You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Krunker ModMenuDocument10 pagesKrunker ModMenuCody Kartavya0% (1)
- Microsoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODDocument75 pagesMicrosoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODRay Ramilo67% (9)
- Assessment of Rotational Capacity Test Procedure FINALDocument21 pagesAssessment of Rotational Capacity Test Procedure FINALzaheerahmed77No ratings yet
- Tech Note 1034 - XY Plotter ActiveX Control Demo ApplicationDocument9 pagesTech Note 1034 - XY Plotter ActiveX Control Demo ApplicationAbakash DasNo ratings yet
- Electric Power TransmissionDocument16 pagesElectric Power Transmissionsattar28No ratings yet
- DTH Reviews NewDocument9 pagesDTH Reviews NewPrithi J0% (1)
- Grain Diameter (MM) Strength (Mpa) : 0.015 170 Mpa 0.025 158 Mpa 0.035 151 Mpa 0.050 145 MpaDocument1 pageGrain Diameter (MM) Strength (Mpa) : 0.015 170 Mpa 0.025 158 Mpa 0.035 151 Mpa 0.050 145 MpaTEBATSONo ratings yet
- Block PlanDocument1 pageBlock PlanJade Atkinson PhellaineNo ratings yet
- Review On Application of Drone in Agriculture Field: XXX-X-XXXX-XXXX-X/XX/$XX.00 ©20XX IEEEDocument6 pagesReview On Application of Drone in Agriculture Field: XXX-X-XXXX-XXXX-X/XX/$XX.00 ©20XX IEEESagar PatilNo ratings yet
- KNS2163 Week1Document32 pagesKNS2163 Week1Nurul QurratuNo ratings yet
- Battery Technical SpecificationsDocument16 pagesBattery Technical SpecificationsLeela Krishna VegiNo ratings yet
- 14 Fine Tuned Assembly LineDocument4 pages14 Fine Tuned Assembly LineSadhish KannanNo ratings yet
- ArChine-Food-Grade-Lubricants - eDocument53 pagesArChine-Food-Grade-Lubricants - enghiaNo ratings yet
- Design Loadbearing Masonry StructuresDocument9 pagesDesign Loadbearing Masonry StructuresthushtikaNo ratings yet
- Inside A Gamma SterilizerDocument5 pagesInside A Gamma SterilizerckanesanNo ratings yet
- 01+yn1m301719-Afb 1rtaDocument53 pages01+yn1m301719-Afb 1rtaNurul Islam FarukNo ratings yet
- Screw Conveyor DesignDocument9 pagesScrew Conveyor DesignAJAY1381No ratings yet
- CHAPTER 8 Hazop StudyDocument7 pagesCHAPTER 8 Hazop StudyNethiyaa50% (2)
- MAWS301 Datasheet B210396EN-C LowResDocument2 pagesMAWS301 Datasheet B210396EN-C LowResmumapaduriiiNo ratings yet
- Doosan IR Light SourceDocument2 pagesDoosan IR Light SourceMolie1979No ratings yet
- The Radio ClubDocument7 pagesThe Radio ClubDom CasualNo ratings yet
- CHEN3000 Process Plant Engineering: Semester 2 2016Document30 pagesCHEN3000 Process Plant Engineering: Semester 2 2016Max Yee Min JueyNo ratings yet
- Chapter 020Document140 pagesChapter 020Gims BuafNo ratings yet
- 023 POL902.00 CB1Q3934en 01 ModBusDocument4 pages023 POL902.00 CB1Q3934en 01 ModBusEvandroRodriguesNo ratings yet
- D882 PDFDocument4 pagesD882 PDFHoangNo ratings yet
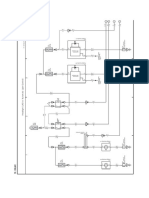
- Overall EWD Vehicle Exterior Rear Fog LightDocument10 pagesOverall EWD Vehicle Exterior Rear Fog Lightgabrielzinho43No ratings yet
- Hercules Engines c2 90d Engine Service ManualDocument7 pagesHercules Engines c2 90d Engine Service ManualRicardoNo ratings yet
- PipeDocument30 pagesPipepudumai100% (1)
- Table (.) Wastewater Storage Tank (STO1)Document4 pagesTable (.) Wastewater Storage Tank (STO1)Chelsea MartinezNo ratings yet
- Cp5151 Advanced Data Structures and AlgorithimsDocument3 pagesCp5151 Advanced Data Structures and AlgorithimsPragaDarshNo ratings yet