You might also like
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 pagesQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuNo ratings yet
- QW-196 Resistance Weld Testing: ASME BPVC - IX-2019Document1 pageQW-196 Resistance Weld Testing: ASME BPVC - IX-2019Tahar DabbarNo ratings yet
- ASME Sec IXDocument5 pagesASME Sec IXkirubha_karan2000No ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- IP46 - Guide To Use BAPCO WPS & Welding ProceduresDocument4 pagesIP46 - Guide To Use BAPCO WPS & Welding ProceduressajiNo ratings yet
- C944 - C944M-12 Standard Test Method For Abrasion Resistance of Concrete or Mortar Surfaces by The Rotating-Cutter MethodDocument5 pagesC944 - C944M-12 Standard Test Method For Abrasion Resistance of Concrete or Mortar Surfaces by The Rotating-Cutter MethodFahad RedaNo ratings yet
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Document25 pagesUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNo ratings yet
- Asme Section IxDocument71 pagesAsme Section Ixranjitkumar1977100% (2)
- IX Exercise Rev 02 PDFDocument11 pagesIX Exercise Rev 02 PDFweerasinghekNo ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- Automotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (Document20 pagesAutomotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (deepak.mbrubbersNo ratings yet
- Cast Aluminum Alloy Railing Posts: Standard Specification ForDocument2 pagesCast Aluminum Alloy Railing Posts: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- WPQ Uwl 32 Asme VIIIDocument7 pagesWPQ Uwl 32 Asme VIIInokkydwiprasetyoNo ratings yet
- Cases of Asme Boiler and Pressure Vessel CodeDocument10 pagesCases of Asme Boiler and Pressure Vessel CodeCyntia AltamiranoNo ratings yet
- QW-191.2 Ultrasonic ExaminationDocument1 pageQW-191.2 Ultrasonic ExaminationJuan ortega castellarNo ratings yet
- Asme B31.4 - 2016 EndDocument1 pageAsme B31.4 - 2016 Endwilliam cordero valverdeNo ratings yet
- Welder Qualification Radiography Acceptance CriteriaDocument2 pagesWelder Qualification Radiography Acceptance CriteriaKamalnath KpNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- Ur-W27rev1 - Cast Steel PropellersDocument9 pagesUr-W27rev1 - Cast Steel PropellersJohnNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- RT Asme IxDocument3 pagesRT Asme Ixhernando gelves100% (1)
- 2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Document1 page2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Tina MartinezNo ratings yet
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- API 510 - DAY 3: G T Technical & Management Institute PVT - LTD.Document102 pagesAPI 510 - DAY 3: G T Technical & Management Institute PVT - LTD.hamedNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- Rec 70 Rev 2Document9 pagesRec 70 Rev 2majdi jerbiNo ratings yet
- Asme B 31.1Document4 pagesAsme B 31.1Md Ashikur Rahman100% (1)
- Asme Sec IxDocument3 pagesAsme Sec IxMd Ashikur RahmanNo ratings yet
- API 5L 45-th Edition: Item No SawlDocument6 pagesAPI 5L 45-th Edition: Item No SawlRob WillestoneNo ratings yet
- Asme Sec Viii Div 1 Uw-51Document1 pageAsme Sec Viii Div 1 Uw-51ALEXIS MORALESNo ratings yet
- Iacs W-22 2004Document15 pagesIacs W-22 2004Guilherme de BarrosNo ratings yet
- Asme Section 8 Div 1 - RTDocument12 pagesAsme Section 8 Div 1 - RTGulfnde Industrial ServiceNo ratings yet
- Case 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XIIDocument12 pagesCase 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XII나무No ratings yet
- Plastico Asme IxDocument13 pagesPlastico Asme IxAnonymous t0r2yT4No ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Amendment No. 2 April 2022 To Is 7098 (Part 2) : 2011 Crosslinked Polyethylene Insulated Thermoplastic Sheathed Cables - SpecificationDocument11 pagesAmendment No. 2 April 2022 To Is 7098 (Part 2) : 2011 Crosslinked Polyethylene Insulated Thermoplastic Sheathed Cables - SpecificationVatsalNo ratings yet
- ASME IX ExerciseDocument11 pagesASME IX ExerciseRanaweera Ariyamanjula100% (1)
- API 570 DAY 3 BOOK (1 To 108) (PP)Document106 pagesAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinNo ratings yet
- Guidelines On Welding ProcedureDocument9 pagesGuidelines On Welding ProcedureadelNo ratings yet
- Making Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableDocument4 pagesMaking Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableLam Tang VanNo ratings yet
- Side Pocket Mandrel NS 1 A4 1watermarked PDFDocument7 pagesSide Pocket Mandrel NS 1 A4 1watermarked PDFislam atifNo ratings yet
- QW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensDocument2 pagesQW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensTahar DabbarNo ratings yet
- C116 90Document3 pagesC116 90Kemal YücelNo ratings yet
- Pages From ASME B31.3 - 2016Document5 pagesPages From ASME B31.3 - 2016Gulzar AliNo ratings yet
- Api 107Document14 pagesApi 107Yersin Hernandez AldanNo ratings yet
- ASTM C-700 Vitrified Clay PipesDocument4 pagesASTM C-700 Vitrified Clay PipesAli MirzaiiNo ratings yet
- Spec Tn1946Document8 pagesSpec Tn1946Kumara SubramanianNo ratings yet
- 303 2Document1 page303 2SARSAN NDTNo ratings yet
- WD-03-misc-86 (Rev. 4)Document16 pagesWD-03-misc-86 (Rev. 4)ROH BKSCNo ratings yet
- Codes and StandardsDocument33 pagesCodes and StandardsMohd AmaniNo ratings yet
- WEM-SU-5246 Use of Non-Pressure-Tested Closure WeldsDocument8 pagesWEM-SU-5246 Use of Non-Pressure-Tested Closure WeldsAldeline SungahidNo ratings yet
- Abrasion Resistance C944Document4 pagesAbrasion Resistance C944SAPTIONONo ratings yet
- 637 AgendaDocument47 pages637 AgendaHarshad SachaniNo ratings yet
- Think and Grow Rich Made EasyDocument116 pagesThink and Grow Rich Made EasyAkhtar AnsariNo ratings yet
- EXCEL Formulas BibleDocument42 pagesEXCEL Formulas BibleParkash Chander RughaniNo ratings yet
- Inspection Call Request Format - 441715 - 003 - Dated 04.08.2022Document1 pageInspection Call Request Format - 441715 - 003 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Inspection Call Request Format - 47758 - 004 - Dated 04.08.2022Document1 pageInspection Call Request Format - 47758 - 004 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Photo Annexure To IR No.189123-231221-01Document3 pagesPhoto Annexure To IR No.189123-231221-01Akhtar AnsariNo ratings yet
- ST 52 DIN 2391 Part 2 (Germany) : StandardsDocument1 pageST 52 DIN 2391 Part 2 (Germany) : StandardsKandregula Mohan BabuNo ratings yet
- Inspection Call Request Format - 46967 - 018 - Dated 04.08.2022Document1 pageInspection Call Request Format - 46967 - 018 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Astm A513 PDFDocument20 pagesAstm A513 PDFpradelles89% (9)
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Training On: 5S Housekeeping TrainingDocument1 pageTraining On: 5S Housekeeping TrainingAkhtar AnsariNo ratings yet
- Equipment AssemblyDocument8 pagesEquipment AssemblyAkhtar AnsariNo ratings yet
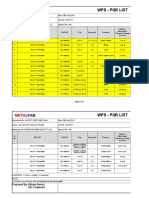
- Wps - PQR List: Page 1 of 4Document4 pagesWps - PQR List: Page 1 of 4Akhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Project CharterDocument27 pagesProject CharterAkhtar AnsariNo ratings yet
- Rir 0002Document1 pageRir 0002Akhtar AnsariNo ratings yet
- MFJO738A - RT Film - Pipe SpoolDocument2 pagesMFJO738A - RT Film - Pipe SpoolAkhtar AnsariNo ratings yet
- KPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFDocument67 pagesKPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFMohamed F Morsy60% (5)
- Attendance Sheet - 5S Housekeeping TrainingDocument1 pageAttendance Sheet - 5S Housekeeping TrainingAkhtar Ansari100% (1)
- MFJO738A - Prssure Test CertificateDocument10 pagesMFJO738A - Prssure Test CertificateAkhtar AnsariNo ratings yet
- Load Test Report For Spreader Bar A & BDocument2 pagesLoad Test Report For Spreader Bar A & BAkhtar AnsariNo ratings yet
- MFJO723 - As Built DrawingDocument9 pagesMFJO723 - As Built DrawingAkhtar AnsariNo ratings yet
- Mfjo770 Activity ScheduleDocument1 pageMfjo770 Activity ScheduleAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- NDE Request: Metalfab Middle East FZ LLCDocument1 pageNDE Request: Metalfab Middle East FZ LLCAkhtar AnsariNo ratings yet
- Multiple Choice: Ans: eDocument69 pagesMultiple Choice: Ans: eMY ACCOUNT100% (1)
- Deloitte Uk Future Creative Economy Report FinalDocument77 pagesDeloitte Uk Future Creative Economy Report FinalblaiqNo ratings yet
- Chemray 240 User's Manual V1.1eDocument67 pagesChemray 240 User's Manual V1.1eJose PersiaNo ratings yet
- DatasheetDocument13 pagesDatasheetJOSE MARIA DANIEL CANALESNo ratings yet
- Kaifa ManualDocument78 pagesKaifa Manualastrix10% (2)
- Circular No 9 ABC Unified Directives 2079 PDFDocument429 pagesCircular No 9 ABC Unified Directives 2079 PDFSachin PangeniNo ratings yet
- Mattchoward Com Dummy Coded Regression in JamoviDocument10 pagesMattchoward Com Dummy Coded Regression in JamovisylvesterNo ratings yet
- WorkshopPLUS Windows Server 2016 Hyper VDocument2 pagesWorkshopPLUS Windows Server 2016 Hyper VRichie BallyearsNo ratings yet
- Cycle Test I Ec 1301 MPMCDocument1 pageCycle Test I Ec 1301 MPMCtmuthu123No ratings yet
- ChinaSat 10 at 110.5°E - LyngSatDocument1 pageChinaSat 10 at 110.5°E - LyngSatRusdi AbdullahNo ratings yet
- 《每天都梦到死对头在撩我》墨西柯 【原创小说纯爱小说】 晋江文学城Document1 page《每天都梦到死对头在撩我》墨西柯 【原创小说纯爱小说】 晋江文学城Calli-MiellNo ratings yet
- University Q Paper ARTIFICIAL-INTELLIGENCE-KME062Document2 pagesUniversity Q Paper ARTIFICIAL-INTELLIGENCE-KME062Prashant KashyapNo ratings yet
- Labohub: A Complete Practical Laboratory SolutionDocument21 pagesLabohub: A Complete Practical Laboratory SolutionSatyanshu GautamNo ratings yet
- Accessory Cable GuideDocument9 pagesAccessory Cable GuideCarmelo BayonNo ratings yet
- Dsa ReviewerDocument12 pagesDsa ReviewerSusie Sam BensonNo ratings yet
- Self-Practice Coding QuestionsDocument2 pagesSelf-Practice Coding QuestionsNguyen HoangNo ratings yet
- Ads 51 HDBKDocument494 pagesAds 51 HDBKhplchagasNo ratings yet
- Bug Games 2023Document10 pagesBug Games 2023orbit bangdeNo ratings yet
- DocumentDocument7 pagesDocumentHarsh ChoudharyNo ratings yet
- Digital Pressure Calibrator Nvision Quick Start Guide UsDocument2 pagesDigital Pressure Calibrator Nvision Quick Start Guide Us张凯权No ratings yet
- Final - Demo Teaching Lesson PlanDocument19 pagesFinal - Demo Teaching Lesson PlanFATIMA SONERNo ratings yet
- GK Holiday Homework For Class 6Document5 pagesGK Holiday Homework For Class 6ere50xvb100% (1)
- Classes and Objects Part 1Document9 pagesClasses and Objects Part 1Sadiq AhmadNo ratings yet
- Subject: English Class: Ii: 1) My English Reader 2) Practice Book 1 Evaluation (April To August)Document34 pagesSubject: English Class: Ii: 1) My English Reader 2) Practice Book 1 Evaluation (April To August)Itismita PriyadarshiNo ratings yet
- Current Affairs Monthly Capsule January 2020 578ae9d7Document106 pagesCurrent Affairs Monthly Capsule January 2020 578ae9d7Udit PandeyNo ratings yet
- ButterWorth Filter (3 Pole Design)Document14 pagesButterWorth Filter (3 Pole Design)NelsonLucioRodriguezPenagosNo ratings yet
- 1 Dealer AddressDocument1 page1 Dealer AddressguneshwwarNo ratings yet
- 2004 Viking-Excalibur ManualDocument45 pages2004 Viking-Excalibur ManualjackNo ratings yet
- RFS4000 PDFDocument670 pagesRFS4000 PDFronaldo MirandaNo ratings yet
- MarkStamp Ch2 Crypto BasicsDocument74 pagesMarkStamp Ch2 Crypto BasicsFiras ZawaidehNo ratings yet