You might also like
- Importance of Quality Assurance in TheDocument6 pagesImportance of Quality Assurance in TheniroNo ratings yet
- 07.04.2015 NDTDocument53 pages07.04.2015 NDTRajat KumarNo ratings yet
- RED-NDT-MT-00001 Rev ADocument11 pagesRED-NDT-MT-00001 Rev ATadaya KasaharaNo ratings yet
- RT Outline Training LV IIIDocument3 pagesRT Outline Training LV IIITrung Tinh HoNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenNo ratings yet
- 4-5-6. Non Destructive TestingDocument59 pages4-5-6. Non Destructive TestingTEZ ANALYSIS AND STORIES100% (1)
- Vijay CV Cswip NaceDocument3 pagesVijay CV Cswip NaceVijay RajputNo ratings yet
- VT Level I and II Formal OutlineDocument4 pagesVT Level I and II Formal OutlineEswaranNo ratings yet
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaNo ratings yet
- Method Statement For Re-Testing of LED Strip LightsDocument2 pagesMethod Statement For Re-Testing of LED Strip LightsRyn Rcio100% (1)
- RT-Technique Sheet Items Level IIDocument3 pagesRT-Technique Sheet Items Level IISugianto TanNo ratings yet
- Computer Radiography Wall ThicknessDocument36 pagesComputer Radiography Wall ThicknessTonyo Ayshiyu100% (3)
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- Welcome To CIAST and Liquid Penetrant TestingDocument154 pagesWelcome To CIAST and Liquid Penetrant Testinghisham_eyesNo ratings yet
- Radiography Testing - NDT Inspection - TWIDocument5 pagesRadiography Testing - NDT Inspection - TWIKolusu SivakumarNo ratings yet
- Liquid Penetrant InspectionDocument83 pagesLiquid Penetrant InspectionAzhar GulzarNo ratings yet
- 081computed Radiographic Examination ReportDocument1 page081computed Radiographic Examination ReportMarcus AntoniusNo ratings yet
- D-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingDocument14 pagesD-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingThinh NguyenNo ratings yet
- Surface Crack Detection ECTDocument3 pagesSurface Crack Detection ECTTrung Tinh HoNo ratings yet
- NDT TestDocument109 pagesNDT TestAnonymous uXdS9Y7No ratings yet
- Geometric Unsharpness and Ug Factor CalculationDocument11 pagesGeometric Unsharpness and Ug Factor CalculationAlirza AliyevNo ratings yet
- Visual Inspection Procedure (Video Scope) Vi CamDocument11 pagesVisual Inspection Procedure (Video Scope) Vi CamVipin ShettyNo ratings yet
- NDE TechniquesDocument25 pagesNDE TechniquesaseNo ratings yet
- 15.0 Non-Destructive Examination of Welds: Adiographic EstingDocument5 pages15.0 Non-Destructive Examination of Welds: Adiographic EstingRagesh K RaviNo ratings yet
- Total Procedure NDT Procedure (Ut For Steel Structure) - 1Document35 pagesTotal Procedure NDT Procedure (Ut For Steel Structure) - 1nanivenkatgauravNo ratings yet
- ASE Certified Mechanical Engineer Seeks Quality RoleDocument5 pagesASE Certified Mechanical Engineer Seeks Quality RoleArun KumarNo ratings yet
- NDT ProceduresDocument7 pagesNDT ProceduresDavid DaemmejNo ratings yet
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Eddy Current Testing of Inconel Tubes SpecificationDocument7 pagesEddy Current Testing of Inconel Tubes SpecificationkingstonNo ratings yet
- Non-Destructive Testing Methods & Applications TableDocument2 pagesNon-Destructive Testing Methods & Applications TableAlzaki Abdullah100% (1)
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- UT Thickness Digital 19-105 Rev.0 PDFDocument10 pagesUT Thickness Digital 19-105 Rev.0 PDFUmair JavedNo ratings yet
- NDTDocument23 pagesNDTRaj KumarNo ratings yet
- SSIS Visual Examination Report FormatDocument1 pageSSIS Visual Examination Report FormatSalman KhanNo ratings yet
- 2013-11-030M PT AHUDocument11 pages2013-11-030M PT AHUEdison WalitNo ratings yet
- Liquid Penetrant Test Procedure GuideDocument12 pagesLiquid Penetrant Test Procedure GuideAnas PratamaNo ratings yet
- Ultrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsDocument4 pagesUltrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsTrung Tinh HoNo ratings yet
- Reviewed UT Procedure 10-12-2016Document18 pagesReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
- Digital Radiography ReportDocument7 pagesDigital Radiography ReportadityaromasNo ratings yet
- ACFMDocument2 pagesACFMbacabacabacaNo ratings yet
- Internal RT Procedure Spread IIDocument4 pagesInternal RT Procedure Spread IIravi00098100% (1)
- PCN Certification Services GuideDocument3 pagesPCN Certification Services Guidenarutothunderjet216No ratings yet
- Hazardous Material Storage and Handling ProcedureDocument9 pagesHazardous Material Storage and Handling Procedureakbar zulazmiNo ratings yet
- NDT Basic PresentationDocument207 pagesNDT Basic PresentationIvan AgurtoNo ratings yet
- NDTDocument38 pagesNDTNishant B MayekarNo ratings yet
- D-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationDocument54 pagesD-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationThinh Nguyen100% (1)
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- Reviews of ACFMDocument7 pagesReviews of ACFMNILESHNo ratings yet
- NDT Training Center in CoimbatoreDocument165 pagesNDT Training Center in CoimbatoreThe Engineers EDGE, CoimbatoreNo ratings yet
- Pws Convention PresentationDocument93 pagesPws Convention Presentationbenj100% (1)
- NDT ProceduresDocument2 pagesNDT Proceduresyeezee100% (1)
- India Oman Qatar Abudhabi CanadaDocument7 pagesIndia Oman Qatar Abudhabi CanadaMadhusudanNo ratings yet
- D-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestDocument11 pagesD-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestThinh NguyenNo ratings yet
- NDTDocument29 pagesNDTIhsan Durani67% (3)
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- Sop52 08 0000 00 015Document11 pagesSop52 08 0000 00 015Ali RafiqueNo ratings yet
- Checklist For Supply - R1Document6 pagesChecklist For Supply - R1AMIT SHAHNo ratings yet
- Scan 1Document1 pageScan 1AMIT SHAHNo ratings yet
- 6-15-0001 - General Specification For Heat Exchangers PDFDocument21 pages6-15-0001 - General Specification For Heat Exchangers PDFpl_arunachalam79100% (1)
- B BoehlerDocument1 pageB BoehlerFranciscoNo ratings yet
- Nit - Vessel - Lot - 4Document16 pagesNit - Vessel - Lot - 4AMIT SHAHNo ratings yet
- PMT Raw Material Cutting Request FormDocument1 pagePMT Raw Material Cutting Request FormAMIT SHAHNo ratings yet
- Work InstructionDocument2 pagesWork InstructionAMIT SHAH0% (1)
- CNC MachineDocument1 pageCNC MachineAMIT SHAHNo ratings yet
- Balance Work On The Shop FloorDocument2 pagesBalance Work On The Shop FloorAMIT SHAHNo ratings yet
- Welding SafetyDocument3 pagesWelding SafetyAMIT SHAHNo ratings yet
- Z15Document1 pageZ15AMIT SHAHNo ratings yet
- Balance Work On The Shop FloorDocument2 pagesBalance Work On The Shop FloorAMIT SHAHNo ratings yet
- Additional Joint FWDocument1 pageAdditional Joint FWAMIT SHAHNo ratings yet
- WPS S235joDocument6 pagesWPS S235joAMIT SHAHNo ratings yet
- WELDING EQUIPMENT CALIBRATION STATUSDocument4 pagesWELDING EQUIPMENT CALIBRATION STATUSAMIT SHAHNo ratings yet
- Fixture ListDocument1 pageFixture ListAMIT SHAHNo ratings yet
- NDT Personnel List as of DATEDocument1 pageNDT Personnel List as of DATEAMIT SHAHNo ratings yet
- Welding Dept. (En15085-2) Calibration Status: Least CountDocument1 pageWelding Dept. (En15085-2) Calibration Status: Least CountAMIT SHAHNo ratings yet
- PMT MACHINES LTD. Requisition For NonReturnable ChallanDocument1 pagePMT MACHINES LTD. Requisition For NonReturnable ChallanAMIT SHAHNo ratings yet
- PMT MACHINES LT Index of Welding Standard ReferencesDocument21 pagesPMT MACHINES LT Index of Welding Standard ReferencesAMIT SHAHNo ratings yet
- Details Plan For Certification of en 15085Document1 pageDetails Plan For Certification of en 15085AMIT SHAHNo ratings yet
- Date: 05/02/2018: Quality Report For Primary PartsDocument1 pageDate: 05/02/2018: Quality Report For Primary PartsAMIT SHAHNo ratings yet
- Manufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoDocument2 pagesManufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoAMIT SHAHNo ratings yet
- IWE RequDocument1 pageIWE RequAMIT SHAHNo ratings yet
- Manufacturer's Weld Visual Inspection Report Report No: Date: Project: Rev NoDocument1 pageManufacturer's Weld Visual Inspection Report Report No: Date: Project: Rev NoAMIT SHAHNo ratings yet
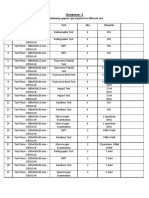
- Annexure - 1: The Following Approx. Qty Required For Different Test Sr. No Work Description Test Qty RemarksDocument2 pagesAnnexure - 1: The Following Approx. Qty Required For Different Test Sr. No Work Description Test Qty RemarksAMIT SHAHNo ratings yet
- Summary of Primary Parts ListDocument100 pagesSummary of Primary Parts ListAMIT SHAHNo ratings yet
- PT Offer FormatDocument1 pagePT Offer FormatAMIT SHAHNo ratings yet
- IWE RequDocument1 pageIWE RequAMIT SHAHNo ratings yet
- ANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemDocument42 pagesANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemArzu AkarNo ratings yet
- Ehv Bladder AccumulatorsDocument38 pagesEhv Bladder AccumulatorsFranki Hari MNo ratings yet
- Improved M16A2 - A3 - A4 Zero TargetDocument6 pagesImproved M16A2 - A3 - A4 Zero Targetbeetho1990No ratings yet
- PraveenKumar - Java Developer - Broadridge - HydDocument4 pagesPraveenKumar - Java Developer - Broadridge - HydAllagadda Mahesh BabuNo ratings yet
- GE Lighting Systems Crane Mounted Luminaire Series Spec Sheet 3-81Document2 pagesGE Lighting Systems Crane Mounted Luminaire Series Spec Sheet 3-81Alan MastersNo ratings yet
- Software MetricsDocument253 pagesSoftware MetricsAditya ChourasiyaNo ratings yet
- Technical VolumeDocument162 pagesTechnical Volumeiamskg63891583No ratings yet
- Squeeze Cementing TechniquesDocument22 pagesSqueeze Cementing TechniquesDoni KurniawanNo ratings yet
- Geberit Sanitary Catalogue 2017 2018Document348 pagesGeberit Sanitary Catalogue 2017 2018Po MoNo ratings yet
- SGP PDFDocument4 pagesSGP PDFpadmajasivaNo ratings yet
- Article ASI Magazine September 2014 Fumed Silica in Adhesives and Sealants FormulationsDocument4 pagesArticle ASI Magazine September 2014 Fumed Silica in Adhesives and Sealants FormulationsdombaraNo ratings yet
- BSBPMG410+Apply+project+time+management+techniques V170225Document35 pagesBSBPMG410+Apply+project+time+management+techniques V170225Sabrina Gao100% (1)
- SHIP HANDLING WITH ESCORT TUGS A REFERENCE MANUAL FOR MASTERS PILOTS GIANO Tug SpecsDocument8 pagesSHIP HANDLING WITH ESCORT TUGS A REFERENCE MANUAL FOR MASTERS PILOTS GIANO Tug SpecsMahmoud ElsherifNo ratings yet
- Monopoly - Indian Railways: - Anand Dube - Darshna Chande - Karan Sobti - Sriaditya Kasula - Vinay ChaudhariDocument52 pagesMonopoly - Indian Railways: - Anand Dube - Darshna Chande - Karan Sobti - Sriaditya Kasula - Vinay ChaudhariKristamRajuNo ratings yet
- Microwave Engineering - E-H Plane TeeDocument6 pagesMicrowave Engineering - E-H Plane TeeJoker FNo ratings yet
- Phoenix Contact 3247055 enDocument6 pagesPhoenix Contact 3247055 enDGNo ratings yet
- Presentation - Slides Holmes Lever 221215Document33 pagesPresentation - Slides Holmes Lever 221215Ralitsa OlevaNo ratings yet
- Life 365 V 2 Users ManualDocument67 pagesLife 365 V 2 Users ManualAmanda VegaNo ratings yet
- RC F18 Super Hornet - Manual v2.0Document13 pagesRC F18 Super Hornet - Manual v2.0Darren-Edward O'NeillNo ratings yet
- 1 GPM V1 vacuum dehydrator removes water down to 20 PPMDocument3 pages1 GPM V1 vacuum dehydrator removes water down to 20 PPMLuis100% (1)
- Physics (Jee Advanced)Document8 pagesPhysics (Jee Advanced)PranavMachingal100% (1)
- Computer Science & Engineering Department ElectivesDocument13 pagesComputer Science & Engineering Department Electivesnitro gtnaNo ratings yet
- GSM Channels LogicalDocument8 pagesGSM Channels LogicalbeetelnutsNo ratings yet
- Q7 Running GearDocument54 pagesQ7 Running GearJoseph MorantNo ratings yet
- Amerlock 400CDocument5 pagesAmerlock 400CbalangceNo ratings yet
- Python Question Paper Mumbai UnivercityDocument5 pagesPython Question Paper Mumbai UnivercityRahul PawarNo ratings yet
- Tetra Cardboard Packer 70 - CopyDocument808 pagesTetra Cardboard Packer 70 - CopyOmar AlneasNo ratings yet
- Haffmans DPT: Dew Point TesterDocument2 pagesHaffmans DPT: Dew Point TesterLaura Elianne QuirogaNo ratings yet
- Ibm Lenovo Whistler Rev s1.3 SCHDocument52 pagesIbm Lenovo Whistler Rev s1.3 SCH1cvbnmNo ratings yet
- pd1185 Fire CodeDocument3 pagespd1185 Fire CodeCamille MangaranNo ratings yet