You might also like
- Surface Roughness Analysis in Machining of Glass Fiber Reinforced Epoxy Composite With Carbide Tool Using Taguchi A. K. Parida Volume - 1, Number - 1 Publication Year: 2012, Page(s) : 67 - 73Document7 pagesSurface Roughness Analysis in Machining of Glass Fiber Reinforced Epoxy Composite With Carbide Tool Using Taguchi A. K. Parida Volume - 1, Number - 1 Publication Year: 2012, Page(s) : 67 - 73International Journal of Creative Mathematical Sciences and TechnologyNo ratings yet
- Prediction of Delamination in End Milling of GFRP Using ANSYSDocument8 pagesPrediction of Delamination in End Milling of GFRP Using ANSYSVinicius PetrucciNo ratings yet
- Analysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitDocument9 pagesAnalysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitAna Violeta GirãoNo ratings yet
- 3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationDocument14 pages3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationWissam HajarNo ratings yet
- Polymeric Composites Multi-Criteria Optimization Using Grey Relational Analysis in Drilling of Glass/EpoxyDocument8 pagesPolymeric Composites Multi-Criteria Optimization Using Grey Relational Analysis in Drilling of Glass/EpoxyArun KumarNo ratings yet
- Ijems 17 (4) 265-274Document10 pagesIjems 17 (4) 265-274prince_juNo ratings yet
- Honeycomb LegalDocument14 pagesHoneycomb LegalMatheus NeivockNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Irjet V4i5779Document6 pagesIrjet V4i5779Anonymous EnW0dyJNo ratings yet
- Polymers 15 03419 With CoverDocument23 pagesPolymers 15 03419 With Coversemevi5915No ratings yet
- Jurnal Teknik Mesin Institut Teknologi Padang: Effect of Point Angle On Delamination in Drilling of KFRP CompositeDocument5 pagesJurnal Teknik Mesin Institut Teknologi Padang: Effect of Point Angle On Delamination in Drilling of KFRP CompositeAlfin Arda BillyNo ratings yet
- Jurnal Teknik Mesin Institut Teknologi Padang: Effect of Point Angle On Delamination in Drilling of KFRP CompositeDocument5 pagesJurnal Teknik Mesin Institut Teknologi Padang: Effect of Point Angle On Delamination in Drilling of KFRP CompositeAlfin Arda BillyNo ratings yet
- Evaluation of Fracture Properties of 3D Printed High Impact PolystyreneDocument17 pagesEvaluation of Fracture Properties of 3D Printed High Impact PolystyreneJULIAEANENo ratings yet
- 10 1 1 1006 4477 PDFDocument10 pages10 1 1 1006 4477 PDFAhmed BaheiNo ratings yet
- Experimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueDocument20 pagesExperimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueResearch Cell: An International Journal of Engineering SciencesNo ratings yet
- Influence of Fibre Volume Reinforcement in Drilling GFRP LaminatesDocument12 pagesInfluence of Fibre Volume Reinforcement in Drilling GFRP LaminatesRiyaz MohammadNo ratings yet
- 1 s2.0 S1526612521006551 MainDocument10 pages1 s2.0 S1526612521006551 MainIyan MehmoodNo ratings yet
- An Optical Method For Measuring Surface Roughness of Machined Carbon Fibre-Reinforced Plastic CompositesDocument14 pagesAn Optical Method For Measuring Surface Roughness of Machined Carbon Fibre-Reinforced Plastic CompositesmechanicalsrivasansNo ratings yet
- 3D Printed Parts With Honeycomb FDMDocument25 pages3D Printed Parts With Honeycomb FDMSeçkin KoçNo ratings yet
- Journal Paper 2Document13 pagesJournal Paper 2viswanand2203No ratings yet
- Srinivasan 2020Document8 pagesSrinivasan 2020Jasper JazNo ratings yet
- Art 3A10.1007 2Fs00170 016 9699 5 - 2Document18 pagesArt 3A10.1007 2Fs00170 016 9699 5 - 2ankan_papuNo ratings yet
- Mechanical Behavior of Photopolymer For Additive Manufacturing ApplicationsDocument4 pagesMechanical Behavior of Photopolymer For Additive Manufacturing ApplicationsKhương Lê DuyNo ratings yet
- 1 s2.0 S221181281400532X Main PDFDocument8 pages1 s2.0 S221181281400532X Main PDFJeevNo ratings yet
- Dry Sliding Wear Properties of 3d Printed Petg SCF Ommt Nanocomposites Experimentation and ModelDocument12 pagesDry Sliding Wear Properties of 3d Printed Petg SCF Ommt Nanocomposites Experimentation and ModelVinyas MaheshNo ratings yet
- 1 s2.0 S0030399218313677 MainDocument12 pages1 s2.0 S0030399218313677 MainmechanicalsrivasansNo ratings yet
- Application of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)Document5 pagesApplication of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)janakNo ratings yet
- Masiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10MgDocument24 pagesMasiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10Mgfrankypanky123No ratings yet
- Experimental Studies On Effect of Process Parameters On Delamination in Drilling GFRP Composites Using Taguchi MethodDocument12 pagesExperimental Studies On Effect of Process Parameters On Delamination in Drilling GFRP Composites Using Taguchi MethodNicolas juan RavalliNo ratings yet
- Print Thesis - PDF 179 May28Document179 pagesPrint Thesis - PDF 179 May28JospaulThomasNo ratings yet
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDocument34 pagesCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllNo ratings yet
- 1 s2.0 S2212827123003347 MainDocument6 pages1 s2.0 S2212827123003347 MainnetamentenetoNo ratings yet
- 1 s2.0 S2214785323045054 MainDocument5 pages1 s2.0 S2214785323045054 Mainإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Experimental and Numerical Analysis of DDocument17 pagesExperimental and Numerical Analysis of DArun KumarNo ratings yet
- Zong 2014Document6 pagesZong 2014GOPI KRISHNANo ratings yet
- Chemical Treatment - 90% Dimethylketone and 10% Water - ABS PartsDocument4 pagesChemical Treatment - 90% Dimethylketone and 10% Water - ABS Partsadityakashyap.pdm22No ratings yet
- Multi-Objective Optimization of Turning Process During Machining of Almg1Sicu Using Non-Dominated Sorted Genetic AlgorithmDocument6 pagesMulti-Objective Optimization of Turning Process During Machining of Almg1Sicu Using Non-Dominated Sorted Genetic AlgorithmMihaela VoicanNo ratings yet
- The Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessDocument9 pagesThe Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessJohnNo ratings yet
- Drilling of GFRP Flat Plates With Modified Ajm Process Using Sic AbrasivesDocument6 pagesDrilling of GFRP Flat Plates With Modified Ajm Process Using Sic Abrasivesankan_papuNo ratings yet
- Materials: Drilling Damage in Composite MaterialDocument18 pagesMaterials: Drilling Damage in Composite MaterialMoiz UllahNo ratings yet
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDocument10 pagesOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNo ratings yet
- Negru Mihaela EpiDocument6 pagesNegru Mihaela EpiMihaela NegruNo ratings yet
- Delamination PDFDocument13 pagesDelamination PDFRavi Sankar BNo ratings yet
- 156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced PolypropyleneDocument13 pages156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced Polypropyleneayoub fsaNo ratings yet
- Experimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsDocument9 pagesExperimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsArukana KotoNo ratings yet
- 01R (Jurnal Asli) Effect of The Manufacturing Parameters On The Tensile and Fracture Properties of FDM 3d-Printed PLA SpecimensDocument15 pages01R (Jurnal Asli) Effect of The Manufacturing Parameters On The Tensile and Fracture Properties of FDM 3d-Printed PLA SpecimensAndre AbdullahNo ratings yet
- 10 3390@ma11081382Document13 pages10 3390@ma11081382subhashraj18No ratings yet
- Optimization of Process Parameters in Drilling of Glass Fiber Reinforced Epoxy Resin Composites Using Taguchi MethodDocument6 pagesOptimization of Process Parameters in Drilling of Glass Fiber Reinforced Epoxy Resin Composites Using Taguchi MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Nataraj An 2011Document9 pagesNataraj An 2011amsubra8874No ratings yet
- Implementation of Surface Roughness Measurements Using Wavelets With Back Propagation AlgorithmDocument6 pagesImplementation of Surface Roughness Measurements Using Wavelets With Back Propagation Algorithmpurushothaman sinivasanNo ratings yet
- Plastic Strain Based Criterion For Failure Predictions of Short Fiber Reinforced Plastics at Structural LevelDocument12 pagesPlastic Strain Based Criterion For Failure Predictions of Short Fiber Reinforced Plastics at Structural LevelnapoleonmNo ratings yet
- 6 Ijmperdapr20176Document10 pages6 Ijmperdapr20176TJPRC PublicationsNo ratings yet
- 2022 FDM ConferenceDocument12 pages2022 FDM Conferencekuldeep sharmaNo ratings yet
- Delamination Analysis in Drilling Process of Glass - 2007 - Journal of MaterialsDocument7 pagesDelamination Analysis in Drilling Process of Glass - 2007 - Journal of MaterialsClaudia UngureanuNo ratings yet
- Predicting Kerf Quality Characterstv 1Document14 pagesPredicting Kerf Quality Characterstv 1raisa1No ratings yet
- Opt Taguchi ProfDocument21 pagesOpt Taguchi ProfJavier NinoNo ratings yet
- Material Today ElsevierDocument9 pagesMaterial Today ElsevierjanakNo ratings yet
- Optimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchDocument17 pagesOptimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchJyotisMan BorahNo ratings yet
- Taguchi MethodDocument7 pagesTaguchi MethodRITIK YADAVNo ratings yet
- Manufacturing and Processing of Advanced MaterialsFrom EverandManufacturing and Processing of Advanced MaterialsAmar PatnaikNo ratings yet
- CLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inDocument3 pagesCLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inAndi Nak SriwijayaNo ratings yet
- Dijual Kapal LCT: Sign Up Log inDocument3 pagesDijual Kapal LCT: Sign Up Log inAndi Nak SriwijayaNo ratings yet
- LCT Vip JayaDocument2 pagesLCT Vip JayaAndi Nak SriwijayaNo ratings yet
- Ready LCT For Rent!: Sign Up Log inDocument5 pagesReady LCT For Rent!: Sign Up Log inAndi Nak SriwijayaNo ratings yet
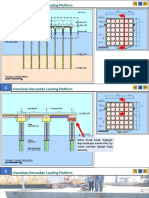
- Visualisasi Kerusakan Loading Platform: Arah LautDocument7 pagesVisualisasi Kerusakan Loading Platform: Arah LautAndi Nak SriwijayaNo ratings yet
- Visualisasi Kerusakan Loading Platform: Arah Laut Arah DaratDocument5 pagesVisualisasi Kerusakan Loading Platform: Arah Laut Arah DaratAndi Nak SriwijayaNo ratings yet
- Dijual LCT Tahun 2016: Sign Up Log inDocument5 pagesDijual LCT Tahun 2016: Sign Up Log inAndi Nak SriwijayaNo ratings yet
- ZX200-3 Specs PDFDocument8 pagesZX200-3 Specs PDFKasidinNo ratings yet
- Optimization of The Dynamic Blanking Process: Lukasz BohdalDocument2 pagesOptimization of The Dynamic Blanking Process: Lukasz BohdalAndi Nak SriwijayaNo ratings yet
- Kaizen in Era Industry 4.0: Webinar SeriesDocument1 pageKaizen in Era Industry 4.0: Webinar SeriesAndi Nak SriwijayaNo ratings yet
- Your CV - Webinar ECI - 200522 - Materi PDFDocument54 pagesYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNo ratings yet
- Your CV - Webinar ECI - 200522 - Materi PDFDocument54 pagesYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNo ratings yet
- Supply Chain: Project ManagementDocument1 pageSupply Chain: Project ManagementAndi Nak SriwijayaNo ratings yet
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocument3 pagesAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNo ratings yet
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocument3 pagesAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNo ratings yet
- Shaft Mount PDFDocument9 pagesShaft Mount PDFAndi Nak SriwijayaNo ratings yet
- Materials For Mechanical Parts-Steel & Standards PDFDocument31 pagesMaterials For Mechanical Parts-Steel & Standards PDFAndi Nak SriwijayaNo ratings yet
- ANSYS Drawing Sub IndoDocument8 pagesANSYS Drawing Sub IndoAndi Nak SriwijayaNo ratings yet
- BR Series ERDocument16 pagesBR Series ERputex247No ratings yet
- PDocument1 pagePAndi Nak SriwijayaNo ratings yet
- ANSYS DrawingDocument7 pagesANSYS DrawingAndi Nak SriwijayaNo ratings yet
- 2 Permodelan Kolom Baja Profil Siku Tersusun1Document12 pages2 Permodelan Kolom Baja Profil Siku Tersusun1Tri Aditha NugrahaNo ratings yet
- 35.11015 EN TCM 87-133509 PDFDocument306 pages35.11015 EN TCM 87-133509 PDFAlfredo YongNo ratings yet
- Behind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopDocument1 pageBehind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopAndi Nak SriwijayaNo ratings yet
- 28-38Document11 pages28-38Andi Nak SriwijayaNo ratings yet
- 10414Document5 pages10414Andi Nak SriwijayaNo ratings yet
- Oper-2-Jose A. Lana PDFDocument10 pagesOper-2-Jose A. Lana PDFAndi Nak SriwijayaNo ratings yet
- Boiler CourseDocument146 pagesBoiler Courseknx175100% (9)
- Fundamentals of Tool DesignDocument6 pagesFundamentals of Tool DesignAndi Nak SriwijayaNo ratings yet
- Portal Statis Tertentu 1Document11 pagesPortal Statis Tertentu 1PUTRINo ratings yet
- Crawford-KC White Paper On CFRP For Blast Resistance1.187113413Document27 pagesCrawford-KC White Paper On CFRP For Blast Resistance1.187113413Joe HalohaliNo ratings yet
- Dynamic Mechanical Analysis and Thermal Stability of Neem Wood Veneer Plastic CompositesDocument9 pagesDynamic Mechanical Analysis and Thermal Stability of Neem Wood Veneer Plastic Compositesfuad mahdudiantoNo ratings yet
- A Project Stage I Seminar On "Design Optimization of Two Wheeler (Bike) Chassis"Document18 pagesA Project Stage I Seminar On "Design Optimization of Two Wheeler (Bike) Chassis"Prakash KatdareNo ratings yet
- Effect of Motorcycle HelmetDocument8 pagesEffect of Motorcycle Helmetbmengg faculty2No ratings yet
- Research Associate or Senior Research Associate in Composites Experimental Mechanics at University of BristolDocument2 pagesResearch Associate or Senior Research Associate in Composites Experimental Mechanics at University of BristolOzden IsbilirNo ratings yet
- Effect of Pre Treatment of Luffa Fibres On The Structural PropertiesDocument2 pagesEffect of Pre Treatment of Luffa Fibres On The Structural PropertiesYah Kang SeulgiNo ratings yet
- UGent MMS Area 2 - Fatigue PDFDocument3 pagesUGent MMS Area 2 - Fatigue PDFsaifbenNo ratings yet
- Jcs 02 00053 PDFDocument24 pagesJcs 02 00053 PDFalexNo ratings yet
- Materials For Orthotic and Prosthetic Applications Oer OriginalDocument68 pagesMaterials For Orthotic and Prosthetic Applications Oer Originalmritunjay kumarNo ratings yet
- Composite MaterialsDocument41 pagesComposite MaterialsDinuk Sakoon BogahawatteNo ratings yet
- 4 Plos StructuresDocument26 pages4 Plos StructuresEliza LuliNo ratings yet
- Characteristic Behaviour of Aluminium Metal Matrix Composites A ReviewDocument9 pagesCharacteristic Behaviour of Aluminium Metal Matrix Composites A ReviewEditor IJTSRD100% (1)
- Retrofitting Design of Concrete Members Using Carbon Fiber-Reinforced Polymers (CFRP)Document12 pagesRetrofitting Design of Concrete Members Using Carbon Fiber-Reinforced Polymers (CFRP)gcsblue stacksNo ratings yet
- 12chapter FERROCEMENT STRUCTURES - BNBC 2020 CommentaryDocument25 pages12chapter FERROCEMENT STRUCTURES - BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- RCD Bihar Sor 2021 Volume IIDocument614 pagesRCD Bihar Sor 2021 Volume IILalitesh KumarNo ratings yet
- BS 476.6 PDFDocument10 pagesBS 476.6 PDFJmc NarelaNo ratings yet
- iCT2019 Poster 117 PDFDocument2 pagesiCT2019 Poster 117 PDFГЕННАДИЙ МИХАЙЛОВИЧ РЕЗНИЧЕНКОNo ratings yet
- SNT PYQs - SHREYA SHREEDocument13 pagesSNT PYQs - SHREYA SHREEChinmay JenaNo ratings yet
- Polymer Matrix Composites-ReviewDocument24 pagesPolymer Matrix Composites-ReviewselogokNo ratings yet
- Composite Materials Mechanics, Manufacturing and Modeling (Sharma, Sumit) 2021 (İNCELE GÜZEL KİTAP)Document559 pagesComposite Materials Mechanics, Manufacturing and Modeling (Sharma, Sumit) 2021 (İNCELE GÜZEL KİTAP)Onur ErsözNo ratings yet
- Write A Report On Composite Materials, The Reason Why They Are Used. Their Major Applications in Few Fields, and Some of The Latest Composite Materials.Document17 pagesWrite A Report On Composite Materials, The Reason Why They Are Used. Their Major Applications in Few Fields, and Some of The Latest Composite Materials.Raushan Jha100% (1)
- 107 Mix Proportioning of Fiber Reinforced Self-Compacting Concrete Adopting The Compressible Packaging Method Comparison of Two MethodsDocument10 pages107 Mix Proportioning of Fiber Reinforced Self-Compacting Concrete Adopting The Compressible Packaging Method Comparison of Two MethodsDANIEL MARCOS DE LIMA E SILVANo ratings yet
- 266 Mechanical Engineering Projects Ideas - Free - (Degree & Diploma)Document13 pages266 Mechanical Engineering Projects Ideas - Free - (Degree & Diploma)harshivamNo ratings yet
- Composites: Part A: Dakai Chen, Jing Li, Jie RenDocument7 pagesComposites: Part A: Dakai Chen, Jing Li, Jie Renbejo0987No ratings yet
- Advanced Composites Market - Global AnalysisDocument52 pagesAdvanced Composites Market - Global Analysissahiljain_146No ratings yet
- Composite Bridge Plug Technical DatasheetDocument3 pagesComposite Bridge Plug Technical DatasheetEvolution Oil ToolsNo ratings yet
- CTP Journal PaperDocument7 pagesCTP Journal PaperRavichandran GNo ratings yet
- (Materials Engineering 20) Roy W. Rice-Ceramic Fabrication Technology-Marcel Dekker (2003)Document372 pages(Materials Engineering 20) Roy W. Rice-Ceramic Fabrication Technology-Marcel Dekker (2003)Mayara OliveiraNo ratings yet
- Development of Electroless Ni P Coatings On Sisal FiberDocument4 pagesDevelopment of Electroless Ni P Coatings On Sisal FiberHemachandranNo ratings yet
- Nondestructive Active Testing TechniquesDocument50 pagesNondestructive Active Testing TechniquesJack OuyangNo ratings yet