DETAILS OF MANUFACTURING PROCEDURE OF DISHED END
(A) Visual Inspection :
a. Check for material identification marks with Mill Test Certificate
b. Checking of Blank diameter and thickness & surface finishing.
c. Check welds finish, grinding, and dress up.
d. Check for use of Template as per drawing & dimensions.
e. Check for use of Die & Punch
(B) Template for Dished ends measurement :-
a. Tori-spherical shape Dished end ( Where K.R = 15 % of Diameter dished end &
C.R. = 80% of diameter of dished end )
b. 2 : 1 Ellipsoidal shape Dished end (As per actual 2 : 1 Ellipsoidal shape as per
attached drawing ) OR (Where K.R. = 17 % of
I.D. of dished end and C.R. = 90 % of I.D. of
dished end )
c. Hemi-spherical shape Dished end
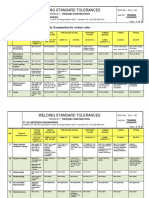
(C) Tolerances : - As per ASME SEC VIII code
a. Ovality : 1% of Diameter of dished end
b. Over crowning : +1.25% of Inside diameter of dished end
c. Under crowning : - 5/8 % of Inside diameter of dished end
d. On S.F. : 5mm
(D) a. Pre-forming/Crowning of dished end by cold forming process on Hydraulic press with
std. die and punch.
b. Checking of Crown Radius by Template after pre-forming/crowning of dished end.
c. Knuckle portion shall be done by Cold spinning process on Spinning Machine.
d. Gauging of dished ends at junction area of Crown & Knuckle portion after final forming.
e. Level cutting & grinding on Edge portion after gauging of dished end.
( E) Dimensional Inspection :
a. Inspection of dished end with relevant gauge for crown radius, knuckle radius, straight
face, final depth after final level cutting/grinding
b. Checking of thickness by Ultrasonic D-Meter at Cross section area.
c. D.P. Test on Knuckle zone and Edge portion for surface crack check
You might also like
- Head InspectionDocument7 pagesHead Inspectionpriti kumariNo ratings yet
- Shell Rolling ProcedureDocument26 pagesShell Rolling ProcedureKingston Rivington100% (1)
- Dish End InspectionDocument2 pagesDish End InspectionTomy George80% (5)
- QA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsDocument1 pageQA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsvinothNo ratings yet
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTDocument8 pages44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaNo ratings yet
- Pressure Vessel Dimension InspectionDocument10 pagesPressure Vessel Dimension InspectionYetkin ErdoğanNo ratings yet
- Storage Tank Weld JointsDocument16 pagesStorage Tank Weld JointsDilip Varadharajan100% (1)
- TDC 1150Document3 pagesTDC 1150shazanNo ratings yet
- Inspection DishendDocument5 pagesInspection DishendVarun MalhotraNo ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument137 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiNo ratings yet
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Fabrication and Inspection of PV and Columns PPMAIDocument47 pagesFabrication and Inspection of PV and Columns PPMAIguruj3057640% (1)
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- TDC 516 GR 70Document2 pagesTDC 516 GR 70I Kailash Rao100% (2)
- Technical Delivery Conditions For Seamless Carbon Steel FittingsDocument2 pagesTechnical Delivery Conditions For Seamless Carbon Steel FittingsTanpreet Singh100% (1)
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Pressure Vessel HeadsDocument3 pagesPressure Vessel HeadsBhavani PrasadNo ratings yet
- Long Seam and Circumference Seam SetupDocument4 pagesLong Seam and Circumference Seam Setuppriti kumariNo ratings yet
- Pickling Procedure 20 - 08Document2 pagesPickling Procedure 20 - 08Siriepathi SeetharamanNo ratings yet
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocument4 pagesJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- Job Methodology For DRT Tank Procedure - 0618-R1Document15 pagesJob Methodology For DRT Tank Procedure - 0618-R1purshottam GHNo ratings yet
- Shell Petroleum Development Company: (Implemented/Issued For Review/Complete)Document17 pagesShell Petroleum Development Company: (Implemented/Issued For Review/Complete)Siva RamNo ratings yet
- Dish Head TypesDocument6 pagesDish Head TypesJohn MaldonadoNo ratings yet
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyNo ratings yet
- Cold Forming Procedure Ellipsoidal Dish EndDocument4 pagesCold Forming Procedure Ellipsoidal Dish EndKunal Ajgaonkar100% (1)
- Tank-API-650-docx V-V-I-P PDFDocument20 pagesTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Job Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptDocument5 pagesJob Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Visual and Dimension Inspection Tolerance RevDocument8 pagesVisual and Dimension Inspection Tolerance RevJorgeNo ratings yet
- Welding Acceptance Criteria On Pipe LineDocument2 pagesWelding Acceptance Criteria On Pipe LinewahyuNo ratings yet
- Tube-Tubesheet Mockup Test ProcedureDocument2 pagesTube-Tubesheet Mockup Test Procedurefizanlamin100% (9)
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- WPS-Tube To Tube Sheet (SS-SS)Document2 pagesWPS-Tube To Tube Sheet (SS-SS)suria qaqcNo ratings yet
- Electrode SelectionDocument85 pagesElectrode SelectionShaheen Andre Chikku100% (2)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiNo ratings yet
- Asme Form U-1. v-11201 ADocument3 pagesAsme Form U-1. v-11201 ASalman KhanNo ratings yet
- Pressure Vessel Fabrication & InspectionDocument103 pagesPressure Vessel Fabrication & InspectionMangalraj Madasamy100% (2)
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Pressure Vessel RT TestDocument4 pagesPressure Vessel RT TestalokbdasNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- ASME U-Stamp Design Review ChecklistDocument3 pagesASME U-Stamp Design Review ChecklistClayton KokNo ratings yet
- PWHT Storage Tanks Rev A 1 PDFDocument6 pagesPWHT Storage Tanks Rev A 1 PDFVishalDhiman50% (2)
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Acceptance Criteria Asme B31.3 PDFDocument1 pageAcceptance Criteria Asme B31.3 PDFAhmad RizkiNo ratings yet
- Manufacture Procedure of The Pressure VesselDocument45 pagesManufacture Procedure of The Pressure VesselmalleshNo ratings yet
- DCP Nde DV 297 HLT 01Document7 pagesDCP Nde DV 297 HLT 01Chandrasekhar mishraNo ratings yet
- Procedure For Tubing & ExpansionDocument6 pagesProcedure For Tubing & ExpansionBoby ThomasNo ratings yet
- Inspection and Test Plan For New Pressure VesselDocument2 pagesInspection and Test Plan For New Pressure VesselCak Nhass0% (1)
- Job Procedure - Mounded Storage VesselsDocument2 pagesJob Procedure - Mounded Storage VesselssshastrimechNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- TBE-Pressure Vessel Standard TemplateDocument4 pagesTBE-Pressure Vessel Standard TemplateSiva baalanNo ratings yet
- Acceptance CriteriaDocument1 pageAcceptance CriteriaRamzi Dol Abdul Wahid50% (2)
- Vessel ItpDocument3 pagesVessel ItpVineet KhanduriNo ratings yet
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizNo ratings yet
- Fitter ObjectiveDocument7 pagesFitter Objectiveசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- MP-II MCQ Unit IIDocument7 pagesMP-II MCQ Unit IIMagnus CarlsenNo ratings yet
- The Minimum Ultimate Tensile Strength of No. 41 Lightweight Machinery Chain Is: A. 2000 LB B. 1000 LB C. 1800 LB D. 2500 LBDocument69 pagesThe Minimum Ultimate Tensile Strength of No. 41 Lightweight Machinery Chain Is: A. 2000 LB B. 1000 LB C. 1800 LB D. 2500 LBJerome BalatbatNo ratings yet
- 1Document12 pages1Praveen KumarNo ratings yet
- Sis Book1Document99 pagesSis Book1Hamza AlamNo ratings yet
- MCQ MasterDocument11 pagesMCQ MasterMonzieAir67% (9)
- IEP For BrendonDocument1 pageIEP For BrendonSamir ChaudharyNo ratings yet
- Competency Matrix - Tech TemplateDocument7 pagesCompetency Matrix - Tech TemplateSamir ChaudharyNo ratings yet
- DEPR (4)Document1 pageDEPR (4)Samir ChaudharyNo ratings yet
- Code & Standard Linkedin.Document34 pagesCode & Standard Linkedin.Samir ChaudharyNo ratings yet
- CV LinkedinDocument3 pagesCV LinkedinSamir ChaudharyNo ratings yet
- HydroDocument4 pagesHydroSamir ChaudharyNo ratings yet
- Flat Bottom Tank Inspection Checklist - LinkedinDocument9 pagesFlat Bottom Tank Inspection Checklist - LinkedinSamir ChaudharyNo ratings yet
- CV - Linkedin 1Document5 pagesCV - Linkedin 1Samir ChaudharyNo ratings yet
- CV - Linkedin 5Document9 pagesCV - Linkedin 5Samir ChaudharyNo ratings yet
- CV - Linkedin 2Document5 pagesCV - Linkedin 2Samir ChaudharyNo ratings yet
- CV - Linkedin 3Document5 pagesCV - Linkedin 3Samir ChaudharyNo ratings yet
- CV - Linkedin 4Document6 pagesCV - Linkedin 4Samir ChaudharyNo ratings yet
- Procedure - Designer QualificationDocument5 pagesProcedure - Designer QualificationSamir ChaudharyNo ratings yet
- Samir Hasan Chaudhary: ContactDocument2 pagesSamir Hasan Chaudhary: ContactSamir ChaudharyNo ratings yet
- Panchal Jatin D. Quality Control: Production Quality Related IssuesDocument2 pagesPanchal Jatin D. Quality Control: Production Quality Related IssuesSamir ChaudharyNo ratings yet
- Specialty Complete Catalog BWDocument13 pagesSpecialty Complete Catalog BWSamir ChaudharyNo ratings yet
- SB - 622 PDFDocument10 pagesSB - 622 PDFSamir ChaudharyNo ratings yet
- Klingersil: Klingersil C-4400 - Leading Soft Gasket Material For Safe and Reliable SealingDocument2 pagesKlingersil: Klingersil C-4400 - Leading Soft Gasket Material For Safe and Reliable SealingSamir ChaudharyNo ratings yet
- Pipe Schedule ChartDocument16 pagesPipe Schedule ChartSamir ChaudharyNo ratings yet
- Liquid Penetrant Examination Report: PO No.&Document2 pagesLiquid Penetrant Examination Report: PO No.&Samir Chaudhary100% (2)