You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Aldrichimica Acta 1975,8,20Document52 pagesAldrichimica Acta 1975,8,20Alok Kumar sharmaNo ratings yet
- ESP Design - Hand Calculations - Production Technology, 9 Step Design Procedure, 2017Document19 pagesESP Design - Hand Calculations - Production Technology, 9 Step Design Procedure, 2017Anonymous Xy309m9Sm9No ratings yet
- Fuel Pro Installation Instructions FH230 Series Filter / Separator / WarmerDocument8 pagesFuel Pro Installation Instructions FH230 Series Filter / Separator / WarmerChristian Vásquez Basilio0% (1)
- Intercontinental Hotel Cuts Energy by 40%Document4 pagesIntercontinental Hotel Cuts Energy by 40%QOBITNo ratings yet
- Fuel Change OverDocument15 pagesFuel Change OverDidik Agus SetiawanNo ratings yet
- Sulzer Centrifugal PumpDocument2 pagesSulzer Centrifugal Pumpenuvos engineeringNo ratings yet
- Incr Ea11003 61863Document27 pagesIncr Ea11003 61863Sebastian BryceNo ratings yet
- 2 Unit 1 Impact of JetDocument16 pages2 Unit 1 Impact of Jetmohit sonawaneNo ratings yet
- Self-Priming Pumps GuidelinesDocument4 pagesSelf-Priming Pumps GuidelinesBagus KristiantaraNo ratings yet
- Top Drive Spare Parts Catalog-2023Document11 pagesTop Drive Spare Parts Catalog-2023dove4suppliesNo ratings yet
- 2024 SPS360S GA1 Assignment, Marking Criteria and RubricDocument4 pages2024 SPS360S GA1 Assignment, Marking Criteria and RubricAnnelise FriesteNo ratings yet
- Formulation Gross BOQDocument10 pagesFormulation Gross BOQdhanu_lagwankar100% (1)
- ILBP Module - 1298 9940 8 - RevBDocument32 pagesILBP Module - 1298 9940 8 - RevBrufino.perea.2No ratings yet
- HighPressureComponents SpragueDocument20 pagesHighPressureComponents SpragueRajaSekarsajjaNo ratings yet
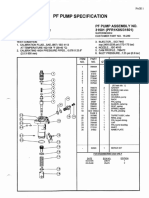
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Miguel RojasNo ratings yet
- Effect of Gas Lock in Transient Flow in HDPEDocument1 pageEffect of Gas Lock in Transient Flow in HDPEBhupendra PalNo ratings yet
- Vertical Split Case Pump: Key Features and BenefitsDocument2 pagesVertical Split Case Pump: Key Features and BenefitsTimNo ratings yet
- Piping Appurtenances and ValvesDocument71 pagesPiping Appurtenances and ValvesarfaatNo ratings yet
- Bomba Hidráulica KRR0045Document56 pagesBomba Hidráulica KRR0045Alexandre LimaNo ratings yet
- Depliant EasyPACK enDocument12 pagesDepliant EasyPACK ennomi1873No ratings yet
- Seminar Types of PumpDocument21 pagesSeminar Types of Pump05 Dhiraj AldarNo ratings yet
- Industrial Visit Report NoboDocument17 pagesIndustrial Visit Report Noboaemon05No ratings yet
- Service Manual of MS9V-0912HRDN1-QC2 PDFDocument0 pagesService Manual of MS9V-0912HRDN1-QC2 PDFFerenc SchmidtNo ratings yet
- Bomba de Levante Electrica QST30Document12 pagesBomba de Levante Electrica QST30MrDon Rulox100% (3)
- 3 - Hydraulic System DesignDocument33 pages3 - Hydraulic System DesignAbere GetachewNo ratings yet
- Fire Hydrant ChecklistDocument1 pageFire Hydrant ChecklistTushar BabarNo ratings yet
- Debswana DP 0gs104Document28 pagesDebswana DP 0gs104Riyadi HendraNo ratings yet
- Dando Watertec 4000 Waterwell Drilling RigDocument2 pagesDando Watertec 4000 Waterwell Drilling RigTom WayNo ratings yet
- Hydraulic Vs PneumaticDocument1 pageHydraulic Vs Pneumaticpravin_gondhaleNo ratings yet
- POLARIS Gear PumpsDocument88 pagesPOLARIS Gear PumpsSasko DimitrovNo ratings yet