You might also like
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautFrom EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautRating: 5 out of 5 stars5/5 (1)
- Embrayage Frein Et ReducteurDocument7 pagesEmbrayage Frein Et ReducteurOtman OtoNo ratings yet
- Travaux Pratiques PneumatiquesDocument12 pagesTravaux Pratiques Pneumatiquesdxsszsz100% (1)
- Chapitre 2 DYNAMIQUE DES MACHINESDocument41 pagesChapitre 2 DYNAMIQUE DES MACHINESHana HosniNo ratings yet
- TP Deformation Des Poutres CourbesDocument5 pagesTP Deformation Des Poutres CourbesFarahBoughanmi100% (1)
- Corr TD 2 Theorie de Mecanisme PDFDocument3 pagesCorr TD 2 Theorie de Mecanisme PDFMélèk BejiNo ratings yet
- Systeme Vis Ecrou PDFDocument9 pagesSysteme Vis Ecrou PDFkaka kaladze100% (1)
- Chapitre III Taillage Des EngrenagesDocument6 pagesChapitre III Taillage Des EngrenagesMehdi Hassine100% (1)
- Projet AkhiatDocument14 pagesProjet AkhiatEl Mehdi MakaveliNo ratings yet
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- Calcul EstampageDocument16 pagesCalcul Estampageyasser50% (2)
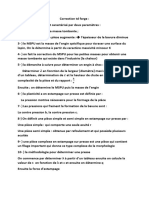
- Correction TD ForgeDocument5 pagesCorrection TD ForgeHouda Elyoussfi100% (1)
- Devoir de Maison Janvier 2021Document17 pagesDevoir de Maison Janvier 2021soulaima khederNo ratings yet
- Calcul ClavetteDocument5 pagesCalcul ClavetteHamza Liberados100% (1)
- Chapitr 4 Verins HydrauliquesDocument26 pagesChapitr 4 Verins HydrauliquesFiras NjéhiNo ratings yet
- Cours Liaison HelicoidaleDocument12 pagesCours Liaison HelicoidaleMohamed Larbi100% (1)
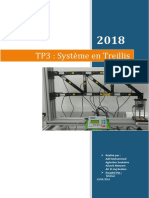
- TP 3 Mds TreillisDocument21 pagesTP 3 Mds TreillisSalim Echbarbi100% (1)
- Dimensionnement de EngrenageDocument6 pagesDimensionnement de Engrenageazizkhouribga100% (2)
- Sujet de Projet Banc D'essai de FlexionDocument73 pagesSujet de Projet Banc D'essai de FlexionHajar Oumnas100% (3)
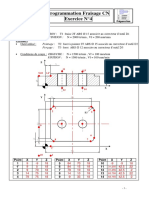
- Exercice 4 Avec CATIADocument2 pagesExercice 4 Avec CATIASoufianeNo ratings yet
- 4 Etude de Cas Systemes HydroliqueDocument23 pages4 Etude de Cas Systemes Hydroliquesalma_herriNo ratings yet
- DS1 Scie Sauteuse 2010Document4 pagesDS1 Scie Sauteuse 2010mecaniquesti100% (1)
- Sujet - Mécanisme de Transformation de MouvementDocument2 pagesSujet - Mécanisme de Transformation de Mouvementhaziq ridzuanNo ratings yet
- QCM - Ued PMP - UsinageDocument23 pagesQCM - Ued PMP - Usinageanthony duboisNo ratings yet
- RDM TP N°5 FlambageDocument12 pagesRDM TP N°5 FlambageAmel Brh0% (2)
- Compte Rendue TP FraissageDocument18 pagesCompte Rendue TP FraissageABDESSAMAD EZZALMADI50% (6)
- PliageDocument9 pagesPliageNaoufel Fares0% (1)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Reducteur A 2 Etages: Engrenages: Exercice 1Document3 pagesReducteur A 2 Etages: Engrenages: Exercice 1fati100% (1)
- Schemas Travaux Pratiques PneumatiquesDocument21 pagesSchemas Travaux Pratiques PneumatiquesYassine Azougagh100% (1)
- Regle de Choix de Plan de JointDocument22 pagesRegle de Choix de Plan de JointAyoub Laouinate100% (2)
- 18 Vis EcrouDocument8 pages18 Vis EcrouHadda Chokri100% (1)
- I. Les Cames:: 1. DefinitionDocument6 pagesI. Les Cames:: 1. DefinitionYassine Hnada0% (1)
- 3-Calcul Des RessortsDocument3 pages3-Calcul Des RessortsChokri AtefNo ratings yet
- Compte Rendu TP Tournage PDFDocument4 pagesCompte Rendu TP Tournage PDFRa Him100% (3)
- Analyse Fonctionnelle FraiseuseDocument5 pagesAnalyse Fonctionnelle FraiseuseTECH NEWS100% (4)
- Chap1 Vibration LongitudinalesDocument7 pagesChap1 Vibration Longitudinalesabdou100% (2)
- Cours 2stm Manuel ApplicationDocument97 pagesCours 2stm Manuel Applicationyassine2267% (6)
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- Calcul de ClavetteDocument2 pagesCalcul de ClavetteNaoufel Fares100% (1)
- Module Théorie de CoupeDocument53 pagesModule Théorie de Couperedwane ouberri100% (3)
- Compte Rendu Cfao AchrafDocument13 pagesCompte Rendu Cfao AchrafAchraf AitNo ratings yet
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Dimensionnement Des Arbres PDFDocument42 pagesDimensionnement Des Arbres PDFounaies mohamed100% (1)
- Calculs Techniques de Laa Vis A BillesDocument16 pagesCalculs Techniques de Laa Vis A Billessaded05No ratings yet
- Compte Rendu TP Fraisage Nabeul DepartemDocument3 pagesCompte Rendu TP Fraisage Nabeul Departemوسيم زعفوريNo ratings yet
- TD 1 2 TD 1 CorrectionDocument5 pagesTD 1 2 TD 1 CorrectionPhantom TontonNo ratings yet
- Dispersion - D'usinageDocument4 pagesDispersion - D'usinageMahrez Zaafouri100% (5)
- Catalogue Choix Vérins HydrauliquesDocument60 pagesCatalogue Choix Vérins HydrauliquesStephane Tchoriang100% (1)
- Devoir RDM CorrigéDocument12 pagesDevoir RDM CorrigéHoussamHannad100% (4)
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFworldsailor100% (2)
- Moulage en CarapaceDocument3 pagesMoulage en Carapaceahmed100% (1)
- Le MoulageDocument10 pagesLe MoulageHouda Sefi EP SoulaNo ratings yet
- Cours Complet Matériaux Non Métalliques L3 GMDocument10 pagesCours Complet Matériaux Non Métalliques L3 GMBAALINo ratings yet
- Lp-Pip-M61-Cfao-Elmagri UemfDocument90 pagesLp-Pip-M61-Cfao-Elmagri UemfchaimaaNo ratings yet
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- Proceder de Mise en OeuvreDocument47 pagesProceder de Mise en OeuvreHajbraim Hiba100% (1)
- BroyeurDocument16 pagesBroyeurbougherbal melissaNo ratings yet
- Ceial Moulage en Cire Perdue de L AluminiumDocument12 pagesCeial Moulage en Cire Perdue de L AluminiumaymenNo ratings yet
- Mise en Forme Du Zinc Et de Ses Alliages: Ronald RACEKDocument10 pagesMise en Forme Du Zinc Et de Ses Alliages: Ronald RACEKMohamed LaliouiNo ratings yet
- 82 Alg Algebre 2850696978 ContentDocument107 pages82 Alg Algebre 2850696978 ContentMohamed Lalioui100% (1)
- Mrcimi LH PDFDocument45 pagesMrcimi LH PDFMohamed Lalioui100% (1)
- Plasticité en Mise en Forme: Métaux À FroidDocument17 pagesPlasticité en Mise en Forme: Métaux À FroidMohamed LaliouiNo ratings yet
- Inpl T 1992 Roch F PDFDocument179 pagesInpl T 1992 Roch F PDFMohamed LaliouiNo ratings yet
- MMCDocument141 pagesMMCMohamed LaliouiNo ratings yet
- Défauts de FonderieDocument20 pagesDéfauts de FonderieMohamed Lalioui100% (2)
- Cours PPTschemacineDocument25 pagesCours PPTschemacineboys-hakars100% (1)
- Les Conditions de CoupesDocument15 pagesLes Conditions de CoupesNeoXana01No ratings yet
- CM4 Dimensionnement VisDocument27 pagesCM4 Dimensionnement VisMohamed LaliouiNo ratings yet
- Engrenages 2Document7 pagesEngrenages 2Mohamed LaliouiNo ratings yet
- Engrenages 1Document7 pagesEngrenages 1Mohamed LaliouiNo ratings yet
- Ann BacDocument126 pagesAnn BacMohamed LaliouiNo ratings yet
- MMCDocument141 pagesMMCMohamed LaliouiNo ratings yet
- Mécanique Du Point 1 Cinématique PDFDocument19 pagesMécanique Du Point 1 Cinématique PDFMohamed LaliouiNo ratings yet
- Logique Combinatoire-P1Document13 pagesLogique Combinatoire-P1Mohamed LaliouiNo ratings yet
- Cours Sur Les Bascules PDFDocument4 pagesCours Sur Les Bascules PDFAmineAb100% (1)
- Séries de FourierDocument152 pagesSéries de FourierMohamed LaliouiNo ratings yet
- Définition D'un Ensemble en CompréhensionDocument2 pagesDéfinition D'un Ensemble en CompréhensionMohamed Lalioui100% (1)
- Mécanique Du Point 1 Dérivées de Toutes Les CoordonnéesDocument7 pagesMécanique Du Point 1 Dérivées de Toutes Les CoordonnéesMohamed LaliouiNo ratings yet
- Equivalence Des SuitesDocument2 pagesEquivalence Des SuitesMohamed LaliouiNo ratings yet
- Les Noyaux PDFDocument4 pagesLes Noyaux PDFMohamed LaliouiNo ratings yet
- Logique Combinatoire-P1Document13 pagesLogique Combinatoire-P1Mohamed LaliouiNo ratings yet
- Nat PatDocument9 pagesNat PatMedvall Ould Med YehdhihNo ratings yet
- Réflexion Et Réfraction Notions À RetenirDocument14 pagesRéflexion Et Réfraction Notions À Retenirsarra takfaouiNo ratings yet
- Prevision Et Suivi Des Depenses Du Maitre D'ouvrage PDFDocument9 pagesPrevision Et Suivi Des Depenses Du Maitre D'ouvrage PDFPower TimeNo ratings yet
- Comptabilite Generale Partie IDocument32 pagesComptabilite Generale Partie IYEBOU jeremieNo ratings yet
- Crédit ManagementDocument25 pagesCrédit Managementjosuedassi1No ratings yet
- Chapitre 1Document31 pagesChapitre 1Chahid ChokoutNo ratings yet
- Gestion de ProcessusDocument4 pagesGestion de ProcessusMomedNo ratings yet
- Vini Oral BTSDocument14 pagesVini Oral BTSheiariiverNo ratings yet
- Krigeage DualDocument5 pagesKrigeage DualkaderNo ratings yet
- Naples BOUCHIBA Farid Ibadism Napoli 1Document32 pagesNaples BOUCHIBA Farid Ibadism Napoli 1Ayman UchihaNo ratings yet
- Contrat Type PPPDocument69 pagesContrat Type PPPDecour Paul-JeanNo ratings yet
- TP N°1Document4 pagesTP N°1Marouane TaibiniNo ratings yet
- Master TOX1 PDFDocument17 pagesMaster TOX1 PDFSidahmed MilNo ratings yet
- Devis de Construction Du Bureau AvenueDocument5 pagesDevis de Construction Du Bureau AvenueDivin IkundjiNo ratings yet
- Systeme 2DDLDocument25 pagesSysteme 2DDLSamado Tips46No ratings yet
- Méthode de Commentaire de Texte PhilosophiqueDocument7 pagesMéthode de Commentaire de Texte PhilosophiqueDaniel Stain Ferreira100% (2)
- TP 1-1Document3 pagesTP 1-1ammarfatimazohra6No ratings yet
- Cours de Digital Control SystemsDocument172 pagesCours de Digital Control SystemsarcNo ratings yet
- Cook Expert Magimix 10 RecettesDocument20 pagesCook Expert Magimix 10 RecettesdilonNo ratings yet
- Cas Pratique 1 Final - ÉnoncéDocument6 pagesCas Pratique 1 Final - ÉnoncéAmina KirecheNo ratings yet
- CE1 Anglais Lets Travel To Australia CompressedDocument11 pagesCE1 Anglais Lets Travel To Australia CompressedFifi liloNo ratings yet
- Cours Structures Aéro 2010-2011 Part1s4Document68 pagesCours Structures Aéro 2010-2011 Part1s4xyzvs35tw100% (1)
- Evaluation SommativeDocument14 pagesEvaluation SommativeAnonymous wzl1VpDoz6No ratings yet
- Delonghi Ec695Document18 pagesDelonghi Ec695Kaddouri KaddaNo ratings yet
- Leçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéDocument9 pagesLeçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéZury84No ratings yet
- Anatomie de L'oesophageDocument26 pagesAnatomie de L'oesophageilham bzikha33% (3)
- GRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiDocument2 pagesGRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiAbanoubNo ratings yet
- Guide Juridique PDFDocument754 pagesGuide Juridique PDFMariem AssafiNo ratings yet
- DEPLIANT 16e SOCAPED COMPLET 02092022Document4 pagesDEPLIANT 16e SOCAPED COMPLET 02092022SamuelNo ratings yet
- Le Guide de La Gestion de CriseDocument17 pagesLe Guide de La Gestion de CriseThierry KOUAME100% (3)