You might also like
- Especificaciones Tecnicas Estructuras - METALICAS - ECOPLAZADocument27 pagesEspecificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAguidoNo ratings yet
- Especificaciones Tecnicas Estructuras Metalicas - DrokasaDocument5 pagesEspecificaciones Tecnicas Estructuras Metalicas - DrokasaAna Quijandria MendozaNo ratings yet
- Especificaciones Tecnicas Estructuras Metalicas FerreyrosDocument5 pagesEspecificaciones Tecnicas Estructuras Metalicas FerreyrosDavid Borja HuarachiNo ratings yet
- Especificaciones Técnicas A36Document6 pagesEspecificaciones Técnicas A36Abraham Lopez Delgado0% (1)
- Especificaciones TecnicasDocument9 pagesEspecificaciones TecnicasGonzalo Cazon PizarroNo ratings yet
- COTIZARDocument17 pagesCOTIZARgiovanni choqueNo ratings yet
- Especif Tecnicas BANCO BOLDocument8 pagesEspecif Tecnicas BANCO BOLSteven NavarreteNo ratings yet
- 469933472-Procedimiento-de-fabricacion-y-montaje-de-estructuras-metalicasDocument10 pages469933472-Procedimiento-de-fabricacion-y-montaje-de-estructuras-metalicascotizacionesNo ratings yet
- Procedimiento de Fabricación y Montaje de Estructuras MetalicasDocument10 pagesProcedimiento de Fabricación y Montaje de Estructuras MetalicasManhattan Pub Ovalle100% (6)
- Especificaciones TécnicasDocument22 pagesEspecificaciones TécnicasWendy Curi CaballaNo ratings yet
- Barandas Metalicas de Protecion Ext.Document2 pagesBarandas Metalicas de Protecion Ext.Ronald BalderramaNo ratings yet
- Especificaciones Técnicas de Losa El AlamoDocument70 pagesEspecificaciones Técnicas de Losa El AlamoJose Orellana ContrerasNo ratings yet
- 18 0143 00 891282 1 1 Especificaciones TecnicasDocument21 pages18 0143 00 891282 1 1 Especificaciones TecnicasAnonymous UMYHwl8gL4No ratings yet
- 02.-Especificaciones Tecnicas Estructuras MetalicasDocument5 pages02.-Especificaciones Tecnicas Estructuras MetalicasHarold Lazo ValdiviaNo ratings yet
- Pliego CerchaDocument2 pagesPliego CerchaDavid Aguilar Berrios100% (1)
- Especificaciones Techo TallerDocument8 pagesEspecificaciones Techo Tallerchascalucero14738No ratings yet
- Procedimiento para Fabricacion y Montaje Deestructura Metalica GalvanizadaDocument7 pagesProcedimiento para Fabricacion y Montaje Deestructura Metalica GalvanizadaSerch BarajasNo ratings yet
- Instructivo Produccion TorreDocument7 pagesInstructivo Produccion Torrestereo77No ratings yet
- Procedimiento Trabajos Metalicas AscensorDocument3 pagesProcedimiento Trabajos Metalicas Ascensorstraverso17No ratings yet
- ANCLAJES de Estructura Metalica SDocument17 pagesANCLAJES de Estructura Metalica SChocata H Reina Adelaide100% (1)
- ITEMSDocument4 pagesITEMSJuan GutierrezNo ratings yet
- GM o Ven 006Document2 pagesGM o Ven 006Abdiel HuallpaNo ratings yet
- 11 Especificaciones Técnicas CM Nº1 D. VegaDocument23 pages11 Especificaciones Técnicas CM Nº1 D. VegarenatoNo ratings yet
- Estructuras MetalicasDocument49 pagesEstructuras Metalicasrolando quispeNo ratings yet
- Especificaciones Tecnicas para Las Fabricaciones MetalicasDocument8 pagesEspecificaciones Tecnicas para Las Fabricaciones MetalicasWilfredo Marin AndradeNo ratings yet
- M.15. Especificaciones Tecnicas FachadasDocument2 pagesM.15. Especificaciones Tecnicas Fachadasfrankito94100% (2)
- Item NuevosDocument5 pagesItem NuevosOmarcNo ratings yet
- Procedimiento de PinturaDocument12 pagesProcedimiento de PinturaElmer RamosNo ratings yet
- Espec Tecn Losa TateDocument61 pagesEspec Tecn Losa TateMaria Isabel Guerrero AlvarezNo ratings yet
- Acero de Refuerzo para FundacionesDocument5 pagesAcero de Refuerzo para FundacionesJosue Zelaya NaarNo ratings yet
- Estructura de Acero en PerfilesDocument3 pagesEstructura de Acero en PerfilesKevinn GalarzaNo ratings yet
- 02Document18 pages02Brayan Romero calderonNo ratings yet
- Global PEM-01 - Procedimiento Acarreo TuberiasDocument3 pagesGlobal PEM-01 - Procedimiento Acarreo TuberiasSergioArmandoPerezRamirezNo ratings yet
- CERCHA METÁLICA TIPODocument3 pagesCERCHA METÁLICA TIPOcarmen eliana azurin salasNo ratings yet
- Espf Tecnicas - Carpintería MetálicaDocument5 pagesEspf Tecnicas - Carpintería MetálicaEdgar HuayhuaNo ratings yet
- Procedimiento MontajeDocument9 pagesProcedimiento MontajeFlavio Camargo RodriguezNo ratings yet
- TAPA METÁLICA PARA TANQUE DE ALMACENAMIENTODocument1 pageTAPA METÁLICA PARA TANQUE DE ALMACENAMIENTOcarmen eliana azurin salasNo ratings yet
- 04 Ee - TT 03.01.61.02 EstructurasDocument7 pages04 Ee - TT 03.01.61.02 EstructurasAdrián RomeroNo ratings yet
- Control de Calidad Metodo StatementDocument9 pagesControl de Calidad Metodo StatementSerch BarajasNo ratings yet
- ESCALERILLA METÁLICA DE ACCESO CUBIERTADocument1 pageESCALERILLA METÁLICA DE ACCESO CUBIERTAcarmen eliana azurin salasNo ratings yet
- Partidas y AlcancesDocument7 pagesPartidas y AlcancesTimothy HancockNo ratings yet
- Plan de Control de CalidadDocument13 pagesPlan de Control de CalidadJuan HernandezNo ratings yet
- Ensamblaje de VigasDocument13 pagesEnsamblaje de VigasAnonymous 29VXlrBIhNo ratings yet
- Fabricación en TallerDocument7 pagesFabricación en TallerJose Tlaloc Mendoza LibradoNo ratings yet
- Procedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasDocument11 pagesProcedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasRafae Leonardo Penagos CruzNo ratings yet
- Pliego Estructura Metálica para CubiertaDocument2 pagesPliego Estructura Metálica para CubiertaDavid Aguilar Berrios100% (1)
- GM o Bar 020Document5 pagesGM o Bar 020Ronaldo YujraNo ratings yet
- LARGUEROS METÁLICOS 1C 100x50x15x2 mm.Document2 pagesLARGUEROS METÁLICOS 1C 100x50x15x2 mm.carmen eliana azurin salasNo ratings yet
- Especificaciones Tecnicas PuentesDocument21 pagesEspecificaciones Tecnicas PuentesJose Apaza AsquiNo ratings yet
- Proceso Constructivo de La Estructura Metálica para Cubiertas.Document5 pagesProceso Constructivo de La Estructura Metálica para Cubiertas.DAVID TRIANANo ratings yet
- BARRAS METÁLICAS BAÑOS DISCAPACITADOSDocument1 pageBARRAS METÁLICAS BAÑOS DISCAPACITADOSHendikNo ratings yet
- Trabajo ArmandoDocument14 pagesTrabajo ArmandoVairon QuezadaNo ratings yet
- SoldaduraDocument4 pagesSoldaduraCSilva MariNo ratings yet
- Informe N°03-Csc-Cal-HarDocument13 pagesInforme N°03-Csc-Cal-HarAlexNo ratings yet
- Baranda Metálica Exterior + PinturaDocument2 pagesBaranda Metálica Exterior + Pinturamiguel angelNo ratings yet
- Especificaciones Tecnicas PuentesDocument21 pagesEspecificaciones Tecnicas PuentesRoberto Roberto LuisNo ratings yet
- Peso Nominal de AceroDocument4 pagesPeso Nominal de AceroKevin CosnerNo ratings yet
- Plan de Trabajo Estructura Metalica Rev-0Document5 pagesPlan de Trabajo Estructura Metalica Rev-0David Daemmej50% (6)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Formulario de Declaración Jurada 2020Document2 pagesFormulario de Declaración Jurada 2020Carlos Galvez AlvarezNo ratings yet
- 20 EstebanDocument12 pages20 EstebanCarlos Galvez AlvarezNo ratings yet
- Form de Pol de Trat y Prot de Datos Personales y Consent para Rec y Uso de Datos PersDocument1 pageForm de Pol de Trat y Prot de Datos Personales y Consent para Rec y Uso de Datos PersCarlos Galvez AlvarezNo ratings yet
- Reglamento Interno Académico 2020Document60 pagesReglamento Interno Académico 2020Carlos Galvez AlvarezNo ratings yet
- Anexos MatemáticaDocument2 pagesAnexos MatemáticaCarlos Galvez AlvarezNo ratings yet
- Anexo Cyt Estaciones Del AñoDocument1 pageAnexo Cyt Estaciones Del AñoCarlos Galvez AlvarezNo ratings yet
- 4 Ini Arte Sem 5-Collage 2 II BimDocument1 page4 Ini Arte Sem 5-Collage 2 II BimCarlos Galvez AlvarezNo ratings yet
- Política de Recaudación y Cobranza 2020.Document5 pagesPolítica de Recaudación y Cobranza 2020.Carlos Galvez AlvarezNo ratings yet
- ApuDocument1 pageApuCarlos Galvez AlvarezNo ratings yet
- Vista Adonai ActualDocument1 pageVista Adonai ActualCarlos Galvez AlvarezNo ratings yet
- Información y Condiciones Económicas de La Sede El GolfDocument1 pageInformación y Condiciones Económicas de La Sede El GolfCarlos Galvez AlvarezNo ratings yet
- Eet MetalicaDocument4 pagesEet MetalicaCarlos Galvez AlvarezNo ratings yet
- Al Que Es Digno PDFDocument6 pagesAl Que Es Digno PDFAbraham Isai Palomo RojasNo ratings yet
- Condiciones Generales Del Servicio Educativo 2020.Document7 pagesCondiciones Generales Del Servicio Educativo 2020.Carlos Galvez AlvarezNo ratings yet
- Apu Arq ChalponDocument162 pagesApu Arq ChalponCarlos Galvez AlvarezNo ratings yet
- 0188 AM P4 ComercialDocument20 pages0188 AM P4 ComercialdanielvillagrapNo ratings yet
- 100-Mejores Boleros para GuitarraDocument52 pages100-Mejores Boleros para Guitarrajclje89% (98)
- Muro Contencion VoladizoDocument9 pagesMuro Contencion VoladizorebecaNo ratings yet
- Carta PoderrDocument1 pageCarta PoderrCarlos Galvez AlvarezNo ratings yet
- Carta de PresentacionesDocument1 pageCarta de PresentacionesCarlos Galvez AlvarezNo ratings yet
- Las 100 Mejores RokasDocument52 pagesLas 100 Mejores RokasMario Eduardo Toledo Chavez0% (3)
- HTTP - WWW - Escarbar.com Back Tutoriales Kalinchita RomanticasDocument0 pagesHTTP - WWW - Escarbar.com Back Tutoriales Kalinchita RomanticasaquariusflexNo ratings yet
- Quimica Analitica Metodos ElectroanaliticosDocument5 pagesQuimica Analitica Metodos ElectroanaliticosNestor HernandezNo ratings yet
- Intercambiadores de CalorDocument34 pagesIntercambiadores de CalorRaul SotoNo ratings yet
- El PH en Fase Acuosa en La Vida Cotidiana: Sustancia PH AproximadoDocument2 pagesEl PH en Fase Acuosa en La Vida Cotidiana: Sustancia PH AproximadoBrayan PinazoNo ratings yet
- METODO FETKOVICH ecuación presión yacimientos gasDocument3 pagesMETODO FETKOVICH ecuación presión yacimientos gasjose luis pachecoNo ratings yet
- Corriente GalvanicaDocument11 pagesCorriente Galvanicaceleste pulidoNo ratings yet
- Diagnostico de Cables de Alta TensionDocument6 pagesDiagnostico de Cables de Alta TensionHenry Segundo Ramos ArévaloNo ratings yet
- Modelos AtomicosDocument39 pagesModelos AtomicosANGIE VANESSA ZAPATA RUANONo ratings yet
- CAP VIII Sistemas de Distribucion.Document40 pagesCAP VIII Sistemas de Distribucion.Fiorella HorqqueNo ratings yet
- Triptico de Lípidos 1Document2 pagesTriptico de Lípidos 1Ymer Altamirano Diaz75% (8)
- Geografia Global. El Paradigma Geotecnológico y El Espacio Interdisciplinario en La Interpretación Del Mundo Del Siglo XXI. Gustavo BuzaiDocument2 pagesGeografia Global. El Paradigma Geotecnológico y El Espacio Interdisciplinario en La Interpretación Del Mundo Del Siglo XXI. Gustavo Buzaiandox_1No ratings yet
- Opengl Part IDocument42 pagesOpengl Part IFabiolaFloresNo ratings yet
- Ecuaciones DiferencialesDocument16 pagesEcuaciones DiferencialesdammaquiNo ratings yet
- Catalogo Cursos PDFDocument34 pagesCatalogo Cursos PDFramonluhrNo ratings yet
- Horario Cepre Fisma Nivel PreuniversitarioDocument5 pagesHorario Cepre Fisma Nivel PreuniversitarioCEPRE-FISMANo ratings yet
- AtsDocument2 pagesAtsPercy PL0% (1)
- Concreto Armado 1Document38 pagesConcreto Armado 1Pamela YupanqNo ratings yet
- Check List Seguridad MA en PerforacionDocument12 pagesCheck List Seguridad MA en Perforacionubi26_3100% (2)
- El Principio de Conservación de La MasaDocument9 pagesEl Principio de Conservación de La MasaFernando Avendaño GomezNo ratings yet
- Labo 2 de Automatizacion orDocument18 pagesLabo 2 de Automatizacion orJoan ChavezNo ratings yet
- Preguntas sobre estadística descriptiva e inferencialDocument293 pagesPreguntas sobre estadística descriptiva e inferencialJesús CgNo ratings yet
- CARACTERÍSTICAS DE OLOR DE LUBRICANTESDocument5 pagesCARACTERÍSTICAS DE OLOR DE LUBRICANTESAndy SaldañaNo ratings yet
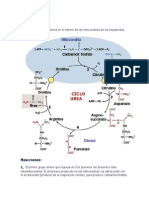
- Ciclo de La UreaDocument5 pagesCiclo de La UreaMartinezHuertaMaryNo ratings yet
- Empaque de AlimentosDocument4 pagesEmpaque de Alimentostbautistadiego100% (1)
- Transduccion VisualDocument14 pagesTransduccion VisualErika Llanos Mora50% (2)
- Solucionario de Mecanica de Fluidos-UTA-FISEIDocument78 pagesSolucionario de Mecanica de Fluidos-UTA-FISEIJose JativaNo ratings yet
- Aparatos de VìaDocument15 pagesAparatos de Vìafz_89No ratings yet
- Introducción Concepto de FuncionDocument20 pagesIntroducción Concepto de Funcionkristes92No ratings yet
- Hoja de Seguridad Desinfectante Amonio CuaternarioDocument3 pagesHoja de Seguridad Desinfectante Amonio CuaternarioLaina Betancourth43% (7)
- Metodos Generales de Obtencion de Los Principios Activos 2007Document25 pagesMetodos Generales de Obtencion de Los Principios Activos 2007Charytin Avalos50% (2)