You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Codigos de Componente 2002 PDFDocument134 pagesCodigos de Componente 2002 PDFJorge Luis Cervantes CarrilloNo ratings yet
- Renewable and Sustainable Energy Reviews: Tapas Kumar Patra, Pratik N. ShethDocument11 pagesRenewable and Sustainable Energy Reviews: Tapas Kumar Patra, Pratik N. ShethcacafaruqNo ratings yet
- Ustadz HamimDocument6 pagesUstadz HamimcacafaruqNo ratings yet
- Wahyuningsih 2018 IOP Conf. Ser. Mater. Sci. Eng. 333 012085Document10 pagesWahyuningsih 2018 IOP Conf. Ser. Mater. Sci. Eng. 333 012085cacafaruqNo ratings yet
- Beda MeshDocument9 pagesBeda MeshcacafaruqNo ratings yet
- Introduction To Mesh Generation With ANSYS WorkbenchDocument27 pagesIntroduction To Mesh Generation With ANSYS WorkbenchSsheshan PugazhendhiNo ratings yet
- New Doc 2017-12-13 - 1Document1 pageNew Doc 2017-12-13 - 1cacafaruqNo ratings yet
- Beda MeshDocument9 pagesBeda MeshcacafaruqNo ratings yet
- Testing and Adjusting: Visual ChecksDocument10 pagesTesting and Adjusting: Visual CheckscacafaruqNo ratings yet
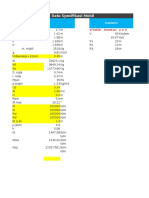
- Data Spesifikasi Mobil: Statis DinamisDocument7 pagesData Spesifikasi Mobil: Statis DinamiscacafaruqNo ratings yet
- Renewable and Sustainable Energy Reviews: Tapas Kumar Patra, Pratik N. ShethDocument11 pagesRenewable and Sustainable Energy Reviews: Tapas Kumar Patra, Pratik N. ShethcacafaruqNo ratings yet
- Lock OutDocument25 pagesLock OutcacafaruqNo ratings yet
- General Information: Shutdown SIS Previous ScreenDocument9 pagesGeneral Information: Shutdown SIS Previous ScreencacafaruqNo ratings yet
- Rumus DapetDocument33 pagesRumus DapetcacafaruqNo ratings yet
- Compound Composition and Fender PerformanceDocument37 pagesCompound Composition and Fender PerformancecacafaruqNo ratings yet
- General Information: Shutdown SIS Previous ScreenDocument9 pagesGeneral Information: Shutdown SIS Previous ScreencacafaruqNo ratings yet
- Case of OligopolisticDocument23 pagesCase of OligopolisticcacafaruqNo ratings yet
- Cycloalkanes and Carbon StabilityDocument21 pagesCycloalkanes and Carbon Stabilitycacafaruq0% (1)
- Spinal CordDocument1 pageSpinal CordcacafaruqNo ratings yet
- Convection SummaryDocument10 pagesConvection SummarycacafaruqNo ratings yet
- AnnouncementDocument13 pagesAnnouncementcacafaruqNo ratings yet
- Operation & Maintenance of Plug Valves PDFDocument5 pagesOperation & Maintenance of Plug Valves PDFعزت عبد المنعمNo ratings yet
- Cassida Fluid CR 46 - SD - (Gb-En)Document9 pagesCassida Fluid CR 46 - SD - (Gb-En)Huu Tri HuynhNo ratings yet
- Pen StockDocument4 pagesPen StockDheeraj ThakurNo ratings yet
- 1sbc100122c0202 ch04Document47 pages1sbc100122c0202 ch04mathankumar1980No ratings yet
- Design of Welded Connections - Lincoln ElectricDocument234 pagesDesign of Welded Connections - Lincoln Electrickyletgerber100% (3)
- Predicting Uniaxial Compressive Strength by Point Load Test - Significance of Cone PenetrationDocument8 pagesPredicting Uniaxial Compressive Strength by Point Load Test - Significance of Cone PenetrationLucas Francisco Contreras TorresNo ratings yet
- GBDocument2 pagesGBRolando SoledadNo ratings yet
- DX700 20.sayfaDocument8 pagesDX700 20.sayfaYiğit ErpakNo ratings yet
- Basics in Turbomachinery&Gas TurbineDocument85 pagesBasics in Turbomachinery&Gas TurbineAhmed Adel IbrahimNo ratings yet
- Ingles Proyecto 3 Semana3Document2 pagesIngles Proyecto 3 Semana3DavidLYT LáinezNo ratings yet
- MBD Annular SectionDocument4 pagesMBD Annular SectionCompra Venta De Maquinaria IndustrialNo ratings yet
- Water Tank ReportDocument50 pagesWater Tank ReportDavin AzharNo ratings yet
- 800D SeriesDocument3 pages800D Seriesvkeie0206No ratings yet
- Boston Gear Worm Gear Speed Reducers: Installation and OperationDocument24 pagesBoston Gear Worm Gear Speed Reducers: Installation and OperationJuan Alejandro Jurado de la RosaNo ratings yet
- Selection & Applications of Power Factor Correction Capacitor For Industrial and Large Commercial Users Ben Banerjee Power Quality Solution GroupDocument61 pagesSelection & Applications of Power Factor Correction Capacitor For Industrial and Large Commercial Users Ben Banerjee Power Quality Solution GroupMonika SharmaNo ratings yet
- Toshiba Power PlantDocument24 pagesToshiba Power PlantMac Gerald Alindong100% (2)
- 0003 Mi20 00S1 0260 0Document22 pages0003 Mi20 00S1 0260 0Galih Suksmono AdiNo ratings yet
- Entrance Canopy Standard-VietLong-LayoutDocument1 pageEntrance Canopy Standard-VietLong-LayoutNguyễn Việt LongNo ratings yet
- Control Joints For Concrete Masonry Walls-Empirical MethodDocument13 pagesControl Joints For Concrete Masonry Walls-Empirical MethodEmad KhanNo ratings yet
- Design of Aluminum Structure 1Document3 pagesDesign of Aluminum Structure 1Ray Coello100% (2)
- Section B-B View A-A: Dimensional Detail Section of Retaining WallDocument1 pageSection B-B View A-A: Dimensional Detail Section of Retaining WallShivam SharmaNo ratings yet
- 6410 Stepper Drive Manual En-Us RevADocument82 pages6410 Stepper Drive Manual En-Us RevAYazeed MomaniNo ratings yet
- Product Mix of HavellsDocument4 pagesProduct Mix of HavellsPriyanka Agarwal100% (1)
- Sanitile 120 PDSDocument4 pagesSanitile 120 PDSDuongthithuydungNo ratings yet
- Mod 1Document39 pagesMod 1Aitesham JamadarNo ratings yet
- CFBC SHORT NOTESDocument8 pagesCFBC SHORT NOTESanbarasanNo ratings yet
- 13 SVC Systems Power Quality D 2008-03-12Document10 pages13 SVC Systems Power Quality D 2008-03-12satelite54100% (1)
- Stoichiometry: Previous Eamcet BitsDocument7 pagesStoichiometry: Previous Eamcet BitswdwdwdwdwNo ratings yet
- 08 Plasticity 01 Introduction PDFDocument11 pages08 Plasticity 01 Introduction PDFAmmar A. AliNo ratings yet