You might also like
- SAP S/4HANA Retail: Processes, Functions, CustomisingFrom EverandSAP S/4HANA Retail: Processes, Functions, CustomisingRating: 5 out of 5 stars5/5 (1)
- SAPSCRIPT To PDFDocument15 pagesSAPSCRIPT To PDFssurisetty83% (6)
- Ca800 46Document204 pagesCa800 46striqoNo ratings yet
- SAP ComponentsDocument7 pagesSAP ComponentsFahad QuadriNo ratings yet
- SAP Standard Reports TcodesDocument10 pagesSAP Standard Reports TcodessagnikdesconlimitedNo ratings yet
- CKM3 Material Price AnalysisDocument15 pagesCKM3 Material Price AnalysisandysajanNo ratings yet
- Implementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesFrom EverandImplementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesNo ratings yet
- Sap MM: Material Requirement PlanningDocument11 pagesSap MM: Material Requirement Planningమనోహర్ రెడ్డిNo ratings yet
- Sas Clinical Interview Questions and AnswersDocument12 pagesSas Clinical Interview Questions and AnswersAshwan Kumar67% (3)
- Can MRP Be Carried Out For One Particular Level of A BomDocument10 pagesCan MRP Be Carried Out For One Particular Level of A BomVipul ShuklaNo ratings yet
- Production and Planning Module: Project IdentificationDocument7 pagesProduction and Planning Module: Project IdentificationVeera ManiNo ratings yet
- Planning and ConsolidationDocument6 pagesPlanning and Consolidationsivachandran_abapNo ratings yet
- Split Valuation in SAPDocument12 pagesSplit Valuation in SAPsachinWebDNo ratings yet
- FI Configuration Check ResponsibleDocument6 pagesFI Configuration Check ResponsibleBhuvaneswaran KannaiyanNo ratings yet
- SAP MM Oline TrainingDocument6 pagesSAP MM Oline TrainingGloryittechnologiesNo ratings yet
- PPL Blue PrintDocument28 pagesPPL Blue PrintAnonymous Q3J7APoNo ratings yet
- SAP Transaction ListDocument34 pagesSAP Transaction ListBatheiah BolisettiNo ratings yet
- SAP Configuration Settings For ALL ModulesDocument77 pagesSAP Configuration Settings For ALL ModulessrinivasNo ratings yet
- LSMWDocument47 pagesLSMWJan Ryan0% (1)
- Controlling Module: Operation MiteDocument56 pagesControlling Module: Operation MiteKRISHNA SASTRYNo ratings yet
- Top 26 SAP PP Interview QuestionsDocument6 pagesTop 26 SAP PP Interview QuestionsPawan KumarNo ratings yet
- Sap PPDocument7 pagesSap PPE-learningNo ratings yet
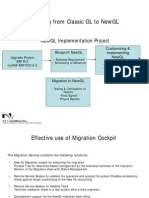
- Migrating From Classic GL To NewglDocument8 pagesMigrating From Classic GL To NewglTushar BhavsarNo ratings yet
- PP ManualDocument4 pagesPP ManualharibabuNo ratings yet
- Materials Management Unit-1: Course Code: MBLS6003 Faculty: Mr. Ashok Kumar Sharma Mba 3 SemesterDocument36 pagesMaterials Management Unit-1: Course Code: MBLS6003 Faculty: Mr. Ashok Kumar Sharma Mba 3 SemesterTanmay SinhaNo ratings yet
- Standard SAP Role For SAP PSDocument16 pagesStandard SAP Role For SAP PSRituparnaDuttaguptaNo ratings yet
- PP MRPDocument4 pagesPP MRPManoj BholaNo ratings yet
- Profit Center Accounting Cost Center Accounting: Transaction Code 1Document7 pagesProfit Center Accounting Cost Center Accounting: Transaction Code 1marcos16vNo ratings yet
- Valuated Stock in Transit: PurposeDocument4 pagesValuated Stock in Transit: PurposeAshokNo ratings yet
- Vishal Mudgal: Executive ProfileDocument2 pagesVishal Mudgal: Executive ProfileVishal MudgalNo ratings yet
- Product Costing POC For TrainingDocument96 pagesProduct Costing POC For TrainingMohammad AarifNo ratings yet
- LO935 Flexible Planning: Release 640 04/06/2006Document220 pagesLO935 Flexible Planning: Release 640 04/06/2006KRISHNANo ratings yet
- CO Manual CO-PA-04 Report PainterDocument55 pagesCO Manual CO-PA-04 Report PaintergirijadeviNo ratings yet
- Profit Center ProcessDocument21 pagesProfit Center Processjiljil1980No ratings yet
- Sap MM in S4 Hana ContentDocument2 pagesSap MM in S4 Hana ContentHumnabada SushankNo ratings yet
- Controlling - 1909 FPS02Document85 pagesControlling - 1909 FPS02Sunil GNo ratings yet
- ML ConfigurationDocument3 pagesML ConfigurationDinakar JoshuaNo ratings yet
- Understanding Production Order VarianceDocument21 pagesUnderstanding Production Order VarianceveysiyigitNo ratings yet
- PP Sap TableDocument4 pagesPP Sap Tableganesh100% (1)
- Log MM Maa 1Document4 pagesLog MM Maa 1Mohan GanganalaNo ratings yet
- SAP PP ContentDocument7 pagesSAP PP Contentsrinivas raoNo ratings yet
- Production Order Variance SAPDocument22 pagesProduction Order Variance SAPAni Nalitayui LifityaNo ratings yet
- Material Type ConfigurationDocument24 pagesMaterial Type ConfigurationShailendra TiwariNo ratings yet
- Invoice Verification-ScriptDocument9 pagesInvoice Verification-ScriptKAMALJEET SINGHNo ratings yet
- SAP PP Master Data TablesDocument3 pagesSAP PP Master Data TablesSachin Karekar100% (1)
- Transaction Codes For MRP (PP-MRP) - Material Requirements Planning (PP-MRP) - SAP LibraryDocument3 pagesTransaction Codes For MRP (PP-MRP) - Material Requirements Planning (PP-MRP) - SAP LibraryPavilionNo ratings yet
- Vendor Invoice Booking (With TDS Entry) and PaymentDocument27 pagesVendor Invoice Booking (With TDS Entry) and PaymentMamunoor RashidNo ratings yet
- Posting Keys For AP: Jayanth MaydipalleDocument4 pagesPosting Keys For AP: Jayanth MaydipalleKhanNo ratings yet
- Sap BBP TemplateDocument2 pagesSap BBP TemplateUppiliappan GopalanNo ratings yet
- Sap - BBP - PPDocument38 pagesSap - BBP - PPsich.co2023No ratings yet
- Carrying Out The Planning Run Using MRP LiveDocument3 pagesCarrying Out The Planning Run Using MRP LiveAmar ReddyNo ratings yet
- IDOCDocument11 pagesIDOCvenki1986100% (1)
- Enterprise StructureDocument40 pagesEnterprise StructureJenifer GeorgeNo ratings yet
- PP Production Order Display-Tcode CO03Document13 pagesPP Production Order Display-Tcode CO03sharadapurvNo ratings yet
- Scoping Workshop SAP PPDocument21 pagesScoping Workshop SAP PPMohd FadzilNo ratings yet
- Design Document Co Profitabilty Analysis Author/ApproverDocument19 pagesDesign Document Co Profitabilty Analysis Author/ApproverAncuţa CatrinoiuNo ratings yet
- Group of StrategyDocument12 pagesGroup of StrategyMangeshNo ratings yet
- RICEF Consolidated 05.08.2014Document74 pagesRICEF Consolidated 05.08.2014Shane Fernandes0% (1)
- Overview Doc 1Document74 pagesOverview Doc 1Sujan MKNo ratings yet
- SAP Foreign Currency Revaluation: FAS 52 and GAAP RequirementsFrom EverandSAP Foreign Currency Revaluation: FAS 52 and GAAP RequirementsNo ratings yet
- Marketing FebDocument2 pagesMarketing Febమనోహర్ రెడ్డిNo ratings yet
- List of Materials With Out COE As USADocument77 pagesList of Materials With Out COE As USAమనోహర్ రెడ్డిNo ratings yet
- (Type Here) : For More Information About Residential Electric Service, Please VisitDocument4 pages(Type Here) : For More Information About Residential Electric Service, Please Visitమనోహర్ రెడ్డిNo ratings yet
- PM Android SecurityDocument36 pagesPM Android Securityమనోహర్ రెడ్డిNo ratings yet
- BibliographyDocument6 pagesBibliographyమనోహర్ రెడ్డిNo ratings yet
- (Type Here) : For More Information About Residential Electric Service, Please VisitDocument4 pages(Type Here) : For More Information About Residential Electric Service, Please Visitమనోహర్ రెడ్డిNo ratings yet
- SAP NotesDocument4 pagesSAP Notesమనోహర్ రెడ్డిNo ratings yet
- VendorsDocument1 pageVendorsమనోహర్ రెడ్డిNo ratings yet
- Sap MM Inbound Delivery Process PDFDocument7 pagesSap MM Inbound Delivery Process PDFమనోహర్ రెడ్డిNo ratings yet
- Transactions in SQL Server Integration Services SSISDocument5 pagesTransactions in SQL Server Integration Services SSISమనోహర్ రెడ్డిNo ratings yet
- Chote NawabDocument2 pagesChote Nawabమనోహర్ రెడ్డిNo ratings yet
- Misi799 SyllabusDocument10 pagesMisi799 Syllabusమనోహర్ రెడ్డిNo ratings yet
- Sap PRCDocument2 pagesSap PRCమనోహర్ రెడ్డిNo ratings yet
- Sap PPCDocument2 pagesSap PPCమనోహర్ రెడ్డిNo ratings yet
- Method SelectionDocument4 pagesMethod Selectionమనోహర్ రెడ్డిNo ratings yet
- AMCATDocument8 pagesAMCATsai100% (1)
- C++ FAQ'sDocument125 pagesC++ FAQ'sSrinidhi UpadhyaNo ratings yet
- Allan & Barbara Pease - Abilități de Comunicare-Curtea Veche (2007)Document13 pagesAllan & Barbara Pease - Abilități de Comunicare-Curtea Veche (2007)NicuMardariNo ratings yet
- Ultrasonic Wind Speed and Direction SensorDocument6 pagesUltrasonic Wind Speed and Direction SensorZulfikar YahyaNo ratings yet
- Algorithm Complexity L3Document27 pagesAlgorithm Complexity L3Haroon ArshadNo ratings yet
- G-Series Lua APIDocument46 pagesG-Series Lua APIGabriel FaureNo ratings yet
- Project Report Library Management SystemDocument24 pagesProject Report Library Management Systempriya manchu100% (3)
- MCM Sem-3 Syllabus Php-MysqlDocument7 pagesMCM Sem-3 Syllabus Php-MysqlSakhi K246No ratings yet
- Computer Graphics Through Opengl: From Theory To Experiments Experiments Chapter 2Document26 pagesComputer Graphics Through Opengl: From Theory To Experiments Experiments Chapter 2Fuad AsimNo ratings yet
- Instructions:: Paper Submission LinksDocument5 pagesInstructions:: Paper Submission LinksAhsin AliNo ratings yet
- DFMC b10011 00sinamicsstartdrivedeenus 72Document10 pagesDFMC b10011 00sinamicsstartdrivedeenus 72Tun Myint OoNo ratings yet
- Availability CheckDocument118 pagesAvailability CheckSourav KumarNo ratings yet
- Introductory AssignmentDocument9 pagesIntroductory AssignmentdarkunNo ratings yet
- Sehs3317 L5Document58 pagesSehs3317 L5李里奧No ratings yet
- CDocument20 pagesCSruti Paku0% (1)
- VBAS For Engineers Tips DownloadDocument9 pagesVBAS For Engineers Tips DownloadSuhas NatuNo ratings yet
- Gap Online Quiz-1Document5 pagesGap Online Quiz-1Sagar DhapkeNo ratings yet
- Ncstudio ManualDocument65 pagesNcstudio Manualcoriano100% (1)
- Antivirus Part 02Document151 pagesAntivirus Part 02Andreea SanduNo ratings yet
- Embedded Systems Lab #02 (Evaluative) Addressing ModesDocument1 pageEmbedded Systems Lab #02 (Evaluative) Addressing Modesrparr9No ratings yet
- IBMS & HVAC SpecsDocument156 pagesIBMS & HVAC SpecsHumaid ShaikhNo ratings yet
- TRUETIME Real-Time Control System Simulation With MATLAB - SimulinkDocument6 pagesTRUETIME Real-Time Control System Simulation With MATLAB - SimulinkmpllNo ratings yet
- C++ MeDocument138 pagesC++ Meraj kumarNo ratings yet
- Finding Square Root by Newton's Iteration - An Introduction To Python and LaTeXDocument4 pagesFinding Square Root by Newton's Iteration - An Introduction To Python and LaTeXMax MoralesNo ratings yet
- Web Design Using PHP Language PDFDocument144 pagesWeb Design Using PHP Language PDFعالم خياليNo ratings yet
- Data StructureDocument81 pagesData StructureSohoo Abdul QayoomNo ratings yet
- (Texas Instruments Incorporated) Software Developm (B-Ok - CC)Document452 pages(Texas Instruments Incorporated) Software Developm (B-Ok - CC)oocantoNo ratings yet
- OpenDSS XYCurve ObjectDocument8 pagesOpenDSS XYCurve ObjectJosias JúniorNo ratings yet