You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 4687 - Carrier 30 GF 120Document36 pages4687 - Carrier 30 GF 120ชัยณรงค์ เทียนบุตรNo ratings yet
- 1 Syllabus Approval EB Tech 2021Document1 page1 Syllabus Approval EB Tech 2021rendydunNo ratings yet
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument33 pagesJournal Pre-Proof: Journal of Materials Research and TechnologyrendydunNo ratings yet
- 1 s2.0 S2214785320321003 MainDocument6 pages1 s2.0 S2214785320321003 MainrendydunNo ratings yet
- Vacuum: For 10mev 50Kw AcceleratorDocument27 pagesVacuum: For 10mev 50Kw AcceleratorrendydunNo ratings yet
- Personnel Departure Schedule For Wps Qualification Test: Pt. Truba Jurong EngineeringDocument2 pagesPersonnel Departure Schedule For Wps Qualification Test: Pt. Truba Jurong EngineeringrendydunNo ratings yet
- Chemguard c333 Ar-Afff 3% MsdsDocument7 pagesChemguard c333 Ar-Afff 3% MsdsrendydunNo ratings yet
- 20 Testing Tool & EquipmentDocument96 pages20 Testing Tool & EquipmentrendydunNo ratings yet
- Loads On Tank 04 - T - 5202: 30 Line: 6"-HC-52007-1C3H-ET-30MMDocument1 pageLoads On Tank 04 - T - 5202: 30 Line: 6"-HC-52007-1C3H-ET-30MMrendydunNo ratings yet
- 203 RT ReshootDocument3 pages203 RT ReshootrendydunNo ratings yet
- Valve TableDocument2 pagesValve TablerendydunNo ratings yet
- Equivalent Pressure Calculation: G (MM) Fa (Dan) MF (Dan.M) Peq (Bar) P (Bar) Peq + P (Bar) P Asme (Bar)Document1 pageEquivalent Pressure Calculation: G (MM) Fa (Dan) MF (Dan.M) Peq (Bar) P (Bar) Peq + P (Bar) P Asme (Bar)rendydunNo ratings yet
- Simulation of Lofa in Research ReactorDocument11 pagesSimulation of Lofa in Research ReactorrendydunNo ratings yet
- 16796Document27 pages16796Harish ShanbhagNo ratings yet
- Casing WellDocument26 pagesCasing Wellزين العابدين هيثم لفته جابرNo ratings yet
- HILTI - Cutting, Sawing and GrindingDocument14 pagesHILTI - Cutting, Sawing and GrindingSreekumar NairNo ratings yet
- Section - 11356 - Dewatered Sludge Storage SilosDocument24 pagesSection - 11356 - Dewatered Sludge Storage SilosjufrejjNo ratings yet
- Shape Memory Alloy (SMA) Fluid Fitting System: Product Handbook & Engineering DataDocument84 pagesShape Memory Alloy (SMA) Fluid Fitting System: Product Handbook & Engineering DatajcNo ratings yet
- GPG290 Ventilation and Cooling Option Appraisal A Clients Guide PDFDocument31 pagesGPG290 Ventilation and Cooling Option Appraisal A Clients Guide PDFIppiNo ratings yet
- RJ Da 14 - 2100Document40 pagesRJ Da 14 - 2100Erica HenryNo ratings yet
- AGPT04J-08 Aggregate and Source RockDocument34 pagesAGPT04J-08 Aggregate and Source RockSteveNo ratings yet
- Comparative Analysis On The National Building Code of The Philippines and LeedDocument6 pagesComparative Analysis On The National Building Code of The Philippines and Leedtrave rafolsNo ratings yet
- Spherical and Spherical Thrust BearingsDocument21 pagesSpherical and Spherical Thrust BearingsSumit GhosalNo ratings yet
- Single-Chamber Type, Inlet and Outlet Area Have The Same SizeDocument6 pagesSingle-Chamber Type, Inlet and Outlet Area Have The Same SizeSathishkumarNo ratings yet
- Bolt Tightening-Torques PDFDocument4 pagesBolt Tightening-Torques PDFSH1961100% (2)
- Medium Voltage Composite InsulatorsDocument14 pagesMedium Voltage Composite Insulatorsdeepthik27No ratings yet
- Sierra Air Flow (Compatibility Mode)Document19 pagesSierra Air Flow (Compatibility Mode)DangolNo ratings yet
- New Quito International Airport ProcuremDocument6 pagesNew Quito International Airport ProcuremCarlos SilvaNo ratings yet
- Pavement Design Concepts-Flexible PavementsDocument3 pagesPavement Design Concepts-Flexible PavementsSuryasis DasguptaNo ratings yet
- Instruction Manual: For Installation, Operation & MaintenanceDocument32 pagesInstruction Manual: For Installation, Operation & MaintenancevinayNo ratings yet
- Hydraulic Construction EquipmentDocument24 pagesHydraulic Construction EquipmentAYUSH PARAJULINo ratings yet
- Devi Heating CalculationDocument2 pagesDevi Heating CalculationJohn AriesNo ratings yet
- Estimation Excel SheetDocument11 pagesEstimation Excel SheetManojNo ratings yet
- Viking Serie 4197 Sec - 164!12!06screenDocument5 pagesViking Serie 4197 Sec - 164!12!06screenneoNo ratings yet
- Rbqlty-Angle Iron Rolling MachineDocument5 pagesRbqlty-Angle Iron Rolling MachineMor Talla ThiamNo ratings yet
- Liquefied Gas Pump Installation GuideDocument6 pagesLiquefied Gas Pump Installation GuideLuis Meza ArevaloNo ratings yet
- Special Repair of Biswa Dehat Link RoadDocument15 pagesSpecial Repair of Biswa Dehat Link Roadamit singhNo ratings yet
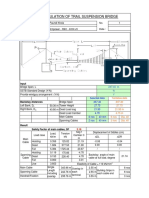
- Design Annex Paundi KholaDocument19 pagesDesign Annex Paundi KholaBinod Thapa0% (1)
- It Is Illegal To Use 60/70 and 80/100 Paving Bitumen in Roads !!!Document28 pagesIt Is Illegal To Use 60/70 and 80/100 Paving Bitumen in Roads !!!Vizag Roads89% (9)
- Daily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Document1 pageDaily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Deepak KaushikNo ratings yet
- Instrument TubingDocument11 pagesInstrument Tubingbab_ooNo ratings yet
- Fill Height TablesDocument16 pagesFill Height TablesDipendra ShresthaNo ratings yet
- TR 43 Post-Tensioned Concrete Floors-Design HandbookDocument178 pagesTR 43 Post-Tensioned Concrete Floors-Design HandbookJaffar Isam Al-Aloosi100% (9)