You might also like
- Value Stream Mapping Examples For Different IndustriesDocument19 pagesValue Stream Mapping Examples For Different IndustriesShane Mc GillycuddyNo ratings yet
- User'S Manual UMADM7XX7V3-2 Yzen: Ultrasonic Flowmeters Fluxus Adm 7207 Fluxus Adm 7407 Fluxus Adm 7807 Fluxus Adm 7907Document162 pagesUser'S Manual UMADM7XX7V3-2 Yzen: Ultrasonic Flowmeters Fluxus Adm 7207 Fluxus Adm 7407 Fluxus Adm 7807 Fluxus Adm 7907yohellNo ratings yet
- Lean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariDocument20 pagesLean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariNelum WijekoonNo ratings yet
- Calculation Interval ProbabilitiesDocument28 pagesCalculation Interval ProbabilitiesKevin RaderNo ratings yet
- Chapter 1. Introduction: 1.1. BackgroundDocument92 pagesChapter 1. Introduction: 1.1. BackgroundSanjay KmrNo ratings yet
- Lean and Agile Manufacturing: Prepared By: Pallavi JoshiDocument25 pagesLean and Agile Manufacturing: Prepared By: Pallavi Joshipallaveejoshi100% (1)
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- BottleneckDocument5 pagesBottleneckAkanksha GuptaNo ratings yet
- Cycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFDocument34 pagesCycle Time Calculation-Unit - 12 - Automated - Manufacturing - Systems PDFzainikamal1975No ratings yet
- Balanced scorecard boosts TPM maintenance managementDocument12 pagesBalanced scorecard boosts TPM maintenance managementAli Yimer AliNo ratings yet
- Lanner Group's Witness Simulation SoftwareDocument27 pagesLanner Group's Witness Simulation SoftwarewayzodeneerajNo ratings yet
- Manual de MPL PDFDocument377 pagesManual de MPL PDFpraxtorres52No ratings yet
- The Lean Enterprise: Lean Foundations Continuous Improvement TrainingDocument28 pagesThe Lean Enterprise: Lean Foundations Continuous Improvement TrainingPablo Riquelme GonzálezNo ratings yet
- Statistics Ad MeasuremetDocument62 pagesStatistics Ad MeasuremetVidhyaVishaliNo ratings yet
- Tact Time StudyDocument10 pagesTact Time StudyAtul SharmaNo ratings yet
- Enterprise Dynamics TutorialDocument66 pagesEnterprise Dynamics TutorialBaracNo ratings yet
- OM Assignment 2 - Spring 2021Document5 pagesOM Assignment 2 - Spring 2021ErfanNo ratings yet
- HeijunkaDocument7 pagesHeijunkaCyrano14No ratings yet
- Lean MFG - GoldDocument4 pagesLean MFG - Goldpragthedog100% (1)
- Assignment The University of Liverpool Management School: Deadline: Lateness PenaltyDocument4 pagesAssignment The University of Liverpool Management School: Deadline: Lateness PenaltyAnas Hassan0% (1)
- Learning To EvolveDocument44 pagesLearning To EvolveJohn VatistasNo ratings yet
- Value Stream Mapping Case StudyDocument12 pagesValue Stream Mapping Case StudySaikat GhoshNo ratings yet
- Lean Manufacturing & TPMDocument2 pagesLean Manufacturing & TPMEdward GermánNo ratings yet
- Matreke Cards Case PDFDocument10 pagesMatreke Cards Case PDFMari Quesada100% (1)
- Single-Minute Exchange of Die (SMED) State of Art Literature Review PDFDocument19 pagesSingle-Minute Exchange of Die (SMED) State of Art Literature Review PDFvoiceofmehmoodNo ratings yet
- JIT Kaizen 1666650411Document300 pagesJIT Kaizen 1666650411You ElNo ratings yet
- Standardized Work Analyze Tool V.3.2+videoDocument17 pagesStandardized Work Analyze Tool V.3.2+videoRobi CahyadiNo ratings yet
- ProModel User GuideDocument646 pagesProModel User GuideRandy Mantilla CárdenasNo ratings yet
- Product, Process, and Schedule Design OverviewDocument67 pagesProduct, Process, and Schedule Design Overviewmuath wardatNo ratings yet
- Starbucks Implements Lean Techniques to Speed Up OperationsDocument4 pagesStarbucks Implements Lean Techniques to Speed Up OperationsDiana Elena ChiribasaNo ratings yet
- CUSUM and EWMA Charts PDFDocument10 pagesCUSUM and EWMA Charts PDFLibyaFlowerNo ratings yet
- What Is Kanban?Document17 pagesWhat Is Kanban?Andrés AvilésNo ratings yet
- Total Productive Maintenance (TPM)Document25 pagesTotal Productive Maintenance (TPM)chaitanya_kumar_13No ratings yet
- A Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFDocument20 pagesA Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFCharlye VasquezNo ratings yet
- Toyota Executive SummaryDocument16 pagesToyota Executive SummaryAmirahNo ratings yet
- Anadolu University Industrial Engineering Midterm Exam KeyDocument8 pagesAnadolu University Industrial Engineering Midterm Exam KeyTrina_Norregaa_3471No ratings yet
- JIT Operations Management Week 14Document37 pagesJIT Operations Management Week 14Muhammad Arsalan ChouhanNo ratings yet
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocument80 pagesLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNo ratings yet
- 2013 Collin Technologies Case StudyDocument54 pages2013 Collin Technologies Case StudyHimanshu AgrawalNo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Tier Meetings ProcessDocument12 pagesTier Meetings ProcessFrancisco AguilarNo ratings yet
- Little LawDocument23 pagesLittle LawAmigoRealNo ratings yet
- Six Sigma of MotorolaDocument15 pagesSix Sigma of Motorolabobby_03544978No ratings yet
- AIC Netbooks Optimizing Assembly Line EfficiencyDocument2 pagesAIC Netbooks Optimizing Assembly Line EfficiencyPedro José ZapataNo ratings yet
- Lean Labs:: Improving Lab Efficiency Through Workspace ImprovementsDocument18 pagesLean Labs:: Improving Lab Efficiency Through Workspace ImprovementsJuanca Reyes ZNo ratings yet
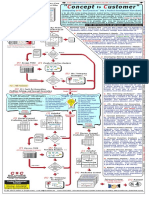
- " Oncept Ustomer": SolutionsDocument1 page" Oncept Ustomer": SolutionsJac DNo ratings yet
- Pull Manufacturing: Kanban, Just in Time, Demand FlowDocument53 pagesPull Manufacturing: Kanban, Just in Time, Demand FlowMej HagNo ratings yet
- Operations Management-Chapter Four-1Document44 pagesOperations Management-Chapter Four-1AGNo ratings yet
- AM BookDocument45 pagesAM BookGopal KrishnanNo ratings yet
- AIC Netbooks Case Study Solution Maham Irfan 900888967Document5 pagesAIC Netbooks Case Study Solution Maham Irfan 900888967vajunodoNo ratings yet
- Exec Shirt CompDocument14 pagesExec Shirt CompAshish AdikeNo ratings yet
- Supply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceDocument58 pagesSupply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceSumedh KakdeNo ratings yet
- Hoshin X MatrixDocument2 pagesHoshin X MatrixlamartinezmNo ratings yet
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorliveNo ratings yet
- DWM + 3G, 3K EtcDocument86 pagesDWM + 3G, 3K Etcakash.vd.1603No ratings yet
- Lean Thinking in the Warehouse: Eliminating Waste and Improving FlowDocument15 pagesLean Thinking in the Warehouse: Eliminating Waste and Improving FlowAhmed HasanNo ratings yet
- Application of MCDM Model For Assessing Suitability of JIT ManufacturingDocument6 pagesApplication of MCDM Model For Assessing Suitability of JIT ManufacturingJournal of ComputingNo ratings yet
- Scilab ManualDocument44 pagesScilab ManualMeer Mustafa AliNo ratings yet
- Mft-Ii Unit - VDocument20 pagesMft-Ii Unit - ValagarsmeNo ratings yet
- Machine Tools - Lectures CNC Machines - 2018-2019 BatchDocument12 pagesMachine Tools - Lectures CNC Machines - 2018-2019 Batchshafikul37No ratings yet
- Best Practice Book For IELTS WritingDocument51 pagesBest Practice Book For IELTS WritingHabimana AndrewNo ratings yet
- Academy Implementation Guide VERTICAL SM PDFDocument17 pagesAcademy Implementation Guide VERTICAL SM PDFHabimana AndrewNo ratings yet
- CSWPSampleExam PDFDocument32 pagesCSWPSampleExam PDFHabimana AndrewNo ratings yet
- ENG MC Program ManualDocument83 pagesENG MC Program ManualHabimana AndrewNo ratings yet
- Fusion 360Document16 pagesFusion 360Cosmin Ionut100% (3)
- ENG NC Program ManualDocument52 pagesENG NC Program ManualHabimana AndrewNo ratings yet
- Mountainboard Stumdent WB 2011 ENGDocument550 pagesMountainboard Stumdent WB 2011 ENGyoung4912No ratings yet
- Segment 1 - CSWP-CORE ExamDocument9 pagesSegment 1 - CSWP-CORE ExammengodNo ratings yet
- ENG NC Program ManualDocument52 pagesENG NC Program ManualHabimana AndrewNo ratings yet
- CSWA Sample ExamDocument33 pagesCSWA Sample ExamMarko Leš100% (1)
- Machinist CNC Reference Guide, Haas Automation IncDocument22 pagesMachinist CNC Reference Guide, Haas Automation Incmecanica100% (1)
- Lathe Programming Workbook HAASDocument153 pagesLathe Programming Workbook HAASguimaslipa100% (1)
- Introduction CatiaDocument19 pagesIntroduction CatiaLUCIFERBREONo ratings yet
- G Kod Haas ResenjjaDocument11 pagesG Kod Haas ResenjjagoranNo ratings yet
- Mill Programming Workbook PDFDocument145 pagesMill Programming Workbook PDFmirsom100% (1)
- English-01 (The Millennial Man)Document2 pagesEnglish-01 (The Millennial Man)DikapsNo ratings yet
- Binder1 SAMPLECATIABOOKSDocument188 pagesBinder1 SAMPLECATIABOOKSHabimana AndrewNo ratings yet
- Ooh! My God Help Me: Maths Physics Drawing Icdl Total Peter Emmy OliverDocument1 pageOoh! My God Help Me: Maths Physics Drawing Icdl Total Peter Emmy OliverHabimana AndrewNo ratings yet
- SL110 Revb.1 0499 OHDocument191 pagesSL110 Revb.1 0499 OHcp3y2000-scribdNo ratings yet
- OSY Micro-Project Report - SurajDocument33 pagesOSY Micro-Project Report - SurajMorris jonsonNo ratings yet
- GCSECompSci LessonActivities Y10SpringTerm FinalDocument59 pagesGCSECompSci LessonActivities Y10SpringTerm FinalNguyen Dac ThichNo ratings yet
- Some People Like To Do Only What They Already Do WellDocument4 pagesSome People Like To Do Only What They Already Do WellValentina CnNo ratings yet
- Quantum Information and Computation For ChemistryDocument10 pagesQuantum Information and Computation For ChemistrytaherymahsaaNo ratings yet
- Computer Assignment No 1Document12 pagesComputer Assignment No 1Abdul BasitNo ratings yet
- College List-2022-23-As On 31-01-2023Document39 pagesCollege List-2022-23-As On 31-01-2023meggie123No ratings yet
- BCA (Robotics, Machine Learning and Artificial Intelliigence)Document99 pagesBCA (Robotics, Machine Learning and Artificial Intelliigence)Anagha K MNo ratings yet
- Makalah B.inggrisDocument6 pagesMakalah B.inggrisJaseka meirleneNo ratings yet
- Course RaDocument7 pagesCourse RaForce XNo ratings yet
- System Analysis and Design Module 1 Lesson 1Document12 pagesSystem Analysis and Design Module 1 Lesson 1Mary jane escuadroNo ratings yet
- 90210-1221DEA Voice RecorderDocument16 pages90210-1221DEA Voice RecorderqwertyNo ratings yet
- Control Systems r13 MtechDocument24 pagesControl Systems r13 MtechSal ExcelNo ratings yet
- Data ProcessingDocument4 pagesData ProcessingNii KwamiNo ratings yet
- Lishui Controller LSH Programmer User's ManualDocument5 pagesLishui Controller LSH Programmer User's ManualTomas V. NoCtrusNo ratings yet
- 3HAC047137 PM IRC5 Panel Mounted Controller-EnDocument254 pages3HAC047137 PM IRC5 Panel Mounted Controller-EncheloooxxxNo ratings yet
- Chapter 3 Cse1010eDocument22 pagesChapter 3 Cse1010eSharoni PavadhayNo ratings yet
- Developing an Online Public Access Catalog SystemDocument30 pagesDeveloping an Online Public Access Catalog SystemJanine SantanderNo ratings yet
- Color Computer Rainbow Magazine 1982Document32 pagesColor Computer Rainbow Magazine 1982rbihlerNo ratings yet
- Computer Assignment 3Document8 pagesComputer Assignment 3Mussawer HasnainNo ratings yet
- Information Technology and AissDocument44 pagesInformation Technology and AissAsher GeronimoNo ratings yet
- Cat Ele IngDocument12 pagesCat Ele Ingkaniappan sakthivelNo ratings yet
- Toshiba m55 s325 User Manual 05may05Document271 pagesToshiba m55 s325 User Manual 05may05cabinitoNo ratings yet
- Unit 1 What Is Computer ?Document43 pagesUnit 1 What Is Computer ?Apoorva ChoudharyNo ratings yet
- Vtu PHD Coursework Syllabus Computer ScienceDocument6 pagesVtu PHD Coursework Syllabus Computer Sciencef1vijokeheg3100% (2)
- Optiplex 745Document428 pagesOptiplex 745albertoNo ratings yet
- Types of computers classified by principles and configurationsDocument4 pagesTypes of computers classified by principles and configurationsKundaiNo ratings yet
- 1.2-3 DriverDocument10 pages1.2-3 DriverGerald E BaculnaNo ratings yet
- Understanding The ICT On ComputersDocument54 pagesUnderstanding The ICT On ComputersSync KichiiNo ratings yet
- 2006 CapeCoral DataManagement CaseDocument7 pages2006 CapeCoral DataManagement Caseamit_vatsaNo ratings yet