos Pa2Document6 pagesIngenieria de Metodos Pa2Ghi Ta RoNo ratings yet
- Procesos Industriales Activida 1Document14 pagesProcesos Industriales Activida 1Hector Ruben Ramis TorresNo ratings yet
- PROC. CABLEADO Y CONEXIONADO. Listo SGC-SYNER-CC-PE-001Document12 pagesPROC. CABLEADO Y CONEXIONADO. Listo SGC-SYNER-CC-PE-001JUANNo ratings yet
- 2.certificado Pruebas Hermeticidad - PHMN 0120 E.D.S. Cuervo IDocument35 pages2.certificado Pruebas Hermeticidad - PHMN 0120 E.D.S. Cuervo IDpto. Técnico FITACOLNo ratings yet
- Documento 1 454454 F052Document2 pagesDocumento 1 454454 F052Jhonatan Silva VargasNo ratings yet
- 39.12 Registro de Los Vehiculos y MaquinariaDocument4 pages39.12 Registro de Los Vehiculos y MaquinariaJhonatan Silva VargasNo ratings yet
- Constancia Vida LeyDocument2 pagesConstancia Vida LeyJhonatan Silva VargasNo ratings yet
- Examen de Induccion SSOMA-EDSDocument2 pagesExamen de Induccion SSOMA-EDSJhonatan Silva Vargas100% (1)
- Dialnet ModeloDeGestionDeIncidentesParaUnaEntidadEstatal 6043083 PDFDocument34 pagesDialnet ModeloDeGestionDeIncidentesParaUnaEntidadEstatal 6043083 PDFjavisan2011No ratings yet
- Interpretación de Los Cambios en La Norma ANSI Z359-2007Document8 pagesInterpretación de Los Cambios en La Norma ANSI Z359-2007CARLOS VIDALNo ratings yet
- Iperc - Imtemizado Base Faceve V.02Document32 pagesIperc - Imtemizado Base Faceve V.02Jhonatan Silva VargasNo ratings yet
- Constancia Vida Ley - BorjaDocument2 pagesConstancia Vida Ley - BorjaJhonatan Silva VargasNo ratings yet
- 4.-SDG-EDS-SSOMA-2016-4-F-20 Check List de AndamiosDocument1 page4.-SDG-EDS-SSOMA-2016-4-F-20 Check List de AndamiosJhonatan Silva VargasNo ratings yet
- Eds - Sso - F - 10 - Permiso de Trabajo en AlturaDocument1 pageEds - Sso - F - 10 - Permiso de Trabajo en AlturaJhonatan Silva VargasNo ratings yet
- NM1 Operatoria BasicaDocument2 pagesNM1 Operatoria BasicaJesús CastilloNo ratings yet
- Pets Cambio de Sello de Juntas en ParqueDocument7 pagesPets Cambio de Sello de Juntas en ParqueJhonatan Silva VargasNo ratings yet
- Pa 02 Calculo3 Jhonatan SilvaDocument7 pagesPa 02 Calculo3 Jhonatan SilvaJhonatan Silva VargasNo ratings yet
- (Formato) Informe de Intervención de Voluntariado GQT-DISTANCIADocument14 pages(Formato) Informe de Intervención de Voluntariado GQT-DISTANCIAJhonatan Silva Vargas0% (1)
- Uso Correcto Del Equipo de Proteccion PersonalDocument34 pagesUso Correcto Del Equipo de Proteccion PersonalAlex100% (1)
- Inform Simulacro El Rosario-1Document14 pagesInform Simulacro El Rosario-1Jhonatan Silva VargasNo ratings yet
- Permiso Trabajo en AlturaDocument7 pagesPermiso Trabajo en AlturaHuereqq LambayeqNo ratings yet
- Check List ExtintorDocument2 pagesCheck List ExtintorJhonatan Silva VargasNo ratings yet
- Pa02 Fisicaii Silva Vargas JhonatanDocument6 pagesPa02 Fisicaii Silva Vargas JhonatanJhonatan Silva VargasNo ratings yet
- Formato Cursograma AnaliticoDocument2 pagesFormato Cursograma AnaliticoJhonatan Silva VargasNo ratings yet
- 20122siche0267598 1Document2 pages20122siche0267598 1Jhonatan Silva VargasNo ratings yet
- V-Almacenamiento de Sustancia PeligrosasDocument26 pagesV-Almacenamiento de Sustancia PeligrosasSebastian VasquezNo ratings yet
- Pa03 Bio JhsilvaDocument1 pagePa03 Bio JhsilvaJhonatan Silva VargasNo ratings yet
- Gestión de OperacionesDocument2 pagesGestión de OperacionesJhonatan Silva VargasNo ratings yet
- Material de Clase PDFDocument183 pagesMaterial de Clase PDFJhonatan Silva VargasNo ratings yet
- Producto Académico N3Document2 pagesProducto Académico N3Luis Enrique Godoy Tapia0% (1)
- Jhonatan Silva PCP Pa3Document5 pagesJhonatan Silva PCP Pa3Jhonatan Silva VargasNo ratings yet
- TM 3 Implementacion de Control Interno Usmp 2013Document137 pagesTM 3 Implementacion de Control Interno Usmp 2013nilcpNo ratings yet
- Curso de Repujado en LaminaDocument27 pagesCurso de Repujado en LaminaRita Marlene0% (1)
- Que Es Una MaquetaDocument9 pagesQue Es Una Maquetasantiago caicedo foreroNo ratings yet
- Silabus - Diseño en Albañilería Adobe y Madera 2020 - IDocument5 pagesSilabus - Diseño en Albañilería Adobe y Madera 2020 - ILeonardo Bazan VasquezNo ratings yet
- Anclajes de Cubiertas de MaderaDocument8 pagesAnclajes de Cubiertas de MaderaAlex BerrezuetaNo ratings yet
- Fortificacion en Minas SubterráneasDocument31 pagesFortificacion en Minas SubterráneasRené Ortiz100% (1)
- Control de Lectura 4 - (Español) The Wood From The Trees - The Use of Timber in ConstructionDocument27 pagesControl de Lectura 4 - (Español) The Wood From The Trees - The Use of Timber in ConstructionSilver SandovalNo ratings yet
- PlastimaderaDocument7 pagesPlastimaderaRicardo GlezNo ratings yet
- Ventajas y Desventajas de La Madera Como Elemento EstructuralDocument4 pagesVentajas y Desventajas de La Madera Como Elemento EstructuralYorgelis GonzalezNo ratings yet
- Especificaciones Tecnicas Triplay GDocument2 pagesEspecificaciones Tecnicas Triplay Gjuan100% (1)
- Ficha Tecnica Hacha PDFDocument6 pagesFicha Tecnica Hacha PDFAlex Grebi AmpueroNo ratings yet
- Dsctos CosapiDocument10 pagesDsctos CosapiCristhian Garriazo LlamoccaNo ratings yet
- Cuadro ComparativoDocument2 pagesCuadro Comparativoname100% (2)
- Informe de Laboratoio-Grupo HDocument9 pagesInforme de Laboratoio-Grupo HManuel CorcueraNo ratings yet
- Especies ForestalesDocument13 pagesEspecies ForestalesJaime ValdiviaNo ratings yet
- Pasoapaso Engrosar Cantos AraucoplyDocument4 pagesPasoapaso Engrosar Cantos AraucoplyJesus Alberto MuñizNo ratings yet
- MANGO (Autoguardado)Document35 pagesMANGO (Autoguardado)Yan'k SekeaNo ratings yet
- T2. Loxopterygium HuasangoDocument30 pagesT2. Loxopterygium HuasangodanielcNo ratings yet
- Materiales Celulosicos y BiodegradableDocument23 pagesMateriales Celulosicos y BiodegradableevaNo ratings yet
- Panasa EnsayoDocument10 pagesPanasa EnsayoKevin ZhunioNo ratings yet
- Manual Madera WPCDocument3 pagesManual Madera WPCODILIONo ratings yet
- Pared CelularDocument14 pagesPared CelularSergio Álvarez OrtizNo ratings yet
- G Biorremed Clase 4 04 02 Polisacaridos Cel y LigDocument18 pagesG Biorremed Clase 4 04 02 Polisacaridos Cel y LigDaNi CartagenaNo ratings yet
- T1-Informe de Investigación - Caballero Morales - Grupo4Document24 pagesT1-Informe de Investigación - Caballero Morales - Grupo4Luz Maria del cielo Caballero MoralesNo ratings yet
- Minado Por Cuadros PDFDocument50 pagesMinado Por Cuadros PDFalejandro100% (2)
- Tarea 5 CubitosDocument6 pagesTarea 5 CubitosEmma GonzalezNo ratings yet
- Muestrario de MaderasDocument5 pagesMuestrario de MaderasRicardo RosarioNo ratings yet
- MaderaDocument10 pagesMaderaMiguel HernándezNo ratings yet
- Maderas ExpositorDocument9 pagesMaderas ExpositorYeimi Tatiana HERNANDEZ GONZALEZNo ratings yet