You might also like
- T of M - Challenge Pack 2016 Letter and All 4 ChallengesDocument31 pagesT of M - Challenge Pack 2016 Letter and All 4 Challengesapi-28303658350% (2)
- Paper Bag Making MachineDocument51 pagesPaper Bag Making MachineAhmed AbbasNo ratings yet
- Waste Segregation PlanDocument4 pagesWaste Segregation Planrezhablo100% (1)
- Paper Cup Manufacturing ProjectionsDocument17 pagesPaper Cup Manufacturing ProjectionsMOHAN MADANNo ratings yet
- Financial Performance Full ReportDocument85 pagesFinancial Performance Full ReportananthakumarNo ratings yet
- Good & Bad DesignDocument21 pagesGood & Bad DesignAsad ButtNo ratings yet
- How Glass Is RecycledDocument2 pagesHow Glass Is RecycledNG YU JUN -100% (1)
- Profitable Disposable Products Manufacturing Business Ideas. Starting Your Own Production Business of Thermocol Plate, Dona, Thali and Glass...... - 648122Document77 pagesProfitable Disposable Products Manufacturing Business Ideas. Starting Your Own Production Business of Thermocol Plate, Dona, Thali and Glass...... - 648122Sunayana GuptaNo ratings yet
- BotllleDocument9 pagesBotllleGuillermo Gerardo Sanchez PonceNo ratings yet
- Reusable CupsDocument13 pagesReusable CupsariaNo ratings yet
- IntroductionDocument3 pagesIntroductionKaseh DhaahNo ratings yet
- Karina Hernández Castro+ Plastic Water BottlesDocument2 pagesKarina Hernández Castro+ Plastic Water BottlesJuliano LimonettiNo ratings yet
- OUTLINEDocument4 pagesOUTLINERobelyn CastilloNo ratings yet
- GC Paper BagDocument28 pagesGC Paper BagOFFICIAL BUVAPADANo ratings yet
- Recycling Plastic Bottles For A Green Economy in Tampakan National High SchoolDocument5 pagesRecycling Plastic Bottles For A Green Economy in Tampakan National High SchoolChrixia DyNo ratings yet
- 1 Short History of StretchDocument4 pages1 Short History of StretchVăn Minh LêNo ratings yet
- Term Paper On Plastic RecyclingDocument6 pagesTerm Paper On Plastic Recyclingc5jbmre7100% (1)
- Manufacturing Methods of Healthy and Edible Cups-ADocument20 pagesManufacturing Methods of Healthy and Edible Cups-Akunalpaitl269No ratings yet
- Toilet Paper Factors of ProductionDocument6 pagesToilet Paper Factors of ProductionLayneGelleiMeneses-MillaminaBuenaventeNo ratings yet
- Paper Cup - WikiDocument1 pagePaper Cup - Wikiwdm00No ratings yet
- Plastic Recycling Term PaperDocument8 pagesPlastic Recycling Term Paperaflsqfsaw100% (1)
- Reuse and Recycle of Paper: Prepared By: Roll No: FacultyDocument28 pagesReuse and Recycle of Paper: Prepared By: Roll No: FacultybrainscordNo ratings yet
- 1 PBDocument28 pages1 PBNgọc DiễmNo ratings yet
- Water Balls: An Exciting New Product From A Company Called Skipping Rocks LabDocument3 pagesWater Balls: An Exciting New Product From A Company Called Skipping Rocks LabEmanAbdel-HaqNo ratings yet
- Packaging Development Timelines - Lect2Document23 pagesPackaging Development Timelines - Lect2senseiann.eslNo ratings yet
- Ticket-In - Class Task 1 PreparationDocument4 pagesTicket-In - Class Task 1 PreparationGianni RaffaNo ratings yet
- RecyclingDocument19 pagesRecyclingRuleNo ratings yet
- Elc590 Pitching Outline About SunscreenDocument5 pagesElc590 Pitching Outline About SunscreenANGJELLY ALLYA NGAUHNo ratings yet
- Addmath 2012 (Derek's)Document21 pagesAddmath 2012 (Derek's)Derek Duane OsmondNo ratings yet
- Packaging: Marketing ProjectDocument12 pagesPackaging: Marketing ProjectRobson De Souza PereiraNo ratings yet
- Notetaking 1Document2 pagesNotetaking 1Jumana SmairatNo ratings yet
- Water Bottle: TypesDocument6 pagesWater Bottle: TypesAnonymous 06QgpnNo ratings yet
- Sample Research Paper RecyclingDocument5 pagesSample Research Paper Recyclingafedxezza100% (1)
- Group CHM258 AssignmentDocument5 pagesGroup CHM258 Assignmentshark eyeNo ratings yet
- HowgreenisyourbackpackDocument3 pagesHowgreenisyourbackpackapi-358156854No ratings yet
- Plastic Bottle Rope Weaver: Review of Related Literature and StudiesDocument4 pagesPlastic Bottle Rope Weaver: Review of Related Literature and StudiesSammy LorescoNo ratings yet
- Research Paper On Paper RecyclingDocument5 pagesResearch Paper On Paper Recyclingnywxluvkg100% (1)
- Shredded Paper Pots HannaDocument5 pagesShredded Paper Pots HannaRochelle Marie RegenciaNo ratings yet
- Group 6 Marketing PlanDocument11 pagesGroup 6 Marketing PlanEDWIN DUMOPOYNo ratings yet
- Truth About Glass Recycli: What Is Downcycling?Document16 pagesTruth About Glass Recycli: What Is Downcycling?artisingh3412No ratings yet
- Glass RecyclingDocument9 pagesGlass RecyclingNorazwan Nor100% (1)
- History: (Hide)Document4 pagesHistory: (Hide)Anonymous ge3lqE8No ratings yet
- Practical ResearchDocument33 pagesPractical ResearchronelNo ratings yet
- Product TitleDocument9 pagesProduct TitleAlexis John Altona BetitaNo ratings yet
- Recycling Term PaperDocument7 pagesRecycling Term Paperbsnyfpwgf100% (1)
- Plastic Container Manufacturing Process: The FundamentalsDocument2 pagesPlastic Container Manufacturing Process: The Fundamentalscor jansenNo ratings yet
- Water Bottle TheoryDocument10 pagesWater Bottle Theorylindsey stewartNo ratings yet
- OM1 - Group Assignment 1Document8 pagesOM1 - Group Assignment 1MuskaanNo ratings yet
- Paper or Plastic, Which Kind of Bag Has The Greater Impact On Our Environment?Document6 pagesPaper or Plastic, Which Kind of Bag Has The Greater Impact On Our Environment?Alexis Dimaculangan100% (1)
- Thesis Statement For Benefits of RecyclingDocument8 pagesThesis Statement For Benefits of Recyclingfjf1y2rz100% (2)
- Packaging Developments - An Historical PerspectiveDocument6 pagesPackaging Developments - An Historical PerspectivemarcosantosNo ratings yet
- The Plastic Problem: Throw Your Plastic Into A Recycling Bin Instead of A Garbage CanDocument5 pagesThe Plastic Problem: Throw Your Plastic Into A Recycling Bin Instead of A Garbage CanAhmedNo ratings yet
- How To Recycle Plastic Bottles - School Recycling ClubDocument3 pagesHow To Recycle Plastic Bottles - School Recycling ClubWorm Composting100% (1)
- Research About Paper RecyclingDocument7 pagesResearch About Paper Recyclingxoopgxplg100% (1)
- Informe Sobre El Agua EmbotelladaDocument3 pagesInforme Sobre El Agua EmbotelladaHalina PradaNo ratings yet
- Recycling Research Paper TitleDocument5 pagesRecycling Research Paper Titlewgizkdvkg100% (1)
- A Publication From Peter DaisymeDocument18 pagesA Publication From Peter DaisymeBrix AliadoNo ratings yet
- Consumer BehaviourDocument99 pagesConsumer BehaviourUday Naidu100% (1)
- All CHAPTERS GROUP2 PBSMDocument49 pagesAll CHAPTERS GROUP2 PBSMVillaquer Dominic P.No ratings yet
- OM Project ReportDocument6 pagesOM Project ReportMoiez AliNo ratings yet
- Recycling IntroDocument25 pagesRecycling IntroAbiJay RawkNo ratings yet
- Data Analysis and Interpretation: Male 139 55.6 Female 111 44.4Document10 pagesData Analysis and Interpretation: Male 139 55.6 Female 111 44.4eswariNo ratings yet
- 2022 Mba Mba Batchno 123Document72 pages2022 Mba Mba Batchno 123eswariNo ratings yet
- T.karthick A Study On Customer Relationship Management in PDocument34 pagesT.karthick A Study On Customer Relationship Management in PeswariNo ratings yet
- ChiDocument4 pagesChieswariNo ratings yet
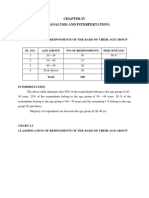
- Data Analysis and Interpertation:: TABLE 4.1 Classification of Respondents of The Basis of Their Age GroupDocument45 pagesData Analysis and Interpertation:: TABLE 4.1 Classification of Respondents of The Basis of Their Age GroupeswariNo ratings yet
- Saran Report - A Study On Performance Appraisal in Event Management in Tensile Pro Pipes Manufacturing Industry at TrichyDocument119 pagesSaran Report - A Study On Performance Appraisal in Event Management in Tensile Pro Pipes Manufacturing Industry at TrichyeswariNo ratings yet
- V.reegAN Tensile Pro Pipesmanufacturing IndustryDocument1 pageV.reegAN Tensile Pro Pipesmanufacturing IndustryeswariNo ratings yet
- Final - A Study On Inventory Management in Chettinad Cement Corporation LimitedDocument51 pagesFinal - A Study On Inventory Management in Chettinad Cement Corporation LimitedeswariNo ratings yet
- A Study On Comparative Analysis of Mutuful Fund Analysis in Icici BankDocument84 pagesA Study On Comparative Analysis of Mutuful Fund Analysis in Icici BankeswariNo ratings yet
- A Study On Consumer Preference About Icici Life Insurance QuestionariesDocument5 pagesA Study On Consumer Preference About Icici Life Insurance QuestionarieseswariNo ratings yet
- H.mohamed Ibrahim Hussain A Study On Technology Updatiing and Its Impact Towards Employee Performance in Orcade Health Care PVT LTD ErodeDocument108 pagesH.mohamed Ibrahim Hussain A Study On Technology Updatiing and Its Impact Towards Employee Performance in Orcade Health Care PVT LTD ErodeeswariNo ratings yet
- Employee Employer Relationship Agro Bio TechDocument114 pagesEmployee Employer Relationship Agro Bio TecheswariNo ratings yet
- S.amutha A Study On Inventory Management in Izon Technologies Ramco Cement LimitedDocument30 pagesS.amutha A Study On Inventory Management in Izon Technologies Ramco Cement LimitedeswariNo ratings yet
- V.prabHAKARAN Sree Lakshimi Organic Cotton IndustryDocument1 pageV.prabHAKARAN Sree Lakshimi Organic Cotton IndustryeswariNo ratings yet
- The Above Table 4Document3 pagesThe Above Table 4eswariNo ratings yet
- Reyana QuestionariesDocument3 pagesReyana QuestionarieseswariNo ratings yet
- M. VASUDEVAN Tensile Pro Pipesmanufacturing IndustryDocument1 pageM. VASUDEVAN Tensile Pro Pipesmanufacturing IndustryeswariNo ratings yet
- Chi-Square TestDocument4 pagesChi-Square TesteswariNo ratings yet
- Chapter - I, Company ProfileDocument12 pagesChapter - I, Company ProfileeswariNo ratings yet
- NC Gasoline Engine Analytical Center Chapter-IvDocument2 pagesNC Gasoline Engine Analytical Center Chapter-IveswariNo ratings yet
- Chapter IVDocument15 pagesChapter IVeswariNo ratings yet
- R.rajapandi A Study On Employee Job Satisfaction in DSM TextilesDocument19 pagesR.rajapandi A Study On Employee Job Satisfaction in DSM TextileseswariNo ratings yet
- A Study On Consumer Survey Marketing in Three Axis Plate Pro Industry at Karur QuestionariesDocument2 pagesA Study On Consumer Survey Marketing in Three Axis Plate Pro Industry at Karur Questionarieseswari100% (1)
- NC Gasoline Engine Analytical Center Chapter - I AbstractDocument2 pagesNC Gasoline Engine Analytical Center Chapter - I AbstracteswariNo ratings yet
- LestDocument5 pagesLesteswariNo ratings yet
- Arokiya A Study of Financial Statement Analysis On Nero Airfilters Corporation LimitedDocument64 pagesArokiya A Study of Financial Statement Analysis On Nero Airfilters Corporation LimitedeswariNo ratings yet
- Data Analysis & Intrepretation: Data Analisis and InterpretationDocument52 pagesData Analysis & Intrepretation: Data Analisis and InterpretationeswariNo ratings yet
- Tamil QuestionariesDocument5 pagesTamil QuestionarieseswariNo ratings yet
- FindingDocument1 pageFindingeshuNo ratings yet
- Chapter IIIDocument77 pagesChapter IIIeswariNo ratings yet
- FOOPAK CATALOG Rev Update - CompressedDocument36 pagesFOOPAK CATALOG Rev Update - CompressedRudy NASUHANo ratings yet
- Single-Use Paper Cups Circularity Improvement andDocument6 pagesSingle-Use Paper Cups Circularity Improvement andحماد النشاشNo ratings yet
- Sky Engineering CompanyDocument23 pagesSky Engineering CompanyAmr KamelNo ratings yet
- Paper Cup IndustriesDocument10 pagesPaper Cup Industrieschp_pradeep4989No ratings yet
- Paper Cups: Profile No.: 63 NIC Code: 17092Document6 pagesPaper Cups: Profile No.: 63 NIC Code: 17092Abhishekhar BoseNo ratings yet
- Solution T2 - 2013 PDFDocument5 pagesSolution T2 - 2013 PDFJiaHuiNo ratings yet
- Cupprint Recyclable Paper Cup and Tubs Brochure 2024Document13 pagesCupprint Recyclable Paper Cup and Tubs Brochure 2024Cup PrintNo ratings yet
- Mohana - A Study On Performance Appraisal in Event Management Sai Leaf Plate Indutsry at KarurDocument91 pagesMohana - A Study On Performance Appraisal in Event Management Sai Leaf Plate Indutsry at KarurAnonymous qRAAcePNo ratings yet
- LCC Assesment Model - HMGDocument5 pagesLCC Assesment Model - HMGPerbanas Edu 5.0No ratings yet
- Speaking Juice Book 3 Answers Script G3Document10 pagesSpeaking Juice Book 3 Answers Script G3Joel KidsonNo ratings yet
- Business Idea Paper CupDocument3 pagesBusiness Idea Paper CupRamit SinghNo ratings yet
- Article - Paper Cup IndustryDocument5 pagesArticle - Paper Cup IndustryAyush Goyal0% (1)
- Biour Hygiene - Catalogue 2022Document38 pagesBiour Hygiene - Catalogue 2022Mandar Mangesh PatkarNo ratings yet
- BioPak Catalogue January2019 EmailDocument40 pagesBioPak Catalogue January2019 Emailmailbox4vivekNo ratings yet
- KPCDocument16 pagesKPCRabby KhanNo ratings yet
- A Study For Increasing Reusable Cup Consumption in The Coffee IndDocument90 pagesA Study For Increasing Reusable Cup Consumption in The Coffee IndTrần Thị Mai AnhNo ratings yet
- SY100 High Speed Paper Cup Making MachineDocument10 pagesSY100 High Speed Paper Cup Making MachineReda MashalNo ratings yet
- (Fast Learning) Paper Cup Production LineDocument7 pages(Fast Learning) Paper Cup Production LineEnoch Aaron R'GasanaNo ratings yet
- Paper CupsDocument13 pagesPaper CupsVeena KohliNo ratings yet
- Beverage PackagingDocument3 pagesBeverage PackagingsnrahmanNo ratings yet
- Chapter 1 Capstone FINALDocument16 pagesChapter 1 Capstone FINALkram aquinoNo ratings yet
- Packaging TPC Master CatalogueDocument31 pagesPackaging TPC Master Catalogueprashant21575No ratings yet
- Taking A Closer Look at Paper Cups For Coffee PDFDocument8 pagesTaking A Closer Look at Paper Cups For Coffee PDFmariannecrgNo ratings yet
- Plastic Industry Project ReportDocument6 pagesPlastic Industry Project Reportloveaute15100% (1)
- Paper Cup Machine Project ReportDocument2 pagesPaper Cup Machine Project Reportkerlo chajiinaNo ratings yet
- Mohana - A Study On Performance Appraisal in Event Management Sai Leaf Plate Indutsry at KarurDocument91 pagesMohana - A Study On Performance Appraisal in Event Management Sai Leaf Plate Indutsry at KarurAnonymous qRAAcePNo ratings yet
- Paper Cup ProjectDocument16 pagesPaper Cup Projectperu197533% (6)