You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sky Bees Guide - Sheet1Document3 pagesSky Bees Guide - Sheet1Max KeltonNo ratings yet
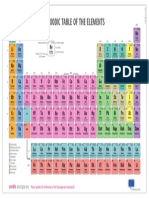
- Periodic Table of The ElementsDocument1 pagePeriodic Table of The ElementsAncuta AbrudanNo ratings yet
- Manufacturing Report Royal SelangorDocument13 pagesManufacturing Report Royal SelangorPutri Mahazir75% (4)
- 83.design and Fabrication of Cam Shaft Using Nickel, Choromium and Zinc CoatingDocument78 pages83.design and Fabrication of Cam Shaft Using Nickel, Choromium and Zinc CoatingeshuNo ratings yet
- Design and Analysis of Petrol With Hydrogen Fuel Used For Agri SprayerDocument1 pageDesign and Analysis of Petrol With Hydrogen Fuel Used For Agri SprayereshuNo ratings yet
- 16 IJARSET VijayaramnathDocument5 pages16 IJARSET VijayaramnatheshuNo ratings yet
- 2018 New TitlesDocument4 pages2018 New TitleseshuNo ratings yet
- Chi Square Test Case Processing SummaryDocument5 pagesChi Square Test Case Processing SummaryeshuNo ratings yet
- Abstract OnlyDocument12 pagesAbstract OnlyeshuNo ratings yet
- U.balaji - Karpagam Institute of Technology-Kinematic Trading Abd CoDocument2 pagesU.balaji - Karpagam Institute of Technology-Kinematic Trading Abd CoeshuNo ratings yet
- 16.chromium PVD Tool CoatingDocument58 pages16.chromium PVD Tool CoatingeshuNo ratings yet
- 17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingDocument52 pages17.experimental and Investigation of Spark Plug Using Silicon Foul Release CoatingeshuNo ratings yet
- Thirumalai Kumar CompletionDocument1 pageThirumalai Kumar CompletioneshuNo ratings yet
- 14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and SupportDocument54 pages14.experimental and Stress Analysis of Pipe Routing at Various Temperature and Pressure by Changing The Various Material and Supporteshu100% (2)
- A Study On Welfare Measure in Amman Steel and Allied Industry at TrichyDocument2 pagesA Study On Welfare Measure in Amman Steel and Allied Industry at TrichyeswariNo ratings yet
- 44.al Si MG Pin FinDocument73 pages44.al Si MG Pin FineshuNo ratings yet
- Transform Tool India PVT LimitedDocument1 pageTransform Tool India PVT LimitedeshuNo ratings yet
- A Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1Document92 pagesA Study On Impact of Intra Organizational Relationship On Organizational Effectiveness of VKC Compan1eshu83% (12)
- Inconal and Monel WeldDocument49 pagesInconal and Monel Weldeshu100% (1)
- Design and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceDocument47 pagesDesign and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceeshuNo ratings yet
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- Inconal and Monel WeldDocument49 pagesInconal and Monel Weldeshu100% (1)
- Mechanical Behaviour Carbon FiberDocument46 pagesMechanical Behaviour Carbon FibereshuNo ratings yet
- A Study On Organization Development in Atlantic Fabrics in KarurDocument20 pagesA Study On Organization Development in Atlantic Fabrics in KarurvigneshNo ratings yet
- Extra QuestinariesDocument11 pagesExtra QuestinarieseshuNo ratings yet
- Polyalthia LongifoliaDocument4 pagesPolyalthia LongifoliaeshuNo ratings yet
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- Introduction RajeshDocument33 pagesIntroduction Rajesheswari0% (1)
- Piping ProjectDocument1 pagePiping ProjecteshuNo ratings yet
- BiodieselDocument1 pageBiodieseleswariNo ratings yet
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- General Catalog en GrindingDocument10 pagesGeneral Catalog en GrindingkarthikNo ratings yet
- SteelMint-Website Product and Subscription DetailsDocument3 pagesSteelMint-Website Product and Subscription DetailsKrishna ChaitanyaNo ratings yet
- Group2 and 7 RevisedDocument46 pagesGroup2 and 7 Revised123456No ratings yet
- D2L-L14 Issue of Certificate of CompetencyDocument26 pagesD2L-L14 Issue of Certificate of CompetencykamaleshaiahNo ratings yet
- Advanced Material For Ultra Super Critical Boiler SystemDocument2 pagesAdvanced Material For Ultra Super Critical Boiler SystemgaotamaNo ratings yet
- Single-Action Swing Clamp: LT/LGDocument20 pagesSingle-Action Swing Clamp: LT/LGMuhammadTaufikAliRahmanNo ratings yet
- Henk Alodine 1201 TdsDocument4 pagesHenk Alodine 1201 TdstassawarNo ratings yet
- Metallographic EtchDocument16 pagesMetallographic Etchbronx_ldNo ratings yet
- Review Paper On Hard Facing Processes and MaterialsDocument4 pagesReview Paper On Hard Facing Processes and MaterialsJaveed A. KhanNo ratings yet
- H3PO4Document14 pagesH3PO4Muhammad UsmanNo ratings yet
- Metal Reactivity Ws2016ansDocument3 pagesMetal Reactivity Ws2016ansHemant Kumar0% (1)
- Building Materials of Ancient IndiaDocument118 pagesBuilding Materials of Ancient IndiaNihakriNo ratings yet
- Metal-Casting Tomo 15Document8 pagesMetal-Casting Tomo 15CamilaAndreaGrijalbaNo ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument2 pagesBolt Depot - Bolt Grade Markings and Strength ChartKiara Ticangan Argel100% (1)
- The Beneficiation of Antimony Ore by Flotation PDFDocument6 pagesThe Beneficiation of Antimony Ore by Flotation PDFFaraz HaiderNo ratings yet
- A Acid Base ObjektifDocument3 pagesA Acid Base ObjektifSaonah ZabaliNo ratings yet
- Properties of Iron and SteelsDocument25 pagesProperties of Iron and SteelsRajanikantJadhavNo ratings yet
- Request For Quotation - RFQ - PDFDocument5 pagesRequest For Quotation - RFQ - PDFavmr0% (1)
- Chemical Formulas KeynoteDocument34 pagesChemical Formulas Keynotewperry42No ratings yet
- Epithermal Gold DepositsDocument43 pagesEpithermal Gold DepositsMatías Rodríguez100% (1)
- A CableTray enDocument294 pagesA CableTray enOzan AtıcıNo ratings yet
- Heavy Metals in SoilsDocument615 pagesHeavy Metals in SoilsMiroslav Cici Pavelkic100% (1)
- Diy Hard Anodizing Chemicals KitDocument7 pagesDiy Hard Anodizing Chemicals KitOtter1z100% (1)
- Cement Linings Emea 1910 FR en 191007 Eb MonDocument27 pagesCement Linings Emea 1910 FR en 191007 Eb Monsayf growfloNo ratings yet
- SOR LUCKNOW AND MainpuricircleDocument95 pagesSOR LUCKNOW AND MainpuricircleKaran SharmaNo ratings yet
- E155-14 Standard Reference Radiographs For Inspection of Aluminum and Magnesium CastingsDocument4 pagesE155-14 Standard Reference Radiographs For Inspection of Aluminum and Magnesium CastingsAhmed Shaban Kotb100% (1)
- Mowital: Technical Data SheetDocument4 pagesMowital: Technical Data SheetIsidro CM100% (1)