You might also like
- Chem Processing - Thermal Expansion PSV For PLDocument11 pagesChem Processing - Thermal Expansion PSV For PLace4200No ratings yet
- Evaluate centrifugal compressor performanceDocument8 pagesEvaluate centrifugal compressor performanceAnonymous yLPPdPwNo ratings yet
- How To Read The Pump Performance CurvesDocument16 pagesHow To Read The Pump Performance CurvesMohammed GomaaNo ratings yet
- Pumps and Seals TutorialDocument334 pagesPumps and Seals TutorialGiang T Le67% (3)
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- A Guideline For Design Pressure - Part 2Document4 pagesA Guideline For Design Pressure - Part 2Said Ahmed SalemNo ratings yet
- CT2 2012 Poor Pump Design ConsiderationsDocument2 pagesCT2 2012 Poor Pump Design ConsiderationsKroya HunNo ratings yet
- Article PSV Specific HeatDocument6 pagesArticle PSV Specific Heatprq123No ratings yet
- Avoid Cavitation in Centrifugal PumpsDocument8 pagesAvoid Cavitation in Centrifugal PumpsAditya MahajanNo ratings yet
- Debottlenecking OptionsDocument16 pagesDebottlenecking OptionsAhmad DeyabNo ratings yet
- Refinery Experience Provides Guidelines For Centrifugal Pump SelectionDocument5 pagesRefinery Experience Provides Guidelines For Centrifugal Pump SelectionCal100% (1)
- S DynamicSimulation PetrofacDocument3 pagesS DynamicSimulation PetrofacAdeel AhmedNo ratings yet
- T II P Training Program On Basic Process Engineering PracticesDocument26 pagesT II P Training Program On Basic Process Engineering PracticesAsmita AndaniNo ratings yet
- Sizing, Specifying and Selecting Centrifugal Pumps (CE) PDFDocument5 pagesSizing, Specifying and Selecting Centrifugal Pumps (CE) PDFjdgh1986100% (1)
- How To Calculate Vessel Depressurization Time With QuickDocument4 pagesHow To Calculate Vessel Depressurization Time With Quickhgandhi02No ratings yet
- Aspen HYSYS Pipeline Hydraulics: User GuideDocument128 pagesAspen HYSYS Pipeline Hydraulics: User Guidealexia183100% (1)
- Heat exchanger tube rupture case study: Addressing metal embrittlement risksDocument6 pagesHeat exchanger tube rupture case study: Addressing metal embrittlement risksaegean227100% (1)
- Sizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Document8 pagesSizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Jim WesnorNo ratings yet
- Nptel ReboilerDocument8 pagesNptel ReboilerGurubasavaraju T MNo ratings yet
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavNo ratings yet
- Centrifugal PumpsDocument6 pagesCentrifugal PumpsjoasobralNo ratings yet
- Pump CurveDocument3 pagesPump CurveUsman AshrafNo ratings yet
- Shell & Tube Heat Exchanger Design OptimizationDocument87 pagesShell & Tube Heat Exchanger Design OptimizationankitmundharaNo ratings yet
- Section 06B - PumpsDocument62 pagesSection 06B - PumpsRajesh KumarNo ratings yet
- Compressor SurgeDocument3 pagesCompressor SurgeajaysapruNo ratings yet
- Introduction To HYSYS PlantDocument14 pagesIntroduction To HYSYS PlantEmile M. Al-MayahNo ratings yet
- SOP CalculationDocument8 pagesSOP Calculationmatteo2009No ratings yet
- Acceleration Head For Reciprocating PumpsDocument2 pagesAcceleration Head For Reciprocating PumpsEng Alf100% (1)
- Valtek Sizing ValvesDocument17 pagesValtek Sizing ValvesederNo ratings yet
- How To Estimate Compressor Efficiency - Campbell Tip of The Month PDFDocument7 pagesHow To Estimate Compressor Efficiency - Campbell Tip of The Month PDFOa ChirkutNo ratings yet
- Reboiler Circuit DebottleneckDocument8 pagesReboiler Circuit DebottleneckstreamtNo ratings yet
- Propane RefrigerationDocument4 pagesPropane RefrigerationmohammadazraiNo ratings yet
- Process Calculations Sample ChaptersDocument21 pagesProcess Calculations Sample ChaptersGurunath Epili100% (1)
- Centrifugal Compressor HorsepowerDocument9 pagesCentrifugal Compressor HorsepowerCurtis DookieNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Relief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFDocument7 pagesRelief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Relief Valve Tutorial Spirax SarcoDocument16 pagesRelief Valve Tutorial Spirax SarcoamokhtaNo ratings yet
- Distillation Column ReportDocument27 pagesDistillation Column Reportvaqif100% (1)
- Navigating Pump CurvesDocument7 pagesNavigating Pump Curvescastingforge4875No ratings yet
- NPSH Pump OperatingDocument4 pagesNPSH Pump OperatingJanneth Herrera FloresNo ratings yet
- The Affinity Laws of Centrifugal PumpsDocument8 pagesThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNo ratings yet
- 10 - Distillation Revamp Pitfalls To AvoidDocument8 pages10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioNo ratings yet
- Model A Refrigerated Gas Plant Workshop: ObjectiveDocument25 pagesModel A Refrigerated Gas Plant Workshop: Objectivemiri-256No ratings yet
- Centrifugal Compressor Predicting PerformanceDocument6 pagesCentrifugal Compressor Predicting PerformanceRicardo Bec100% (3)
- Understanding NPSH in Centrifugal PumpsDocument16 pagesUnderstanding NPSH in Centrifugal Pumpssocrates19582405100% (2)
- 11-3085 Energy Analyzer Jump StartDocument26 pages11-3085 Energy Analyzer Jump StartOmesh BoroleNo ratings yet
- How To Calculate The NPSH of Pump in HYSYSDocument3 pagesHow To Calculate The NPSH of Pump in HYSYSSamuel OnyewuenyiNo ratings yet
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- PSV For Super Critical FluidDocument10 pagesPSV For Super Critical FluidMubarik AliNo ratings yet
- Diagnosing Instabilities in Distillation Column OverheadDocument4 pagesDiagnosing Instabilities in Distillation Column OverheadRafaelNo ratings yet
- 02 PropaneRefrigerationLoopDocument26 pages02 PropaneRefrigerationLoopChristian ChineduNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Relief and Flare System (Eng)Document47 pagesRelief and Flare System (Eng)ErwinApriandi100% (1)
- Pressure Safety Valves: Selection, Sizing & Design in 40 CharactersDocument19 pagesPressure Safety Valves: Selection, Sizing & Design in 40 CharactersAbdulAbdulNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- PumpControlBulletin Sept04Document32 pagesPumpControlBulletin Sept04francisco_chamorr_12No ratings yet
- Gas Sweetening ProcessesDocument43 pagesGas Sweetening Processesrakesh3487100% (4)
- 1983 Maginal Field - EP - Options For Offshore OfflaodingDocument20 pages1983 Maginal Field - EP - Options For Offshore OfflaodingbeqsNo ratings yet
- Screening of Suitable Mooring Systems PDFDocument31 pagesScreening of Suitable Mooring Systems PDFbeqsNo ratings yet
- MT - Palm Vale Project Summary - SEPT 2016Document4 pagesMT - Palm Vale Project Summary - SEPT 2016beqsNo ratings yet
- BSW Energy Heat Output PerformanceDocument1 pageBSW Energy Heat Output PerformancebeqsNo ratings yet
- Critical Success Factors For The Efficient Conversion of Oil TankDocument396 pagesCritical Success Factors For The Efficient Conversion of Oil TankbeqsNo ratings yet
- Norwegian Classification Guide For MOPUDocument46 pagesNorwegian Classification Guide For MOPUbeqsNo ratings yet
- 1 Prev Dust ExplosionsDocument122 pages1 Prev Dust ExplosionsbeqsNo ratings yet
- Relief Valves System and SelectionDocument8 pagesRelief Valves System and SelectionbeqsNo ratings yet
- EHB en 7-Sizing PDFDocument83 pagesEHB en 7-Sizing PDFChristopher Kenneth ChoaNo ratings yet
- Thermal Oil Centrifugal Pump Technical ManualDocument25 pagesThermal Oil Centrifugal Pump Technical ManualbeqsNo ratings yet
- Installation Guide 12kWGEN+6kWSUN (Edition EN)Document12 pagesInstallation Guide 12kWGEN+6kWSUN (Edition EN)beqsNo ratings yet
- What Is HeadDocument8 pagesWhat Is HeadAsan IbrahimNo ratings yet
- AWS 2013 CatalogDocument48 pagesAWS 2013 CatalogbeqsNo ratings yet
- Rectangular Tank PDFDocument1 pageRectangular Tank PDFbeqsNo ratings yet
- Valves HandbookDocument51 pagesValves Handbookedhy_0367% (3)
- h32 0Document6 pagesh32 0beqsNo ratings yet
- 10025c PDFDocument11 pages10025c PDFbeqsNo ratings yet
- Water Problem and Water Control PDFDocument22 pagesWater Problem and Water Control PDFwikenblessyNo ratings yet
- GuidelinesfortheWeldedFGuidelinesfortheWeldedFabricationofNickelAlloysforCorrosion ResistantServiceabricationofNickelAlloysforCorrosion ResistantService 11012Document43 pagesGuidelinesfortheWeldedFGuidelinesfortheWeldedFabricationofNickelAlloysforCorrosion ResistantServiceabricationofNickelAlloysforCorrosion ResistantService 11012emanNo ratings yet
- AWS D1.1:2000 Design of Welded ConnectionsDocument37 pagesAWS D1.1:2000 Design of Welded ConnectionsMarat Khodzhaiev100% (1)
- TH 714 4ComponentsCatalogDocument36 pagesTH 714 4ComponentsCatalogbeqsNo ratings yet
- Pressure VesselDocument85 pagesPressure VesselAsad Abbas100% (1)
- Cryostat Guidelines - Section Meeting 21-05-2013Document35 pagesCryostat Guidelines - Section Meeting 21-05-2013beqsNo ratings yet
- Welding Procedure DatasheetDocument1 pageWelding Procedure Datasheetsajeev27No ratings yet
- Application of ValvesDocument4 pagesApplication of ValvesRevathy Kannan100% (1)
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Document41 pagesPressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- TSDocument54 pagesTSnosula87No ratings yet
- Best Practice Guide For Passive Fire ProtectionDocument76 pagesBest Practice Guide For Passive Fire Protectionhafizmon82% (11)
- @MedicalBooksStore 2016 AntibioticDocument349 pages@MedicalBooksStore 2016 Antibioticant bee100% (1)
- Terminal BlockDocument12 pagesTerminal BlockAlmaforNo ratings yet
- Inakyd 3623-X-70Document2 pagesInakyd 3623-X-70roybombomNo ratings yet
- L4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Document12 pagesL4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Lucianderson Marques FerreiraNo ratings yet
- 5.case Study: Effects of Homeopathic Medicines in AdultsDocument2 pages5.case Study: Effects of Homeopathic Medicines in AdultsAMEEN ARTSNo ratings yet
- Dr. Blyden: Chronic Obstructive Pulmonary Disease (Copd)Document63 pagesDr. Blyden: Chronic Obstructive Pulmonary Disease (Copd)Blyden NoahNo ratings yet
- Carl Sagan Wonder and Skepticism SecDocument13 pagesCarl Sagan Wonder and Skepticism SecAndreea BanagaNo ratings yet
- Tramadol Drug StudyDocument1 pageTramadol Drug Studymilkv82% (11)
- Self-Balancing Two-Wheeler Using GyroscopeDocument33 pagesSelf-Balancing Two-Wheeler Using Gyroscopemilan mottaNo ratings yet
- 1296169395JH 122310 - WebDocument12 pages1296169395JH 122310 - WebCoolerAdsNo ratings yet
- Ch1 PDFDocument54 pagesCh1 PDFChristian Jegues100% (2)
- Difference Between AerospaceDocument2 pagesDifference Between AerospaceSyawalMaulanaNo ratings yet
- Dcom QuestionDocument3 pagesDcom Questionsushant sahooNo ratings yet
- Metric Heavy Hex Nuts: ASME B18.2.4.6M-2010Document16 pagesMetric Heavy Hex Nuts: ASME B18.2.4.6M-2010CarlitosNo ratings yet
- Chemistry How To Make Stuff PDFDocument184 pagesChemistry How To Make Stuff PDF2967449CEENo ratings yet
- Wyoming County Fair (2022)Document20 pagesWyoming County Fair (2022)Watertown Daily TimesNo ratings yet
- Mahindra Powertrain - Market StrategyDocument4 pagesMahindra Powertrain - Market StrategyEshan KapoorNo ratings yet
- Pump Characteristics ExperimentDocument7 pagesPump Characteristics ExperimentJam JoNo ratings yet
- SXMDocument7 pagesSXMLi NearNo ratings yet
- Procedure - AC Circuits and Signal Modulation - W20Document6 pagesProcedure - AC Circuits and Signal Modulation - W20ChocoNo ratings yet
- 1.1 Hardware and SoftwareDocument13 pages1.1 Hardware and SoftwareNurhanis SyazwaniNo ratings yet
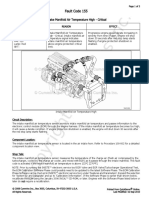
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- BiodiversityDocument9 pagesBiodiversityVienica Dauz Mico Balbin100% (1)
- Australian 9 Grade Physics Lesson 1Document32 pagesAustralian 9 Grade Physics Lesson 1binoyrajcrNo ratings yet
- Perioperative HypothermiaDocument4 pagesPerioperative Hypothermiasri utari masyitahNo ratings yet
- Total Tattoo-June 2021Document114 pagesTotal Tattoo-June 2021Comicgek100% (2)
- Mouse Deer and TigerDocument2 pagesMouse Deer and Tigeralan.nevgan100% (1)
- Makalah Bahasa Inggris - Narrative TextDocument21 pagesMakalah Bahasa Inggris - Narrative TextFenny KartikaNo ratings yet
- Grammarism Ed Ing Adjectives Test 4 1189424Document2 pagesGrammarism Ed Ing Adjectives Test 4 1189424Royal Stars Drama AcademyNo ratings yet
- 2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailureDocument137 pages2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailuredianNo ratings yet