You might also like
- 220总装工段CIP看板版 (本号:XB CIP SQDS 02 (2016) )Document13 pages220总装工段CIP看板版 (本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet
- 750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )Document13 pages750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet
- 220铁心工段CIP看板版 (打印本号:XB CIP SQDS 02 (2016) )Document13 pages220铁心工段CIP看板版 (打印本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet
- 750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )Document13 pages750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet
- Production Analysis BoardDocument2 pagesProduction Analysis Boardjorge5ponce5velloNo ratings yet
- 750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )Document13 pages750绕线车间绕制组CIP看板版 (本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet
- 2.问题解决清单及填写规范(第一版:XB CIP SQDS 01 (2016)Document22 pages2.问题解决清单及填写规范(第一版:XB CIP SQDS 01 (2016)sitam_nitj4202No ratings yet
- Production plan 16-10-08(第二三个表是采购到货时间)Document547 pagesProduction plan 16-10-08(第二三个表是采购到货时间)sitam_nitj4202No ratings yet
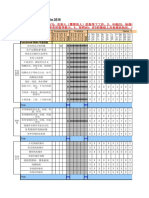
- 绕线车间绕制班组员工技能矩阵(五版) 张国云9月8日反馈Document27 pages绕线车间绕制班组员工技能矩阵(五版) 张国云9月8日反馈sitam_nitj4202No ratings yet
- ZJA12BY(中英版使用说明书)Document44 pagesZJA12BY(中英版使用说明书)sitam_nitj4202No ratings yet
- Oil Flow MeterDocument13 pagesOil Flow Metersitam_nitj4202No ratings yet
- ZJA20KY(11 137)(中英版使用说明书)Document42 pagesZJA20KY(11 137)(中英版使用说明书)sitam_nitj4202No ratings yet
- 发PR控制(采购根据这个信息开始采购)Document4 pages发PR控制(采购根据这个信息开始采购)sitam_nitj4202No ratings yet
- 自检表 与市场部讨论后的Document10 pages自检表 与市场部讨论后的sitam_nitj4202No ratings yet
- 项目移交表(PMO经理提供) 2016-9-19Document26 pages项目移交表(PMO经理提供) 2016-9-19sitam_nitj4202No ratings yet
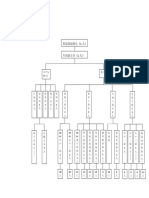
- 中特车间人员架构图Document1 page中特车间人员架构图sitam_nitj4202No ratings yet
- END of the MONTH CHECKLIST 车间月度现场检查表Workshop Monthly on Site Checklist-doneDocument2 pagesEND of the MONTH CHECKLIST 车间月度现场检查表Workshop Monthly on Site Checklist-donesitam_nitj4202No ratings yet
- 750铁芯车间CIP看板版 (本号:XB CIP SQDS 02 (2016) )Document20 pages750铁芯车间CIP看板版 (本号:XB CIP SQDS 02 (2016) )sitam_nitj4202No ratings yet