You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Flame Retardant & Flame Resistant Test StandardsDocument6 pagesFlame Retardant & Flame Resistant Test StandardsPrahash JPNo ratings yet
- BS en 480-10-2009Document11 pagesBS en 480-10-2009Hussein BeqaiNo ratings yet
- Solvent Cements For Poly (Vinyl Chloride) (PVC) Plastic Piping SystemsDocument5 pagesSolvent Cements For Poly (Vinyl Chloride) (PVC) Plastic Piping SystemsHussein BeqaiNo ratings yet
- PWI Series Indicators: User ManualDocument99 pagesPWI Series Indicators: User ManualHussein Beqai100% (1)
- Company Certifications Fire Classifications Product ApprovalsDocument4 pagesCompany Certifications Fire Classifications Product ApprovalsHussein BeqaiNo ratings yet
- ISO 17025 NABL White Paper PDFDocument4 pagesISO 17025 NABL White Paper PDFAldrin HernandezNo ratings yet
- Standard Test Method For - Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of The Guarded-Hot-Plate Apparatus1Document41 pagesStandard Test Method For - Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of The Guarded-Hot-Plate Apparatus1Hussein BeqaiNo ratings yet
- Preparation For Program of Action For The Improvement of The Safety of The Roads in LebanonDocument20 pagesPreparation For Program of Action For The Improvement of The Safety of The Roads in LebanonHussein BeqaiNo ratings yet
- Flammability TestsDocument15 pagesFlammability TestsA MahmoodNo ratings yet
- BS en 14617-4-2012Document14 pagesBS en 14617-4-2012Hussein BeqaiNo ratings yet
- 23-Grade 8.8 Bolt & Nut (Iso)Document1 page23-Grade 8.8 Bolt & Nut (Iso)anoordheen100% (2)
- ASTM D2412 External Loading of Plastic PipeDocument6 pagesASTM D2412 External Loading of Plastic PipeHussein BeqaiNo ratings yet
- AEFAC Pub01 Threaded BarDocument21 pagesAEFAC Pub01 Threaded BarbeecapNo ratings yet
- Abrasion Resistance of MaterialsDocument212 pagesAbrasion Resistance of MaterialsJosé Ramírez100% (1)
- BsDocument33 pagesBsHussein BeqaiNo ratings yet
- Concrete Slump TestDocument1 pageConcrete Slump TestHussein BeqaiNo ratings yet
- BS en 14146 Dynamic Modulus of ElasticityDocument19 pagesBS en 14146 Dynamic Modulus of ElasticityHussein BeqaiNo ratings yet
- Matlab 2006Document40 pagesMatlab 2006Muhammed ÖzçelikNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationHussein BeqaiNo ratings yet
- Activity Index of Fly Ash or Pozzolanic MaterialDocument2 pagesActivity Index of Fly Ash or Pozzolanic MaterialHussein BeqaiNo ratings yet
- Fire Test - Load Bearing - Report & ChartDocument18 pagesFire Test - Load Bearing - Report & ChartHussein BeqaiNo ratings yet
- Making and Curing Concrete Test Specimens in The Laboratory Astm C192Document6 pagesMaking and Curing Concrete Test Specimens in The Laboratory Astm C192Hussein BeqaiNo ratings yet
- Nist HB 150 5 2005 1Document18 pagesNist HB 150 5 2005 1Darshan PatelNo ratings yet
- Concrete Slump TestDocument6 pagesConcrete Slump TestHussein BeqaiNo ratings yet
- Astm C-42Document6 pagesAstm C-42Víctor M Fernández JiménezNo ratings yet
- 4 4 4 A Ing Def VPDFDocument7 pages4 4 4 A Ing Def VPDFsamNo ratings yet
- 2211r 98 PDFDocument31 pages2211r 98 PDFFred PrzNo ratings yet
- D7044-15 Standard Specification For Biodegradable Fire Resistant Hydraulic FluidsDocument7 pagesD7044-15 Standard Specification For Biodegradable Fire Resistant Hydraulic FluidsHussein BeqaiNo ratings yet
- Pervious Concrete - RILEM Technical LettersDocument7 pagesPervious Concrete - RILEM Technical LettersmarkoNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PienaDocument1 pagePienaMika Flores PedroNo ratings yet
- The First-Fourth Books of The HitopadésaDocument116 pagesThe First-Fourth Books of The HitopadésaMiguel RosaNo ratings yet
- صيانة المولدات و المحولات الكهربائيهDocument15 pagesصيانة المولدات و المحولات الكهربائيهMostafa AllamNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2018Document7 pagesExaminers' Report Principal Examiner Feedback January 2018WandaNo ratings yet
- Shear and Diagonal Tension in BeamDocument16 pagesShear and Diagonal Tension in BeamMouy PhonThornNo ratings yet
- Week 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumDocument79 pagesWeek 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumAmir MustakimNo ratings yet
- Ultimate Electronics - Book - CircuitLabDocument3 pagesUltimate Electronics - Book - CircuitLabEldon50% (2)
- Travel Advertisement RubricDocument2 pagesTravel Advertisement Rubricapi-316353024No ratings yet
- Introduction To Rhetorical Analysis: Week 1Document16 pagesIntroduction To Rhetorical Analysis: Week 1Will KurlinkusNo ratings yet
- TM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFDocument34 pagesTM 9-1425-429-12-HR - Stinger - Training - Set - 1983 PDFWurzel1946No ratings yet
- 1506a E88tag3 PDFDocument5 pages1506a E88tag3 PDFmohammad javad golNo ratings yet
- The Extension Delivery SystemDocument10 pagesThe Extension Delivery SystemApril Jay Abacial IINo ratings yet
- 93c3 Document 3Document14 pages93c3 Document 3NONON NICOLASNo ratings yet
- PCBDocument5 pagesPCBarampandey100% (4)
- A Brief Tutorial On Studio MonitorsDocument18 pagesA Brief Tutorial On Studio MonitorsCurtis O'BrienNo ratings yet
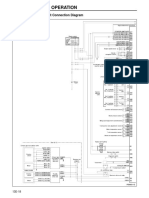
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Makaut Grade Card Collection Notice 2018-19Document1 pageMakaut Grade Card Collection Notice 2018-19Sourav PandaNo ratings yet
- Prof Ed 9-A - Module 6 - Tumacder, DHMLDocument6 pagesProf Ed 9-A - Module 6 - Tumacder, DHMLDanica Hannah Mae TumacderNo ratings yet
- Template 3 - MATH 3-REGULAR-DIAGNOSTICDocument2 pagesTemplate 3 - MATH 3-REGULAR-DIAGNOSTIClailanie CervantesNo ratings yet
- Chapter4 RetainingwallDocument55 pagesChapter4 RetainingwallNur HazwaniNo ratings yet
- ASME Geometric Dimension Ing and Tolerance Professional CertificationDocument20 pagesASME Geometric Dimension Ing and Tolerance Professional CertificationPaul Anthony Red60% (5)
- NEC G266 Quick Reference GuideDocument3 pagesNEC G266 Quick Reference GuideIonut Gabriel DascaluNo ratings yet
- ENGLISH TOEFL Structure (3rd Exercise)Document5 pagesENGLISH TOEFL Structure (3rd Exercise)susannnnnnNo ratings yet
- One Wavelength To Loop SkywireDocument2 pagesOne Wavelength To Loop SkywireRobert TurnerNo ratings yet
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleDocument9 pages1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTNo ratings yet
- Sem06 Gca InsoDocument2 pagesSem06 Gca InsoBogdan PistolNo ratings yet
- Advanced Laser Al170: Instruction ManualDocument35 pagesAdvanced Laser Al170: Instruction ManualJuan Camilo100% (1)
- One Plan Student 1Document7 pagesOne Plan Student 1api-465826207No ratings yet
- BFISDocument1 pageBFISEverestNo ratings yet
- Case Study: Medisys Corp The Intense Care Product Development TeamDocument10 pagesCase Study: Medisys Corp The Intense Care Product Development TeamBig BNo ratings yet