You might also like
- Lect3 PDFDocument47 pagesLect3 PDFphysicsnewblolNo ratings yet
- Lessons From Smith Chart: Ward Harriman AE6TY Pacificon '13Document48 pagesLessons From Smith Chart: Ward Harriman AE6TY Pacificon '13physicsnewblolNo ratings yet
- Lect4 PDFDocument33 pagesLect4 PDFphysicsnewblolNo ratings yet
- Lect15 PDFDocument37 pagesLect15 PDFphysicsnewblolNo ratings yet
- Lect2 PDFDocument43 pagesLect2 PDFphysicsnewblolNo ratings yet
- ACRYLIC SHEET EDGE AND SURFACE FINISHING - Plastic Distributor & Fabricator PDFDocument4 pagesACRYLIC SHEET EDGE AND SURFACE FINISHING - Plastic Distributor & Fabricator PDFphysicsnewblolNo ratings yet
- Vishay Opto Brochure WebDocument20 pagesVishay Opto Brochure WebphysicsnewblolNo ratings yet
- Epipolar GeometryDocument14 pagesEpipolar GeometryphysicsnewblolNo ratings yet
- JPL D-5882 Trubert On MACDocument70 pagesJPL D-5882 Trubert On MACphysicsnewblol100% (1)
- Catalogo Aurora - InddDocument20 pagesCatalogo Aurora - InddphysicsnewblolNo ratings yet
- Pag8 9Document2 pagesPag8 9physicsnewblolNo ratings yet
- Whitepaper Ncode MethodsforAcceleratingDynamicDurabilityTests V2-Halfpenny PDFDocument19 pagesWhitepaper Ncode MethodsforAcceleratingDynamicDurabilityTests V2-Halfpenny PDFphysicsnewblolNo ratings yet
- Vector Fields and Solutions To Ordinary Differential Equations UsingDocument10 pagesVector Fields and Solutions To Ordinary Differential Equations UsingphysicsnewblolNo ratings yet
- Module 7 With SolutionsDocument22 pagesModule 7 With SolutionsphysicsnewblolNo ratings yet
- Additional Theory For Module 4: Dynamic Analysis: Eigensolution ExampleDocument7 pagesAdditional Theory For Module 4: Dynamic Analysis: Eigensolution ExamplephysicsnewblolNo ratings yet
- WinDocument36 pagesWinphysicsnewblolNo ratings yet
- W&W Inno Carbon User ManualDocument12 pagesW&W Inno Carbon User ManualphysicsnewblolNo ratings yet
- S 164 ContentDocument12 pagesS 164 ContentOrvin RommelNo ratings yet
- Acm Vol2no1 p008 PDFDocument12 pagesAcm Vol2no1 p008 PDFphysicsnewblolNo ratings yet
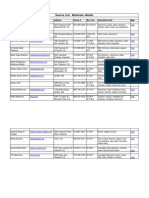
- Source List: Materials-Metals: Company Online Address Address Phone # Bus. Hrs Description-Info MapDocument2 pagesSource List: Materials-Metals: Company Online Address Address Phone # Bus. Hrs Description-Info MapphysicsnewblolNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Machining Rule of ThumbDocument2 pagesMachining Rule of ThumbKamlesh DalavadiNo ratings yet
- Basic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesDocument34 pagesBasic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesDeepti KanadeNo ratings yet
- Dodge Self-Threading Insert For PlasticDocument1 pageDodge Self-Threading Insert For PlasticBarNo ratings yet
- Solidworks Corporation: CSWP Sample Exam: Certified Solidworks Professional: Solid Modeling Specialist (Cswp-Core)Document62 pagesSolidworks Corporation: CSWP Sample Exam: Certified Solidworks Professional: Solid Modeling Specialist (Cswp-Core)bontrager1306100% (1)
- BIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebDocument8 pagesBIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebkenNo ratings yet
- c05 Proe WFDocument44 pagesc05 Proe WFprasenjitsayantanNo ratings yet
- E.H. Wachs Industrial Machine Tools PDFDocument88 pagesE.H. Wachs Industrial Machine Tools PDFWilber Ramos de la RosaNo ratings yet
- 1127 Mid Stop Counterbore CuttingDocument7 pages1127 Mid Stop Counterbore Cuttingralph arisNo ratings yet
- Hand Tools AMTDocument102 pagesHand Tools AMTboomscud33No ratings yet
- Drilling MachineDocument87 pagesDrilling MachineRamesh Panda50% (4)
- Solidworks 2010 Tutorials Beginner PDFDocument104 pagesSolidworks 2010 Tutorials Beginner PDFAnonymous AsIbqU100% (1)
- (Nx8-Help) Design Feature 1Document16 pages(Nx8-Help) Design Feature 1Sai ChNo ratings yet
- Drilling Reaming & TappingDocument17 pagesDrilling Reaming & TappingLeo HsiehNo ratings yet
- Mark Andrew Cabale, BSME-3ADocument5 pagesMark Andrew Cabale, BSME-3AMark Andrew CabaleNo ratings yet
- Instalacion Cilindros DdviDocument23 pagesInstalacion Cilindros DdviAlvaro Escalona GtzNo ratings yet
- Comparison Between Countersink vs. Counterbore For PCBDocument12 pagesComparison Between Countersink vs. Counterbore For PCBjackNo ratings yet
- ATI Other Products 2009 PDFDocument13 pagesATI Other Products 2009 PDFinammurad12No ratings yet
- Lecture No. 9: Drilling Machines, Nomenclature, Types, Operations and PrecautionsDocument47 pagesLecture No. 9: Drilling Machines, Nomenclature, Types, Operations and PrecautionsMuhammad IrfanNo ratings yet
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDocument9 pagesDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshNo ratings yet
- Screw Size ClearancesDocument15 pagesScrew Size ClearancesPTE TOPPERNo ratings yet
- m1 - U3 - Drilling, Counterboring & CountersinkingDocument15 pagesm1 - U3 - Drilling, Counterboring & CountersinkingViệt Đặng XuânNo ratings yet
- Machining Specifications and Drawing Notes: Unit 11Document11 pagesMachining Specifications and Drawing Notes: Unit 11DEVIKA PHULENo ratings yet
- Inventor TutorialDocument140 pagesInventor TutorialNosonja123No ratings yet
- QMS 0003Document10 pagesQMS 0003cucho31No ratings yet
- CN 12 - 006 Standard Liner Removal and ReplacementDocument6 pagesCN 12 - 006 Standard Liner Removal and ReplacementJavier PalaciosNo ratings yet
- Chapter 5 - Threads and FastenersDocument128 pagesChapter 5 - Threads and FastenersPradeep Kumar MehtaNo ratings yet
- Hydril Annular BOP GK 11 - MaintenanceDocument6 pagesHydril Annular BOP GK 11 - MaintenanceemilianoNo ratings yet
- Knockdown Chair Project PlansDocument13 pagesKnockdown Chair Project Planssirgil2257% (7)
- Tridair - Fairchild Structural Panel FastenersDocument93 pagesTridair - Fairchild Structural Panel FastenersLi GangyiNo ratings yet
- Project11 ModelingDocument48 pagesProject11 Modelingrkurbeg9619No ratings yet