1 |B)
Nc
Peas
Poet
HP-Modified
furnace tubes
yar rime
lates ru mec Cie y
by C. M. Schillmoller
NiDI Technical Series, N° 10 058
The material presented in
this publication has been
prepared for the general
information of the reader
and should not be used or
relied on for specific
applications without first
securing competent advice.
‘The Nickel Development
Institute, its members, staff
and consultants do not —
represent or warrant its ©. M. Schillmotter |
suitably for any general or is a consultant
specific use and assume no inthe United States tothe |
liability or responsibility of Nickel Development Institute
any kind in connection with
the information herein,
HP-Modified
furnace tubes
for steam reformers
and steam crackers
C. M. Schillmoller
Cast tubulars with high-stress rupture properties offer the
highest reliability in steam methane reformers, while for
ethylene pyrolysis furnaces high carburization resistance and
creep strength optimize performance.
It is not unusual for engineers to associate all process
furnaces with those routinely encountered in petroleum refin-
eries, and to overlook two of the largest applications of
specialty furnaces for steam methane reformers and ethylene
pyrolysis. These furnaces help supply hydrogen for clean-up
of the atmosphere, nitrogen fertilizers for our crops, and raw
‘materials for upgraded fuels and plastics.
In today’s high-investment technology, materials that pro-
vide efficient and reliable performance, with minimum main-
tenance over the lifespan of a furnace, are the correct and
desirable selections. Unnecessary shut-downs can no longer
be tolerated asthe cost of downtime, loss of profitand possible
loss of life far overshadow the initial extra cost of the right
alloy in the right place. Cost effective answers are available
today
‘An overview is provided of the technical requirements and
development of these specialty furnaces and the reasons Why
the HP-Modified, HP-Mod, alloys in a period of intense com-
petitive development, have almost entirely displaced the
formerly accepted HK-40 alloy. ‘The technology has been
tested. HP-Mod alloys have had a direct impact on operating
margins.
‘Although in the reformer business HP-Mod is generally
understood to mean 25Cr/35Ni/INb/0.4C, in the ethylene
‘market it is used to describe a range of HP-Mod alloys, which
are basically American Society for Testing and Materials,
ASTM, A297 (HP) alloys, witha restricted carbon range and
additions of niobium, niobium and tungsten, tungsten, and
‘molybdenum,
‘The following system of alloy designation is therefore used in
this paper: HP-40 Mod Nb; HP-40 Mod Nb W; HP-40 Mod W;
etcetera. HP-45 reflects the mid-carbon range of certain
specifications. Some HP-10 Mod Nb is increasingly used in the
ethylene market foritsexcellentbalance of strength and ductility
Centrifugally cast tubes: HK-40 versus HP-Mod
In the 1960s, when furnace designs using vertical tubing were
adopted, a major switch took place from wrought alloys to cast
HK-40, 25Cr/20Ni, for reformers and crackers. HK-40, twice as
strong as the comparable wrought alloys previously used in
horizontal furnaces, became the workhorse ofthe industry and
has served well. The industry learned to live with ts limitations
in stress rupture properties, temperature gradients, low-cycle
fatigue, lack of ductility during shutdown, and limited carburi-
zation resistance, ASTM designations A351 and A608 were
adopted, as well as a Deutsches Institut fir Normung, DIN,
designation — DIN 17006 material number 1.4848 — to tie
down the chemical composition and mechanical properties.
‘Two alloy modifications were introduced to HK-40: the addi-
tion of 1.5 to 2.0% silicon to improve the carburization resist-
ance in cracking furnaces; and the addition of Nb— 24Cr/24Niy
1.5Nb — to improve its strength in reformers. This alloy was
developed by Inco Limited in the early 1970s.
‘Also pull-bar boring — the inside-diameter machining of the
full length of tubing to remove the internal zone of shrinkage
porosity —hasreducedcatalyst voidsand carbon pick-up which
‘would lead to localized overheating, high thermal gradients and
longitudinal rupture. Boring of tubes provided forextra catalyst
volume with reduced pressure drop and better heat transfer; it
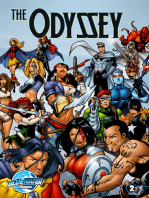
10009
oq
25.61/35 Ni + No
HPsos
Minimum stress to rupture in 100,000 hours, PSI
Minimum stress to rupture in 100,000 hours, Nimm*
+009 ee
25Cr20Ni
soo K-40 a4
20 1.96
1809 1600 1700 1800 1900 2000 7100
Design tube metal temperature
Figure 1 Average stress data plot minimum creep-
rupture stress in 100,000 hrs, PS! VS YMT,
“CPF.
Table | Typical vendors with HP-Mod analysis.
c cr Si Mn ND NI Fe
(Manaurite 36x) 4 23107 15 15 15 30/85 Balance
Fonderies et Aciers max max max
de Manoir
(SHR -35¢) 45 (28/28 20 20 15. 34/87 Balance
Kubota Lid max max
(430) 4 25 15 10 15 35 Balance
Lake & Eliot max max
Paramount Lid
(25-35 Nb) 4 25 20 18 15 35 Balance
Kobe Stee! max max max
(G-4852) 4 25 15 15 15 35 Balance
Schmidt & max max max
Clemens
(Wiscalloy 4 2aie7 15 15 16 8295 Balance
25-35 Nb) max max max
Wisconsin Centrifugal
(F 25:35 No) 4 2arer 15 15 15 39/96 Balance
Kubota Metal Corp. max max max
Fahramet Div. KMF
(Mo-Re 10) 4 2are7 25 15 15 8387 Balance
Duraloy max max max
(kT-196) 4 2aer 15 18 18 34/96 Balance
Kokomo max max max
(Pyrothern 4 25 15 15 15 35 Balance
G 25/35 Nb) max max max
Pose. Mare
(Thermalloy 63) 45 25 15 10 36 Balance
‘BEX max max other: SW
was good insurance for longer, trouble-free service in the
furnace. Today, most centrifugally cast tubes are being ma-
chined to 125 RMS, root mean square.
Published values of HK-40's stress-to-rupture have declined
over the years with the availability of more long-term estdata,
and the American Petroleum Institute, API, Recommended
Practice 530 HK-40 data should be used as a design guide.
In 1975, Fonderies et Aciers de Manoir, FAM, began mar-
keting its proprietary HP-Modified alloy, Manaurite
36X, 25Cr/3SNi/INb/L.SSi. Since then, many othermanufac-
turers, Table I, have produced a similar HP-40 Modified alloy.
Table II provides the properties for a number of HP-Mod
compositions. No two arealike. The APLattempted to prepare
single standard creep rupture curve for the HP-40 Mod Nb for
inclusion in the API RP530, but was not successful. Figure I
shows the average stress curve for HP-40 Mod No that might be
used for preliminary design, as well as the API RP530 values
for HK-40,
Table Il Comparative properties of selected high temperature alloys. Source: McNab, reference 9.
‘Testa iy compar, and at nb sad cen han ses gti an ss tog
‘mon ‘wath
Gop ctr Moy tae UF OOF OFF OF
ia 02a aka a en Oe
Poe ommgsy Acta Dam)
0% amhosu TMT Sm
“on mw ea 45h PiPaya a
008 ts am am 182 Fuse 3010 am
ages oe at aD ion mt mom
40s ad ad ae ne Nordea HT ™ woe
“ods as ow soca im “0
wes 0s 0 OB ox Temas) zm]
Wis 05 008 SU AecTamaby N00 TD ses
® 6 0 BS a a ee ee)
‘en
ws 0 0 Bs osmosy Ahem Sw]
ne ee )
oom 1 OMS evPyiou 450 es
ou 0 eB oR Ce
0 7 05 By SN RiPady i SSD]
as06 a5 RS as Fim w]e]
as06 20 RS Flores tH] mY
arag as ua eos est 3885 ee en)
40s ao ua ee ee ee
a0 ; SSN am OR OS) wD
as
1M? 0308le ine ORSSCW a)
Welles th 20
casos 1620 8 TA ei WS 3th mw
tos 15 os MD BT oe 2S
wos 151 en 55511 oom
us ' 8 8 sco a ee ee er
a s 6 BO soe maw
won 45 45 Be SB ava NORE Se ee ee
wom 20 co me aT Ce a en ee ee ee)
usas 29 0 me mT 1 ee a ee ee)
toon 20 nm MT 1S Day UOAESD 5 mm
wom 29 0 ae TSW ty MOREY D8] sm
am 20 20 ae BTS wap WORE ama
aan
tom ts ae aw aave3602 Dusky HONS a)
isos <3 <3 RR BR ‘aoa woe m™ 0
(wom a8 4s BO ee SuNV3Bt0 Duay Sz sD a)
6 1 oe sv) Pady HT we om mt
osos as 4s BO em sah ea ee
wo 6 8 « ay SHR ow me
How can the superior properties of the HP-Mod alloys
benefit the petrochemical user?
For steam reformers the answer is the profitable combination
of longer life and higher performance using thinner wall
tubes! The higher strength of HP-Mod, compared to HK-40,
provides substantially longer stress-to-rupture life. And, HP.
‘Mod permits operation with a thinner metal wall, which gives
improvements inthe rate of heat transfer and provides energy
savings.
Alternatively, in new designs, one can utilize fewer tubes of
a larger diameter and save in tubing cost and furnace size,
For steam crackers the answer isthe profitable combination
of higher efficiency and production rates at higher tempera-
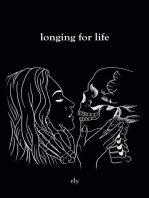
tures. The increase in nickel content is particularly important
here in stabilizing the austenitic structure and substantially
improving the carburization resistance of the alloy, either on
its own merits but, as Figure 2 shows, especially in conjunc-
tion with silicon.” Aluminum also improves carburization
resistance.
‘The higher nickel content improves the cyclic behaviour,
the adherence of protective oxide films, and the thermal
fatigue properties due to changes in the stability ofthe oxide
films and diffusion process
‘Typically these HP-Mod alloys contain between 0.40% and
0.50% carbon, This is an important element, as it forms.
chromium carbides which oppose metal deformation at high
temperature. Above 1000°C (1830°F) these carbides coa-
lesce quickly and therefore decrease the creep rupture strength
sharply. Addition of carbide-forming elements such as nio-
bium, titanium, tungsten and molybdenum is required 10
28
he pet
fe = ae we
2.07 —san a
—PESSe
LSB ron =
ReSNenes
an
0300
Nel conten, percent
Figure 2 Effect of nickel on the resistance of Cr-Ni
alloys to carburization.
Caron absorbed, per cent
improve the creep strength in the high-temperature range.
‘The HP-Mod alloys can offer the most desirable combinations
of high-temperature mechanical- and corrosion-resisting prop-
erties for operation in petrochemical furnaces. Even though
steam methane reformers and steam cracking furnaces share
‘many fundamental characteristics, and utilize almost identical
‘materials of construction, their process functions differ widely,
and this must be taken into account in the design ofthese units
and the use of the HP-Mod alloys.
Steam methane reformer furnaces
In most reformer applications —such as in ammonia, metha-
nol and hydrogen production — reliability is an overriding
requirement.
In most plants, methane is used as feedstock. It reacts with,
steam in catalyst-packed tubes at high temperature. The
process is highly endothermic. The tubes have inside diam-
eters of 60-120mm (2-5 in.) and are 10-14m (33-46 ft.) long.
‘The pressure is 15-30 bar (218-435 psi) and the temperature
between 900 to 1000°C (1652-1832°F). Tube wall thickness
ranges from 8 to 20mm (31-.79 in.) depending on tube
diameter, temperature and pressure. Excess steam is used t0
reduce the formation of carbon. The reforming reactions are
favored by high temperature but retarded by high pressure. A
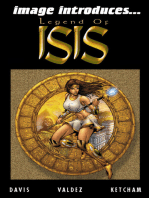
typical steam methane reformer for hydrogen and methanol
production is shown in Figure 3.
‘When synthesis gas is used in the production of ammonia the
conditions are considerably different. Nitrogenis provided by
the injection of air into the primary reformer effluent and a
secondary reforming step is carried out in a separate catalyst-
filled vessel. Because of the balanced load between the two
reformers, the temperature in the primary reformer tends tobe
lower, 815°C (1500°F) and the pressure between 15-40 bar
(218-580 psi).
‘Since the catalyst tube assembly can amount to 25% of the
total cost ofthe furnace, there isa great incentive to optimize
the design chemically, thermally and mechanically. There are
‘many approaches in satisfying the process and operational
requirements. One of the most dramatic improvements in
reformer cost has been the increased application of stronger,
proprietary tube materials such as HP-Mod alloys.
In new reformer design, the HP-Mod alloys have allowed the
size of the reformer tube to increase, particularly those de-
signed for the high-pressure ammonia process. With the HK:
40 alloy the reformer tube diameter was limited by tube wall
thickness. Excessively thick tubes are candidates for acceler-
ated creep damage resulting from large temperature differ-
fences across the thick tube wall. The use of HP-40 Mod Nb has
allowed the internal volume of tubes to grow dramatically,
‘without inerease in tube wall thickness, producing capacity
increases of 30% to 40% for the same tube count, with only
‘marginally higher cost.
In retrofit or revamp design, the HP-40 Mod Nb allows two
possibilities. First, with the outside diameter fixed because of
existing inlet and outlet manifolds, make the tubes thinner.
This improves the rate of heat transfer and increases catalyst
volume and hydrogen production capacity. ‘The second op-
tion isto keep the same tube diameter and thickness and raise
the design tube metal temperature by 60°C (108°F)
Many failures of HK-40 have occurred in risers, manifolds,
transfer headers and other components due to stresses from
Figure 3 Steam methane reformer, typical for hydrogen prod
juction
Fuel gas
540-620"
(1000-1150°F)
240°C.
(1580°F)
@wetane
ase
Combustion air
150°C
(@00°F)
1. fan
HP steam
——_>
400-510°C (750-950°F)
‘45-100 bar (650-1500 psig)
‘Synthesis gas
345°C (650°F)
17-28 bar (250-350 psig)
thermal cycling. These stresses occur chiefly during startup,
and shutdown. The HP-Mod alloys can cope substantially
better with thermal stresses. Figure 4 shows the effect of wall
thickness on the life of HP-40 Mod Nband HK-40. Italso shows
the reduction or increase in life resulting from an above or
‘below normal number of thermal cycles and the reduction in
life caused by operating 28°C (50°F) above normal operating
temperature, Note that for the same wall thickness the relative
life of HP-40 Mod Nb is about three times that of HK-40, while
if'the alloys are designed for the same strength, only twice the
life can be expected.
In addition, the good ductility and weldability of HP-40 Mod
Nodeserve mention. It has, in the as-cast condition, about 8%
elongation. After prolonged service this dropstoabout 4%. If
field repairs are required on HP-40 Mod Nb after aging, a
solution anneal for about two hours is recommended, which
will restore much of the elongation.
‘The requirements of a cost-effective reformer design are
‘maximum reliability, operating stability and high thermal
efficiency. The materials sed musthave ahigh creep strength
combined with good strain relaxation, good weldability, ex-
cellent oxidation resistance and, after aging, good ductility
and good weldability. The HP-40 Mod Nb alloys meet most of
these requirements
Lighter tubing also allows lighter tube supports. Thinner
walls result in better heat transfer and inerease the resistance
to thermal cycling. Consequently, running and maintenance
costs are lowered and service life extended,
a HK.40 alloy
:
Bos!
o
0.50
‘Wall thickness, in.
075
Figure 4 Wall thickness and amount of thermal cycling
are important considerations in tube life.
Finally, consider the relative cost of HP-40 Mod Nb versus HK-
40, With the thinner wall, the cost per foot of catalyst tubing is
‘comparable, and in some cases even less than HK-40, even
though the cost of HP-40 ModNballoy by weightissubstantally
higher. Dismissing the use of HP-#0 Mod Nb alloy castings
because of their perceived expense could be a costly mistake,
Steam cracking furnaces
Most cracking furnaces have a configuration similar to that
shown in Figure 5. Pyrolysis chemistry is aggressive and
dictates not only the reactor design, but also its operating
philosophy and the design ofits quench systems. ‘Thermal
cracking is a noncatalytic process carried out above 1100°C
(2012°F) and a few bar pressure. The destruction of saturated
hydrocarbons results in unsaturated lightweight molecules of
ethylene and propylene. The feedstock type controls the yield
of primary products and byproducts. The cracking severity
controls feedstock conversion. Selectivity is extremely im-
portant and is maximized by short residence time, There has
been a continued evolution of designs to produce the optimum.
furnace.
Unlike reforming, pyrolysis does not employ huge amounts
of process steam, and therefore produces coke which
accumulates in the reactor and must be removed in an off-line
operation, Between five and 15 furnaces are required 10
maintain uniform plant production rates, so that one or more
furnacescan be off-line for decoking. The number of furnaces
You might also like
- Extreme Rhyming Poetry: Over 400 Inspirational Poems of Wit, Wisdom, and Humor (Five Books in One)From EverandExtreme Rhyming Poetry: Over 400 Inspirational Poems of Wit, Wisdom, and Humor (Five Books in One)No ratings yet
- If I Were Born Here Volume II (Greece, India, Kenya, Mexico, Israel)From EverandIf I Were Born Here Volume II (Greece, India, Kenya, Mexico, Israel)No ratings yet
- What Squirt Teaches Me about Jesus: Kids Learning about Jesus while Playing with FidoFrom EverandWhat Squirt Teaches Me about Jesus: Kids Learning about Jesus while Playing with FidoNo ratings yet
- Strangers' Voices In My Head: A Journey Through What Made Me Who I Am from My MindFrom EverandStrangers' Voices In My Head: A Journey Through What Made Me Who I Am from My MindNo ratings yet
- Special and Different: The Autistic Traveler: Judgment, Redemption, & VictoryFrom EverandSpecial and Different: The Autistic Traveler: Judgment, Redemption, & VictoryNo ratings yet
- BS En10264-1 - 2012Document14 pagesBS En10264-1 - 2012Aon HemmatadNo ratings yet
- DLP PatentingDocument7 pagesDLP PatentingAon HemmatadNo ratings yet
- Hot Rolling of Steel - William L. RobertDocument13 pagesHot Rolling of Steel - William L. RobertAon Hemmatad0% (2)
- Surface Flaw DetectDocument5 pagesSurface Flaw DetectAon HemmatadNo ratings yet
- PDFDocument543 pagesPDFAon HemmatadNo ratings yet
- A 877 - A877mDocument4 pagesA 877 - A877mAon HemmatadNo ratings yet
- Metallographic Preparation Technique For HDG PDFDocument8 pagesMetallographic Preparation Technique For HDG PDFAon Hemmatad100% (1)
- Hot Rolling of Steel - William L. RobertDocument13 pagesHot Rolling of Steel - William L. RobertAon Hemmatad0% (2)
- Handbook of Deposition Technologies For Films and CoatingsDocument885 pagesHandbook of Deposition Technologies For Films and CoatingsTânia Frade CostaNo ratings yet
- Hot Rolling of Steel - William L. RobertDocument13 pagesHot Rolling of Steel - William L. RobertAon Hemmatad0% (2)
- Spring Design Optimization With FatigueDocument77 pagesSpring Design Optimization With FatigueAnonymous 5pURWfNo ratings yet
- HeatResistantAlloys RolledAlloysDocument150 pagesHeatResistantAlloys RolledAlloysAon Hemmatad100% (1)
- Calligraphy Guide Paper PDFDocument1 pageCalligraphy Guide Paper PDFAon HemmatadNo ratings yet
- 1 s2.0 S2214509515000042 MainDocument8 pages1 s2.0 S2214509515000042 MainMuchammad FauziNo ratings yet