You might also like
- 25 Omni X Tube Bending GuideDocument15 pages25 Omni X Tube Bending GuideMartin SilisqueNo ratings yet
- Omni-X Tube Bending GuideDocument15 pagesOmni-X Tube Bending GuidemsppmsNo ratings yet
- TUBE BENDING DESIGN GUIDEDocument24 pagesTUBE BENDING DESIGN GUIDEYasmin 2021No ratings yet
- Meca ProjectDocument29 pagesMeca ProjectSahilye Geha100% (1)
- Mold Machining Methods, Part 1Document22 pagesMold Machining Methods, Part 1Edenilson FadekNo ratings yet
- Neurtek (Bending) Data SheetDocument1 pageNeurtek (Bending) Data SheetbishoyNo ratings yet
- 26 Punch Press ToolingDocument10 pages26 Punch Press ToolingAntoine LaurentNo ratings yet
- Bending Issue & ResolutionDocument6 pagesBending Issue & ResolutionVikash SharmaNo ratings yet
- Die CutDocument6 pagesDie CutHBracing1100% (1)
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- Quality Tool Holders PartnerDocument81 pagesQuality Tool Holders PartnerbrineytoolingNo ratings yet
- Hand Drilling Machine Design for Safety and ControlDocument7 pagesHand Drilling Machine Design for Safety and Control64 659 SRIVARSAN RNo ratings yet
- Lohia Corps Limited ReportDocument23 pagesLohia Corps Limited ReportAnkit Patel100% (1)
- MB Crimper 2022 en WebDocument20 pagesMB Crimper 2022 en WebDavidMarianNo ratings yet
- Main Catalogue 2021Document356 pagesMain Catalogue 2021Dumitru CostinelNo ratings yet
- Norlok Introduction To ClinchingDocument33 pagesNorlok Introduction To ClinchingViraj NemaneNo ratings yet
- CoreDocument20 pagesCoreAdrianoTavaresNo ratings yet
- Camworks Dragster CHTP 1Document15 pagesCamworks Dragster CHTP 1Mayrym Rey ConNo ratings yet
- Rotary Point Crush DressingDocument4 pagesRotary Point Crush Dressingset_ltdaNo ratings yet
- Mold Machining Methods, Part 2Document15 pagesMold Machining Methods, Part 2Edenilson FadekNo ratings yet
- Internship Report 1Document16 pagesInternship Report 1Yashwanth GowdaNo ratings yet
- Pneumatic Circit For Cylinder IiDocument12 pagesPneumatic Circit For Cylinder IiAjay NishadNo ratings yet
- Metal Bending Machine Project ReportDocument2 pagesMetal Bending Machine Project ReportRahul RathodNo ratings yet
- Guide Designing For Tube BendingDocument24 pagesGuide Designing For Tube BendingDennis van der HamNo ratings yet
- Chemtronics Solder Wicking Exploring The Benefits and UsesDocument9 pagesChemtronics Solder Wicking Exploring The Benefits and UsesjackNo ratings yet
- Main CatalogDocument151 pagesMain CatalogНикита МельниковNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- DXB Breakers:: Service TrainingDocument132 pagesDXB Breakers:: Service TrainingArbey Gonzalez100% (3)
- A Review of New Strategies For Gear ProductionDocument6 pagesA Review of New Strategies For Gear ProductionVũ Minh TuấnNo ratings yet
- Tubulars Tubular Services Catalog PDFDocument29 pagesTubulars Tubular Services Catalog PDFHERNANDO CASTILLO100% (1)
- Tubulars and Tubular Services Catalog: DrilcoDocument29 pagesTubulars and Tubular Services Catalog: DrilcoDoni KurniawanNo ratings yet
- Hammer Product Bulletin - AmerSoDocument56 pagesHammer Product Bulletin - AmerSojunilokoNo ratings yet
- Final Year Project ReportDocument50 pagesFinal Year Project ReportAmarjeet Kumar Saran80% (5)
- Manufacturing Process Assignment 1Document10 pagesManufacturing Process Assignment 1abhishek chibNo ratings yet
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 pagesCrowning Benefits - Paper, Film & Foil ConverteravgpaulNo ratings yet
- A Diamond Dressing Roll Is A Cylindrical Tool With Diamond Particles Embedded in The PeripheryDocument20 pagesA Diamond Dressing Roll Is A Cylindrical Tool With Diamond Particles Embedded in The PeripheryRajesh RamaswamyNo ratings yet
- Dawit SolomonDocument24 pagesDawit Solomondawit solomonNo ratings yet
- Selecting A Tube Cutting ProcessDocument13 pagesSelecting A Tube Cutting ProcessTomás BonelloNo ratings yet
- Cutting and Grinding SafetyDocument11 pagesCutting and Grinding SafetySreejith SureshNo ratings yet
- How To Use Desoldering WickDocument9 pagesHow To Use Desoldering WickjackNo ratings yet
- Optimum ST PlugsDocument49 pagesOptimum ST PlugsDanish KhanNo ratings yet
- A Guide To Shackles For Lifting Purposes: BenefitsDocument14 pagesA Guide To Shackles For Lifting Purposes: BenefitsHelderNo ratings yet
- A Guide To Shackles For Lifting Purposes: BenefitsDocument14 pagesA Guide To Shackles For Lifting Purposes: BenefitsArsalan AhmadNo ratings yet
- Boring OperationDocument9 pagesBoring Operation3pherNo ratings yet
- Flupec - Catalog-Garnituri PDFDocument928 pagesFlupec - Catalog-Garnituri PDFRadu VasileNo ratings yet
- KMIL Company ProfileDocument23 pagesKMIL Company ProfileHanryNo ratings yet
- Core 4 Maintain and Repair Computer Systems and Networks Information SheetDocument41 pagesCore 4 Maintain and Repair Computer Systems and Networks Information Sheetkeanee simbajonNo ratings yet
- Manual Drill Collar S-R-LDocument6 pagesManual Drill Collar S-R-LJAVIER EDUARDO MANTILLA BUITRAGONo ratings yet
- Manual Pipe Bender ProjectDocument36 pagesManual Pipe Bender ProjectSahilye Geha100% (1)
- Tooling by Design - Pressuer Strippers Part 1Document2 pagesTooling by Design - Pressuer Strippers Part 1SIMONENo ratings yet
- Kat Draco 2021 GB 10cover 1Document60 pagesKat Draco 2021 GB 10cover 1Marius BaicanNo ratings yet
- KBS-aided Design of Tube Bending Processes PDFDocument8 pagesKBS-aided Design of Tube Bending Processes PDFkiranNo ratings yet
- BOMAG Original Cutting Tools PDFDocument36 pagesBOMAG Original Cutting Tools PDFchristophe laurensNo ratings yet
- 2 - Drill String DesignDocument64 pages2 - Drill String Designqqaassmmm321No ratings yet
- Total Breaker BitsDocument40 pagesTotal Breaker BitsGeorge Kwamina Anaman100% (1)
- Executive SummaryDocument11 pagesExecutive SummaryNitish Kumar SinghNo ratings yet
- Catalog Lede Groove FitingDocument72 pagesCatalog Lede Groove FitingMARTIN ANDRADENo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Mayr Torque LimitersDocument28 pagesMayr Torque LimitersEnrique MurgiaNo ratings yet
- BA DL Brustbeinsaege EFA 57 en 02.2020Document34 pagesBA DL Brustbeinsaege EFA 57 en 02.2020Enrique MurgiaNo ratings yet
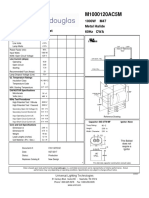
- M1000120AC5MDocument1 pageM1000120AC5MEnrique MurgiaNo ratings yet
- Sauer Danfoss Hydraulic Gear Pump Group 4Document23 pagesSauer Danfoss Hydraulic Gear Pump Group 4Enrique MurgiaNo ratings yet
- LTBT BCM PDFDocument2 pagesLTBT BCM PDFEnrique MurgiaNo ratings yet
- Thyristor Product CatalogDocument224 pagesThyristor Product CatalogMohamed ReyadNo ratings yet
- CATALOGODocument1 pageCATALOGOEnrique MurgiaNo ratings yet
- BA DL Brustbeinsaege EFA 57 en 02.2020Document34 pagesBA DL Brustbeinsaege EFA 57 en 02.2020Enrique MurgiaNo ratings yet
- Sauer Danfoss Hydraulic Gear Pump Group 3Document33 pagesSauer Danfoss Hydraulic Gear Pump Group 3Enrique Murgia100% (1)
- Gear Pump Shhark Low NoiseDocument2 pagesGear Pump Shhark Low NoiseEnrique MurgiaNo ratings yet
- Universal Bugomatic Bro 3 19Document4 pagesUniversal Bugomatic Bro 3 19Enrique MurgiaNo ratings yet
- Mud Pump Parts ExpendablesDocument82 pagesMud Pump Parts ExpendablesAnonymous Yo43Kif0No ratings yet
- SS Cnpulse 12132018Document2 pagesSS Cnpulse 12132018Enrique MurgiaNo ratings yet
- Mini Squirt Hot Melt Adhesive ApplicatorDocument2 pagesMini Squirt Hot Melt Adhesive ApplicatorEnrique MurgiaNo ratings yet
- Itsupply: Hardware ManualDocument131 pagesItsupply: Hardware ManualEnrique MurgiaNo ratings yet
- Port Size: DN 8, G3/8 High Pressure Solenoid Valve Manifold Further Customized Solutions Available Upon RequestDocument3 pagesPort Size: DN 8, G3/8 High Pressure Solenoid Valve Manifold Further Customized Solutions Available Upon RequestEnrique MurgiaNo ratings yet
- Robotic Shotcrete Applications For Mining and Tunneling: A History of Robotic ApplicatorsDocument6 pagesRobotic Shotcrete Applications For Mining and Tunneling: A History of Robotic ApplicatorsEnrique MurgiaNo ratings yet
- Sandvik RH550r DTH hammer replacement partsDocument1 pageSandvik RH550r DTH hammer replacement partsEnrique MurgiaNo ratings yet
- Yanmar America publication listing for engine parts, service, and operation manualsDocument602 pagesYanmar America publication listing for engine parts, service, and operation manualsEnrique Murgia50% (2)
- Wikus Precision Band SawDocument52 pagesWikus Precision Band SawEnrique Murgia100% (1)
- X55-600 BrochureDocument9 pagesX55-600 BrochureEnrique MurgiaNo ratings yet
- Danroll Drum MotorDocument112 pagesDanroll Drum MotorEnrique MurgiaNo ratings yet
- 2693i GC PDFDocument2 pages2693i GC PDFEnrique MurgiaNo ratings yet
- 28 - RG-Rod Gland Cartridge KitDocument1 page28 - RG-Rod Gland Cartridge KitEnrique MurgiaNo ratings yet
- 962 Stager Manual Rev BDocument18 pages962 Stager Manual Rev BEnrique MurgiaNo ratings yet
- 108Document21 pages108Juan Pablo Chumba LaraNo ratings yet
- AC Motors Asynchronous Servomotors: Operating InstructionsDocument56 pagesAC Motors Asynchronous Servomotors: Operating InstructionsEnrique MurgiaNo ratings yet
- TFP1511 09 2015Document8 pagesTFP1511 09 2015Enrique MurgiaNo ratings yet
- High Head Drainage PumpsDocument9 pagesHigh Head Drainage PumpsEnrique MurgiaNo ratings yet
- Price DetroitDocument31 pagesPrice DetroitEnrique MurgiaNo ratings yet
- Cambridge Primary Progression Test - 0844 English Stage 6 Paper 2 2017 PDFDocument10 pagesCambridge Primary Progression Test - 0844 English Stage 6 Paper 2 2017 PDFTumwesigye robert50% (4)
- Stand Up Comedy in TheoryMiceDocument161 pagesStand Up Comedy in TheoryMiceBruce Lee100% (2)
- Maa Shakambar-Adi para ShaktiDocument7 pagesMaa Shakambar-Adi para Shaktisanjay_shakambariNo ratings yet
- When Foundations TrembleDocument4 pagesWhen Foundations Tremblejcbneves7558No ratings yet
- Project: Carmen OperaDocument30 pagesProject: Carmen Operabaljinder kaurNo ratings yet
- Media and InformationDocument39 pagesMedia and InformationMelanie Jane DaanNo ratings yet
- Criminal Bid Rigging in City of Mount Vernon Buildings DepartmentDocument4 pagesCriminal Bid Rigging in City of Mount Vernon Buildings DepartmentSamuel L. RiversNo ratings yet
- Selfheating and Spontaneous Ignition Spontaneous CombustionDocument2 pagesSelfheating and Spontaneous Ignition Spontaneous CombustionKhoirul WaladNo ratings yet
- Lalita Trisati StotramDocument28 pagesLalita Trisati StotramMohanNarendranNo ratings yet
- Daoist Canon Final Draft BibliographyDocument29 pagesDaoist Canon Final Draft BibliographyDOMINIK PERLIŃSKINo ratings yet
- Lesson Plan in 21 Century LiteratureDocument3 pagesLesson Plan in 21 Century LiteratureRomel BearsNo ratings yet
- ArticReduced PDFDocument25 pagesArticReduced PDFarchitetore100% (1)
- Summative Quiz BowlDocument35 pagesSummative Quiz BowlRA OrigNo ratings yet
- Ranciere - Is There A Deleuzian AestheticsDocument14 pagesRanciere - Is There A Deleuzian AestheticsDennis Schep100% (1)
- Danse in The Catcher in The RyeDocument46 pagesDanse in The Catcher in The RyeChelo Martienz PlazaNo ratings yet
- Duxbury Clipper 2010 - 07 - 07Document40 pagesDuxbury Clipper 2010 - 07 - 07Duxbury ClipperNo ratings yet
- 3 DemDocument66 pages3 DemortodromaNo ratings yet
- Movie Activity: Coraline (2009)Document1 pageMovie Activity: Coraline (2009)Mara DiasNo ratings yet
- Perlifoc HP - Data SheetDocument1 pagePerlifoc HP - Data SheetAndreiNo ratings yet
- Astrophysics and Cosmology - AnswersDocument15 pagesAstrophysics and Cosmology - AnswersRudeNo ratings yet
- French LoverDocument8 pagesFrench LoverPrachi ChandakNo ratings yet
- The Giver Reflect and AnalyzeDocument8 pagesThe Giver Reflect and AnalyzeBeny TawanNo ratings yet
- DISCOGRAPHY - Erica Lindsay, Saxophonist, Composer, Educator, Producer and Recording ArtistDocument7 pagesDISCOGRAPHY - Erica Lindsay, Saxophonist, Composer, Educator, Producer and Recording Artistelin55No ratings yet
- Rusting WorksheetDocument2 pagesRusting WorksheetSelwah Hj AkipNo ratings yet
- An Inspector CallsDocument81 pagesAn Inspector CallsZouzou Chibouni80% (5)
- Ket For Schools Practice Test 5Document19 pagesKet For Schools Practice Test 5DesNo ratings yet
- 1m1 - Main Theme - Transposed Score PDFDocument9 pages1m1 - Main Theme - Transposed Score PDFdhodiNo ratings yet
- Sample Paper 5 - E2 ReadingDocument8 pagesSample Paper 5 - E2 ReadingVic GascónNo ratings yet
- Color Wheel: Primary, Secondary & Tertiary Colors ExplainedDocument8 pagesColor Wheel: Primary, Secondary & Tertiary Colors ExplainedRejeeHanneNiogNo ratings yet
- Teching LiteratureDocument160 pagesTeching LiteratureIvan Chamie100% (9)